1
Изобретение относится к станкостроению.
Известен станок для обработки разнонаправленных винтовых канавок, в котором механизм формообразования, представляющий собой привод; вра дбшия изделия и пару винт-гайка, включен в кинематическую цепь, связывающую шпиндель изделия с суппортом, несущим инструмент 1.
Недостатком известного станка является его неуниверсальность, обуслорленная тем, что перемадение суппорта ссушб ствляется от копира. При таком исполнении винторезной цепи практически для изделия требуется отдельный копир, что существенно усложняет настройку станка. - Целью изобретения является упрощение настройки станка путем обеспечения возможности настройки в широких пределах шага и длины обрабатываемых винтовых канавок.
Это достигается тем, что в кинематическую цепь введены ползун, несущий две паргиглельные зубчатые рейки, сс«дивекнь:е между собой зубчатйми колесгили внутреннего зацепления с неполным зубчатым эенцом, установ- ленная с возможностью перемещения
каретка с реечным колесом, взаимодействующим с указанными рейками и кинематически связанныл; во шпинделем изделия, и реечно-шестеренная пара, рейка которой жестко закреплена на ползуне, а шестерня кинематически связана с парой винт-гайка.
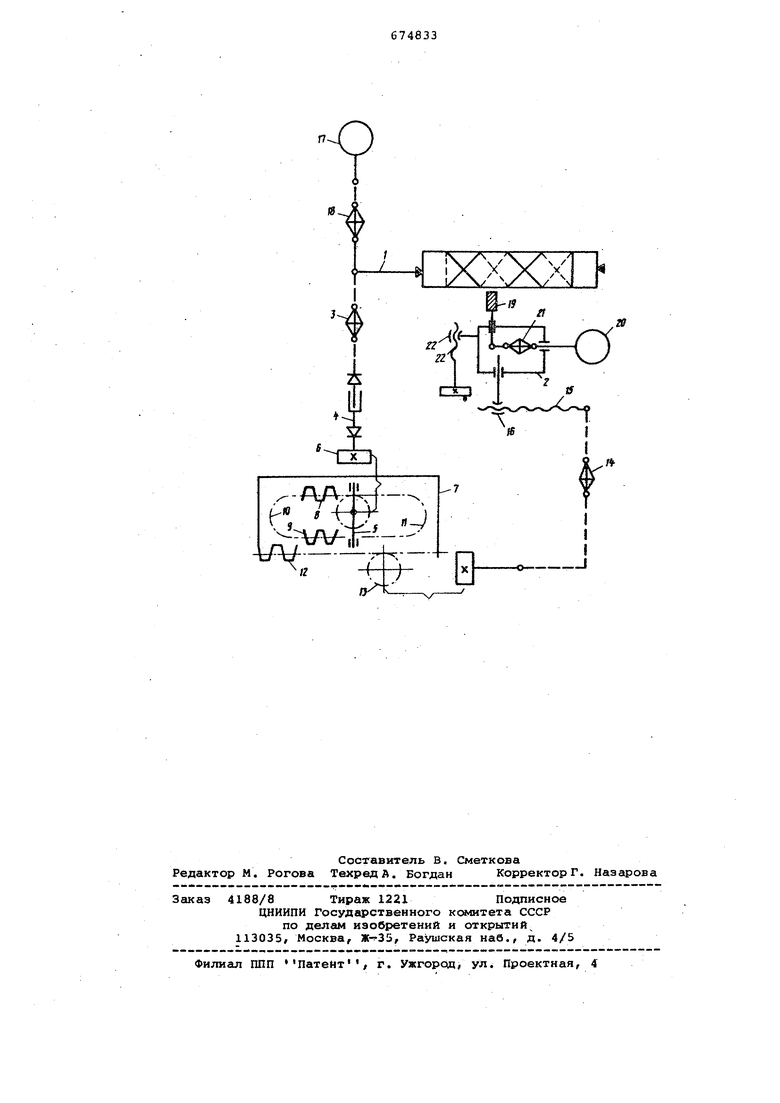
На чертеже дана кинематическая схема станка.
o
Шпиндель 1, несущий заготовку/ связан с суппортом 2 кинематической цепью, содержащей орган 3 настройки, например гитару сменных зубчатых колес, на шгг нарезаемой резьбы, шарнир5ное телескопическое соед;инение 4, установленное на подвижной каретке 5 реечное колесо б, ползун 7, несущий две параллельные зубчатые рейки 8 и 9, соединенные зубчатыми колеса0ми 10 и 11 внутреннего зацепления с неполным венцом, рейку 12, реечную шестерню 13, орган 14 настройки длины нарезаемой резьбы, передачу винт 15 - гайка 16 и поставленные зубчатые
5 передачи (на схеме не показаны). Шпиндель 1 сс дикея также с двигателек 17 кинематической цепью с органом 18 настройки частоты вращения шпинделя и постоянными передачами
0 (на схеме не показаны).
На суппорте 2 смонтирован привод вращения фрезы 19, содержащий двигатель 20,орган 21 настройки и постоянные передачи (не показаны)
Винтовая передача 22 слугшт для |Перемеш.ения суппорта в радиального к ОСИ вращения шпинделя 1 направленна;
Станс-к работает следующим обрз.эом,
Фреза 19 вращается от двигателя 20 с частотой, настроенной органс М 21. Шпиндель 1 получает от двигателя -17 вращение с угловой скоростью, наст.-роенной органом 18-. От итинделя 1 через орган 3 настройки, постоянньле зубчатые передачи (не показаны) и телескопическое соединение 4 получает вращение реечное колесо б с угловой скоростью постоянной по величине и направлению.
Колесо 6, поочередно зацепляясь с рейками 8 и 9, сообщает ползуну 7 возвратно-поступательное движение. При обкатывании колеса 6 по колесу 10 или 11 каретка 5 перемещается от ОДНОЙ рейки к другой, и в крайних положениях колеса G происходит реЕерсирование движения ползуна 7, Длина хода ползуна 7 постоянна и равна разностиJрасстояния между крайними точками делительнык окружностей зубчатык колес 10 и 11 внутреннего зацепления С- неполным венцом и диаметра делитель ной окружности реечного колесе 6.
При возвратно-поступательном движении ползуна 7 шестерня:13 получает возвратно-вращательное движение, которое по кинематической цепи, содержащей орган 14 настройк: постоянные передачи (не показаны) и передачу винт 15 - гайка Ib,- преобразуется в возвратно-поступательное движение суппорта 2, длина хода которого настраивается органом 14„
Сочетание взаимосвязаннык двихкений; вращательного (шпинделя 1) и поступательного (суппорта 2) обеспечивает перемещение фрезы 19 откосительно заготовки по винтовой линии. При движении суппорта 2 в одну сторону обрабатывается левозаходная аин товая каНавка. а при движении eiro в обратном напра.влении прсшозаходна.я г, Плавный переход от одной канав1 :и ic другой осуществляется во время обкатыдания колеса 6 по колесам 10 и 11 При многократном возвратно-поступательном движении суппорта фреза движется относительно заготовк по одной траектории, что позволяе : обрабатывать канавки за несколько проходов, периодически перемещая суппорт
в радиальном направлении посредством винтовой передачи 22, На станке можно обрабатывать .также незамкнутые левозаходные или правозаходные винтовые канавки. В этом случае ход суппорта 2 доллсеа настраиваться больше длины винтовой канавки в направлении оси изделия,
Возможно также нарезание винтовых канавок резцом, установленным на суппорте 2
; Станок имеет следующие расчетные кинематические цепи г цепь главного движения вращения фрезы, связывающая двигатель 20 с фрезой 19 и содержащая орган 21 настройки частоты вращения фрезы 19; цепь вращения шпинделя 1 с заготовкой (цепь круговых подач)I связывающая двигатель 17 со шпинделем 1 и содержащая орган 18 на
0 стройки частоты вращения шпинделя 1; цепь; связывающую ползун 7 сводовым винтом 15 и содержащую орган 14 настройки длины хода cynnojpTa 2; винторезную цепь, связывающую шпиндель 1 с ходовым винтом 15 и содержащую ор5ган 3 настройки шага винтовых канавок, реверсивный механизм и орган 14 настройки длнны хода ползуна 7.
30
Формула изобретения
Станок для о.бработки разнонаправленных винтовых канавок, в котором
механизм формообразования, представяющий собой привод вращения изделия и пару винт--гай1 ;5.f включен в кинематическ то цепь, снязнвающую шпиндель изделия с cyппopro t,. несущим инструмент, отличающийся тем, что, с целью расширения технологических возможностей станка, в кинемати ческун) цепь введены ползун, несущий две параллельные зубчатые рейки, соединенные между собой зубчатьдада колесами внутреннего зацепления с неполным зубчатым венцом, установленная с возможностью перемещения каретка с реечньил колесом, взаимодействутощим суказанными рейками и кинематически
саязанным со шпяиделем изделия, и ре-ечно-шестеренная пара, рейка которой жестко закреплена на ползуне, а шестарня кинематически связана с парой вант-гайка.
Источники информации, принятые во
внимание при экспертизе
1. Авторское свидетельство СССР W 128724, кл. В 23 В 5/48, 1969,
ю
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО К ТОКАРНО-ВИНТОРЕЗНОМУ СТАНКУ ДЛЯ ОБРАБОТКИ ВИНТОВБ1Х ПОВЕРХНОСТЕЙ ПЕРЕМЕННОГОШАГА | 1971 |
|
SU421444A1 |
| Двухшпиндельный зубодолбежный станок | 1990 |
|
SU1828788A1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВЫХ КАНАВОК С ПЕРЕМЕННЫМ ШАГОМ И РАДИУСОМ ПРОФИЛЯ | 2009 |
|
RU2429950C2 |
| Зубофрезерный станок для нарезания косозубых цилиндрических колес | 1985 |
|
SU1298012A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| ТОКАРНЫЙ СТАНОК G РАВНОУСКОРЕННОЙ ПОДАЧЕЙ | 1970 |
|
SU261094A1 |
| Затыловочный станок | 1982 |
|
SU1069977A1 |
| Токарный станок для нарезания винтов с переменным шагом | 1979 |
|
SU772723A1 |
| Устройство для нарезания замкнутых канавок в форме эллипса | 1976 |
|
SU588064A1 |
| Токарный станок для нарезания винтов с переменным шагом | 1978 |
|
SU732096A2 |
Ч
