снижения инерционных нагрузок. На станине 1 зубодолбежного станка на направляющих 2 установлены два делительных стола 3 и 4 для закрепления заготовок зубчатых изделий. В инструментальном суппорте 7 смонтированы инструментальные шпиндели 11 и 12. Шпиндели и делительные столы монтируются симметрично относительной общей плоскости, параллельной направлению тангенциального перемещения, причем каждый из столов располагается по отношению к соответствующему шпинделю с внешней стороны с удалением на величину межосевого расстояния станочного зацепления. Шпиндели и столы связаны кинематической цепью обката, конечными звеньями которой являются червячные делительные пары, червячные колеса которых 36 и 37 размещены на инструментальных шпинделях 11, 12, а червяки 34 и 35 имеют разнонаправленные витки и установлены соосно на валу 33. Привод возвратно- поступательного перемещения шпинделей включает кривошипно-шатунный механизм 21 и две зубчато-реечные передачи, шестерни которых 25 и 26 связаны зубчатым колесом 23, ось которого расположены в общей плоскости симметрии. 2 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторный зубодолбежный станок | 1985 |
|
SU1324778A1 |
| МНОГОШПИНДЕЛЬНЫЙ ЗУБОДОЛБЕЖНЫЙ СТАНОК | 1991 |
|
RU2009794C1 |
| Роторный зубодолбежный станок | 1988 |
|
SU1696193A1 |
| Зубодолбежный станок | 1977 |
|
SU673393A1 |
| Зубодолбежный станок | 1985 |
|
SU1263454A2 |
| Роторный зубодолбежный станок | 1988 |
|
SU1611613A1 |
| Зубодолбежный станок | 1978 |
|
SU778961A1 |
| ЗУБОДОЛБЕЖНЫЙ СТАНОК С ГИДРАВЛИЧЕСКИМИ СВЯЗЯМИ | 1999 |
|
RU2190508C2 |
| Зубодолбежный станок | 1978 |
|
SU688302A1 |
| Зубодолбежный станок | 1980 |
|
SU891274A1 |
Изобретение относится к станкостроению, в частности к зубодолбежным станкам для обработки цилиндрических зубчатых деталей. Цель изобретения - повышение кинематической точности и улучшения динамических характеристик посредством уменьшения длины кинематических цепей и 9 J8 JJ Ё 00 го 00 | 00 00
Изобретение относится к станкостроению, в частности, к зубодолбежным станкам для обработки цилиндрических зубчатых деталей.
Цель изобретения - повышение кинематической точности и улучшения динамических характеристик посредством уменьшения длины кинематических цепей и снижения инерционных нагрузок,
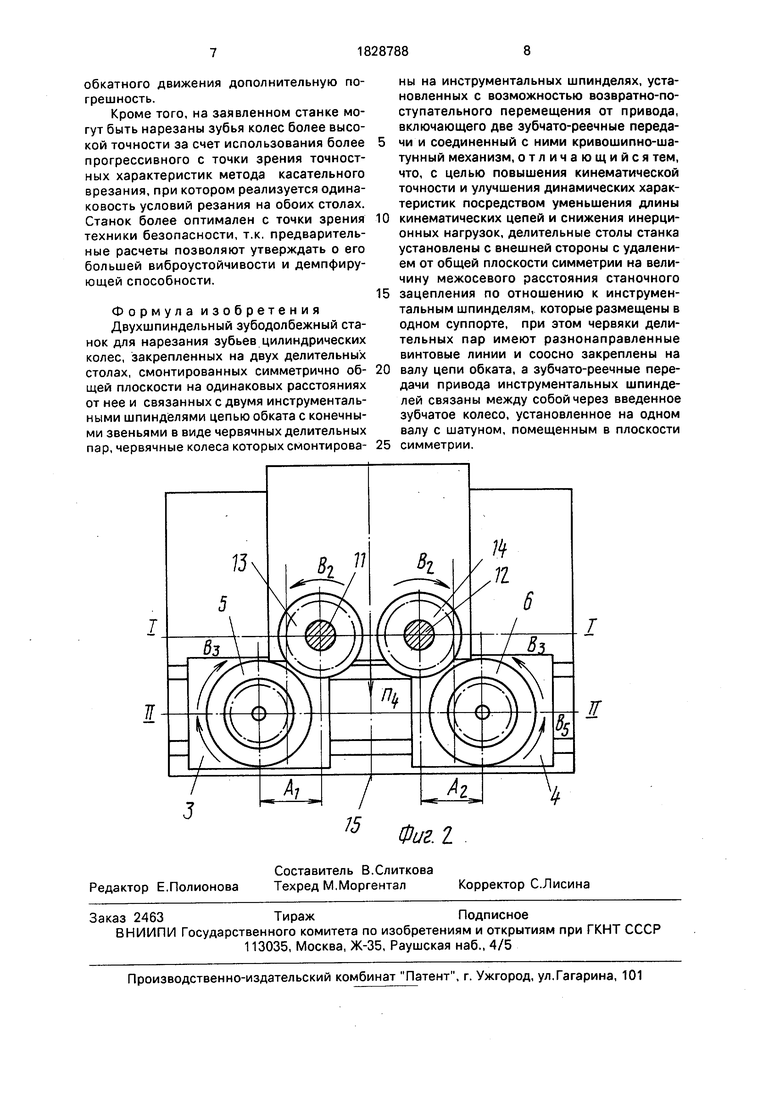
На фиг.1 изображена структурно-кинематическая схема станка; на фиг.2 - схема взаимного расположения делительных столов и инструментальных суппортов.
На станине 1 станка (фиг.1) на поперечных направляющих 2 установлены два дели- тельных стола 3 и 4. На вращающихся шпинделях 5 и 6 этих столов закрепляются заготовка зубчатых деталей. Инструментальный суппорт 7 установлен с возможностью перемещения на вертикальных направляющих 8 стойки 9, которая в свое время расположена на продольных направляющих ЮстаниньМ.
В общем инструментальном суппорте 7 смонтированы инструментальные шпиндели (штоссели) 11 и 12, на которых крепятся зуборезные долбяки 13 и 14. Шпиндели 11 и 12 и делительные столы 3, 4 монтируются симметрично относительно общей плоскости симметрии 15 (фиг.2), параллельной направлению тангенциального перемещения, при этом каждый из столов располагается по отношению к соответствующему шпинделю с внешней стороны с удалением на величину межосевого расстояния станочного зацепления (расстояния Ат и А2 на фиг.2).
Кинематическая цепь (привод) возвратно-поступательного движения связывает электродвигатель 16 с инструментальными шпинделями, Она включает в себя кинематическую передачу 17, орган настройки 18,
кинематическую пару 19, приводной вал 20, кривошипно-шатунный механизм 21 с шатуном 22 возвратно-поступательного движения, распределительно-приводной
механизм, включающий в себя соосное, закрепленное на одном валу 23 с шатуном зубчатое колесо 24, ось которого расположены в общей плоскости симметрии 15, связанные с ним приводные шестерни 25 и 26
зубчато-реечных передач, находящиеся в зацеплении с рейками гильз 27 и 28, которые установлены, соответственно, на инструментальных шпинделях 11 и 12.
Кинематическая цепь (привод) вращательного движения инструментальных шпинделей связывает последние с приводным валом 20. Она включает в себя кинематическую пару 29, орган настройки 30, муфту связи 31, кинематическую пару 32,
распределительно-приводной механизм вращательного движения, содержащий установленные на общем валу 33 два червяка 34 и 35 с разнонаправленными витками и находящиеся в зацеплении с ними червячные колеса 36 и 37. Колеса устанавливаются на гильзах 38 и 39, базирующихся в подшипниках суппорта 7. В гильзах с возможностью осевого перемещения монтируются инструментальные шпиндели 11 и 12.
Кинематическая цепь основного обката, связывающая инструментальные шпиндели и шпиндели делительных столов, включает в себя кинематическую пару 32, орган настройки 40, вход 41 и выход 42 суммирующего механизма 43, кинематическую пару 44,45, и однотипные ветви с кинематическими парами 46 - 47 - 48 и 49 - 50 - 51, связанные со шпинделями 5 и 6 делительных столов 3 и 4.
Кинематическая цепь тангенциального обката, связывающая инструментальный
суппорт со шпинделями делительных станков, включает в себя механизм преобразования поступательного движения во вращательное, состоящий из рейки 52, закрепленной на станине 1, и находящейся в зацеплении с ней шестерни 53, установленной в подшипниках подвижной стойки 9, несущей инструментальный суппорт 7. Цепь содержит также кинематическую пару 54, орган настройки 55, второй вход 56 суммирующего механизма 43.
Станок снабжен механизмом 57 тангенциального перемещения стойки 9 и механизмом 58 вертикального перемещения инструментального суппорта 7 (в примере - гидроцилиндры).
Станок работает следующим образом.
Заготовки нарезаемых зубчатых колес закрепляют на шпинделях 5 и 6 делительных столов 3 и 4. При помощи механизмов 59 поперечного перемещения устанавливают межосевые расстояния станочного зацепления AI и А2 (фиг.2) долбяков и соответствующих заготовок на шпинделях делительных столов.
При включении электродвигателя инструментальные шпиндели 11 и 12 с закрепленными на них долбяками получают по цепи возвратно-поступательного движения соответствующие периодические перемещения. Скорость (частота двойных ходов) этих движений Пт (фиг.1) устанавливается при помощи органа настройки 18. Величина хода долбяков настраивается посредством кривошипно-шатунного механизма 21. При движении одного из долбяков вверх второй опускается вниз.
Одновременно с движением Пч шпинделя получают вращательное движение В2 (фиг.1, 2), при этом долбяки вращаются в противоположные стороны. Установка величины круговой подачи долбяков и изменение направления их вращения осуществляется органом настройки 30. По кинематической цепи основного обката вращение передается шпинделям 5 и 6 делительных столов, при этом заготовки зубчатых колес совместно со шпинделями получают согласованный с вращением В2 поворот - движение Вз. Соотношение частот вращения В2 и Вз в их совместном обкатном делительном движении устанавливается при помощи органа настройки 40.
Обработка колес начинается этапом касательного врезания долбяков в заготовки. При этом стойка 9, несущая опущенный в рабочее положение инструментальный суппорт 7, перемещается по направляющим 10 станины 1 -движение П4(фиг.1, 2). Шпиндели 5 и 6 делительных столов по цепи тангенциального обката получают согласованный с перемещением Пз поворот - движение Bs. Количественное соотношение движений Щ и Bs устанавливается при помощи органа
настройки 55. Сложение составляющих обкатных движений Вз и Ss производится суммирующим механизмом 43. На станке возможно осуществление врезания при разно- и одинакозонаправленных движениях
0 Вз и Bs, а также при невращающихсч долбя- ках. В последнем случае цепь вращения инструментальных шпинделей м/фтой 31 и врезание осуществляется при двух взаимосвязанных движениях Щ и Bs.
5 При совпадении (фиг.2) осевых плоскостей инструментальных шпинделей (1 - 1) и шпиндельных делительных столов (11-11) этап врезания заканчивается, движения ГЦ и Вs отключаются. Процесс обработки далее
0 осуществляется при включенныхдвижениях RI, 62, Вз. По окончании нарезания колес, после осуществления ими заданного количества оборотов электродвигатель 16 отключается, инструментальный суппорт 7 при
5 помощи механизма 58 перемещается вверх, затем стойка 9 посредством механизма 57 отводится назад в исходное положение. Этим цикл обработки комплекта заканчивается.
0В течение всего цикла работы станка
делительные столы 3 и 4 при обратных ходах долбяков 13 и 14 в движении П-i отводятся в направлении от соответствующих инструментов - движение Пе. Отвод осуществляет5 ся кулачковым механизмом, связанным ненастраиваемой кинематической цепью с приводным валом 20.
Заявленные конструктивные особенности станка позволяют уменьшить длину
0 кинематических цепей возвратно-поступательного и вращательного движений инструментальных шпинделей, Уменьшение длины кинематической цепи возвратно-поступательного движения, равно как и исклю5 чение промежуточных зубчато-реечных передач, позволяет уменьшить массы привода, что приводит к снижению его инерционных нагрузок и, следовательно, улучшает динамические характеристики станка. Это0 му же способствует заявленная конструктивная особенность связи приводных зубчато-реечных передач, позволяющая к тому же экономично расходовать энергию электродвигателя за счет использования
5 энергии движения шпинделей. Сокращение же длины кинематической цепи вращательного движения и, как следствие, обкатной цепи позволяет повысить кинематическую точность станка, т.к. исключаются элементы цепи, вносящие в расчетные перемещения
обкатного движения дополнительную погрешность.
Кроме того, на заявленном станке могут быть нарезаны зубья колес более высокой точности за счет использования более прогрессивного с точки зрения точностных характеристик метода касательного врезания, при котором реализуется одинаковость условий резания на обоих столах. Станок более оптимален с точки зрения техники безопасности, т.к. предварительные расчеты позволяют утверждать о его большей виброустойчивости и демпфирующей способности.
Формула изобретения Двухшпиндельный зубодолбежный станок для нарезания зубьев цилиндрических колес, закрепленных на двух делительных столах, смонтированных симметрично общей плоскости на одинаковых расстояниях от нее и связанных с двумя инструментальными шпинделями цепью обката с конечными звеньями в виде червячных делительных пар, червячные колеса которых смонтирова
г
Фиг. I
Составитель В.Слиткова Редактор Е.Полионова Техред М.Моргентал
ны на инструментальных шпинделях, установленных с возможностью возвратно-поступательного перемещения от привода, включающего две зубчато-реечные переда5 чи и соединенный с ними кривошипно-ша- тунный механизм, отличающийся тем, что, с целью повышения кинематической точности и улучшения динамических характеристик посредством уменьшения длины
10 кинематических цепей и снижения инерционных нагрузок, делительные столы станка установлены с внешней стороны с удалением от общей плоскости симметрии на величину межосевого расстояния станочного
15 зацепления по отношению к инструментальным шпинделям, которые размещены в одном суппорте, при этом червяки делительных пар имеют разнонаправленные винтовые линии и соосно закреплены на
20 валу цепи обката, а зубчато-реечные передачи привода инструментальных шпинделей связаны между собой через введенное зубчатое колесо, установленное на одном валу с шатуном, помещенным в плоскости 25 симметрии.
Т
JT
Корректор С.Лисина
| ДВУХСУППОРТНЫЙ ЗУБОДОЛБЕЖНЫЙ СТАНОК | 0 |
|
SU198889A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
