/ - ;- ; - I .
Изобретение отноопся к производству дере вявдых тарных ящиков.
Известен агрегат для Шг6т01вленийяида вкйючающий гвоздезабивные пис1олеть1, привод, устройство для загрузки ; эщечек и кантователь в виде каретки с регулируемыми yiiopiaMK на направляющий штанге 1.
Недостатком указанйогр агрегата являе 1;ся его низкая прбнэводотейьнЬсть, обусло1вленная тем, что загрузка элементов HHiHka ocyщectвляется вручную.
Наиболее близким техшческим решением . является линия изготовления ящнйов, вютючающая станину; гвоздезабивные устройства, меха. низмы подачи гвоздей, шаговые трансйс} 1теры, катователи и сборочные устройства 21.
Недостатком этой ли1ШИ является сложность ее конструкции и низкая производительность.
Целью изобретения является повышение производительности н упрощение конструкции.
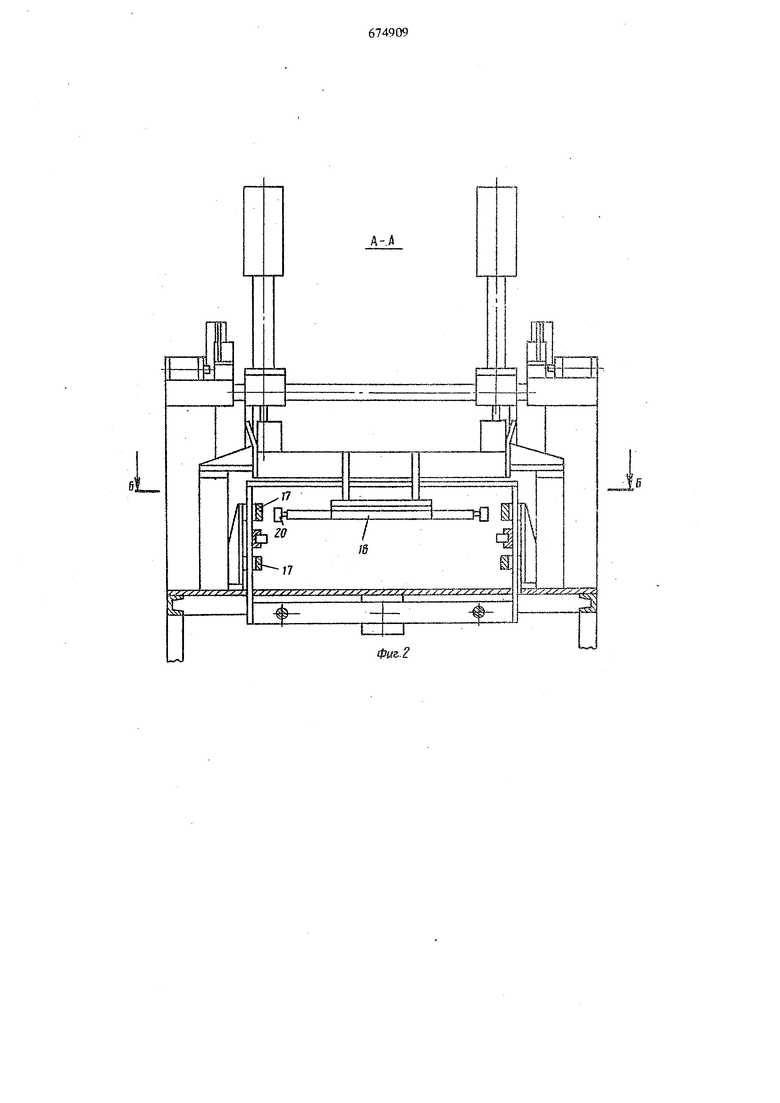
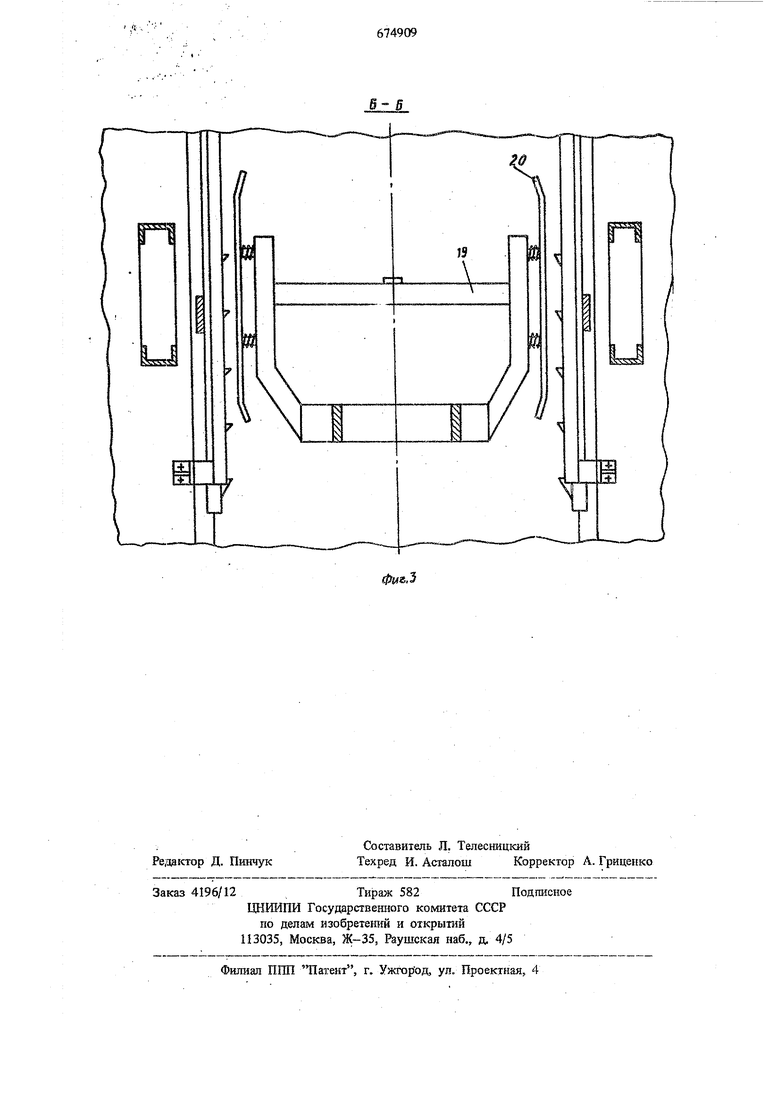
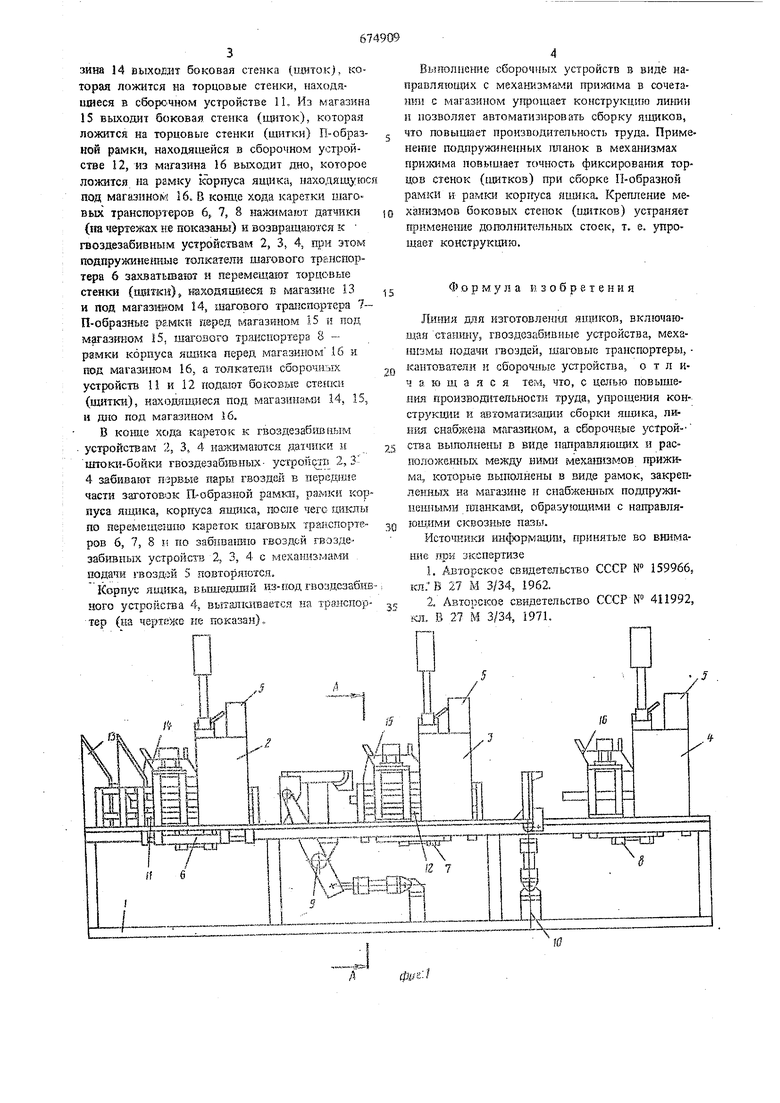
Достигается это.тём, что линия снабжена магазином, а сборочные устройства вьшолнёны в виде направляющих и расположенных между ними механизмов прижима, которые вьтойнены в виде рамок, зякргплейиктх на магазине и снабженных иодтфу синеннымн планками, образуюиилта с направляюпдами сквозные назь. На фат. I изображена предлагаемая линия бид сбоку; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-В на фиг, 2.
Линия изготовления яоййсоб включает станину 1, гвоздезабИ531п.1е устройства 2, 3, 4 е ме- . ханизмамй подачи гвоздей 5, шаговые трайспорЧеры б, 7, 8, кантователи 9, 10 и сборочные устройства 11 и 12 и магазины 13 для торцовььч стенок (щитков) и для боковых стенок (щитков) 14 и 15, а для доньев установлен магазин 16. Сборочные устройства 11 и 12 выполнены в виде Направляющих 17 и расположенных между НИМН механизмов прижима 18,. которые выполнень в виде рамки 19, заКрештешгой на магазинах 14 и. 15 н ной подпрумашеннымн планкамн 20, образующими с направляющими сквозные пазыI При подаче сжатого воздуха в нневмосистему (на чертежах не показана) карегки шаговых транспортеров б, 7, 8 перемещаются от
гвоздезабивных устройств 2, 3, 4, аизмага-г зина И ВЫХОДИТ боковая стенка (щиток), которая ложится на торцовые стенки, находящиеся в сборочном устройстве 11, Из магазина 15 выходит боковая стенка (щиток), которая ложится на торцовые стенки (щитки) П-образной рамки, находящейся в сборочном устройстве 12, из магазина 16 выходит дно, которое ложится на рамку корпуса ящика, находящ гюс под магазином 16. В конце хода каретки шаговых транспортеров 6, 7, 8 найкимают датчики (на чертежах не показаны) и возвращаются к: гвоздезабивньш устройствам 2, 3, 4, при этом подпружиненные толкатели шагового транспортера 6 захватывают я перемещают торцовые стенки (щитки), находяий1еся в магазине 13 и под магазином 14, шагового тршгспортера 7П-образные рамкй перед магазином 15 и под магазином 15, шагового тржспортерз 8 рамки корпуса ящика перед магазином 16 и под магазяаяом 16, а толкатели сборочных устроГктв U и 12 подают бо1«)вые стетш (щитки), находящиеся под магазинами 14, 15, и дно под магазином 16. В конце хода кареток к гвоздезабивным устройствам 2, 3, 4 на шмаготся датчики и щток |-бойки гвоздезабивных- устройств 2, 34 забивают первые пары гвоздей в передаше части заготовок Е-образной рамют, рамки корпуса ящика, корпуса ящика, иосле чего щжлы по яеремещбшпо кареток транспортеров 6, 7, 8 по забтгааш 10 гвоздей гвоздезабжиых устройств 2, 3, 4 с механизмами , подачи гвоздей 5 повторяются. Корпус ящика, вышед}1шй из-под гвоздезабгаз кого устройсгаа 4. выталюшается на трзиспортер (|.ш чертеже не показан). Выполнение сборочных устройств в виде направляющих с механизмами прИ)Ю1ма в сочетаНШ5 с магазином упрощает конструкцию лдаши и позволяет автоматизировать сборку ящиков, что повышает производительность труда. ПримеHeiffle подпружиненных плшюк в механизмах прижима повыщает точность фиксирования тордов стенок (щитков) при сборке П-образной рамки и рамют корпуса ящика, Крегшеше мехшшзмов боковых стенок (щитков) ycтpaIiяeт применение доголгштельных стоек, т. е. упрощает конструкцию. Формула изобретения Лшщя для изготовленля япдаков, включающая сташщу, гвоздезабивньш устройства, мехаШ-13МЫ подачи гвоздей, ша1Х)вые транспортеры, кантователи и сборочиые устройства, отличающаяся тем что, с целью повыщеНИН пройзвош тельности труда, упрощения констрзкшет и автоматизадии сборки яийка, линия снабжена магазином, а сборочцые устройства вьшолнены в йиде направляющих и расположенных между ними мехшпомов прижима, которые выполнены в виде рамок, закрепленных Н8 магазине и снабженных подпружиненными планками, образующими с направляющими сквозные пазы. Источники информацш, принятые во внимаШ1е при экспертизе 1.Авторское сввдетельстео СССР W 159966, кл;в 27 М 3/34, 1962. 2.Авторское свидетельство СССР № 411992, кн. в 27 М 3/34, 1971.
Л7
Й
ZO Г7
iUJL
,-.-,.„-,,,„,,
3C1
22 S2ZS3
ИГ
Ф1К.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прибивки дна илиКРышКи K КОРпуСу ящиКА | 1977 |
|
SU823125A2 |
| Самоочищающийся сетчатый фильтр | 1975 |
|
SU674762A1 |
| Устройство для набора и подачищиТКА K гВОздЕзАбиВНОМу СТАНКу | 1978 |
|
SU821141A1 |
| Устройство для прибивки дна или крышки к корпусу ящика | 1977 |
|
SU676450A1 |
| Линия изготовления комбинированных балок | 1988 |
|
SU1558676A1 |
| Гвоздезабивной станок | 1977 |
|
SU654407A1 |
| СКЛАДНАЯ ТАРА ДЛЯ УПАКОВКИ ОДНОКОЛЕЙНОГО ТРАНСПОРТНОГО СРЕДСТВА | 1992 |
|
RU2068803C1 |
| ГВОЗДЕЗАВИВНОЙ СТАНОК | 1972 |
|
SU360219A1 |
| Автоматизированная линия для сборки и сварки коробчатых изделий | 1987 |
|
SU1581543A1 |
| УСТРОЙСТВО для СКОЛАЧИВАНИЯ ДВУХПЛАНОЧНЫХ головок ДЕРЕВЯННЫХ ЯЩИКОВ | 1966 |
|
SU187283A1 |