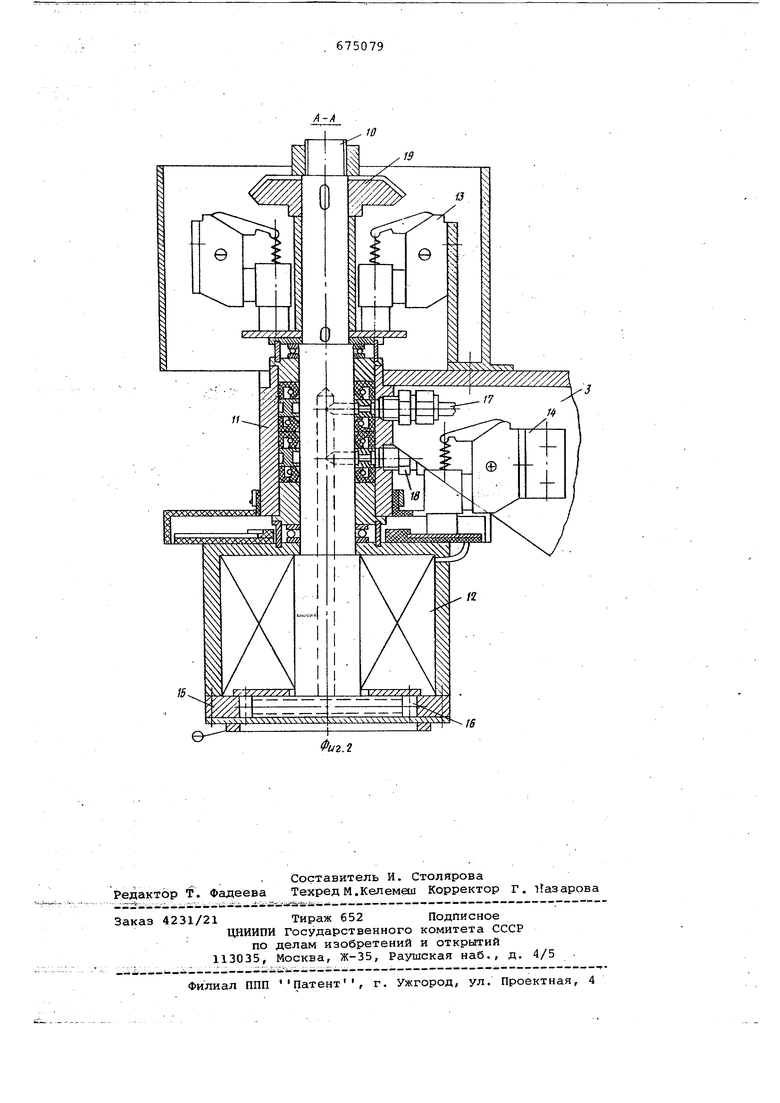
Изобретение относится к машино строению и предназначено для эакайки нагревом в электролите торцовых поверхностей плоских деталей малой толщины, например уплотнит€гльных .колец торцовых уплотнений опорных ков, у которых по условиям работы тр буется закалка одной поверхности. ; Известно устройство для. нагрейа металлических изделий в ванне с&лёк тролитом, в котором в дно ванны с электролитом вставлена открытая с обоих концов или закрытая с нижнего конца втулка, служащая для перемещения через ее полость нагреваемого изделия, проходящегона своем пути через слой электролита 1. Известно устройство для нагрева заготовок в электролите, снабженное барабаном с радиальными отверстиями, куда помещают заготовки, вращающиеся в ванне с электролитом перпендикуляр но к их образующим, а подвод тока к ним осуществляется при помощи контакт ной вилки 2. Известна установка для закалки в электролите деталей, содержамая электролитную ванну, систему цйркуля1р1И электролита, устройство для переноса обрабатываемой детали с позиции заг грузки на позицию обработки и обратно, выполненное в виде колонны с поворотным плечом, и электромагнит для крепления обрабатываемой детали {3.. Такая установка не пригодна для обработки деталей малой толщины, так как поверхность, противоположная нагреваемой, из-за отсутствия условий для интенсивного отвода тепла также нагревается. В результате этого при нагреве стали до температуры выше точки Кюри обрабатываемая деталь не удерживается магнитным патроном. Кроме того. Установка не обеспечивает равномерного нагрева закаливаемой поверхности и ее быстрого охлаждения, что ведет к ухудшению качества обрабатываемой детали. Целью изобретения является повышение качества обработки за счет получения равномерной поверхностной закалки. Это достигается тем, что установка, содержащая электролитную ванну, систему циркуляции электролита, устройство для переноса обрабатываемой детали с позиции загрузки на позицию обработки и обратно и электромагнит для крепления обрабатываемой детсщи, снабжена также приводом для вращения электромагнита на позиции обработки, а электромагнит - полой водоохлаждаемой пластиной, выполненной из материала с высокой теплопро1водност К1. Устройство для переноса обрабаты|раемой детали с позиции загрузки на позицию обработки и обратно может быть выполнено JB виде поворотной колонны с плечом. Нафиг. 1 изображена гфедлагаемая установка,, общий вид; на фиг. 2 дан разрез А-А на фиг. 1. . Установка сострит из бака-станины i с закрёпленнБачи на ней поворЬтной колонно{ 2, н.а плече 3 которой закреп лен электромагнит 4, электролитной ванной 5, приводов б врацения электромагнита и загрузочным устройством Колонна пЬвс ачивдется с помощью цилиндра 8 и зубчатой пары 9, закрепленной на колонке.:; , ч i:v.l;s;:-:yS:iiix,,:5i:i:.,:.; ... Электромагнит состоит из стерясня 10, вмонтированного во втулку 11 плеча Колонны, электромагнитной катушки 12, медно-графитных щеток 13 для подключения отрицательного полюса я адег ток 14 для подключения положительного полюса. На нижнем койце стержня 10 закреплена полая пластина 15, вьптолне ная из материала с высокой теплопроводностью, например из меди. Вода поступает в полость 16 через штуцер 17 и OiTBOflHTCH через штуцер 18, Йа верхний конец стержни найета конйчечзкая шестерня 19, входящая в задепление с шестерней 20 привода враадеййй элЬктро матнита: 9,агрузочное устройство состоит из касреты 21 с деталями,подлежащими об работке, и цилиндра 22. Укрепленная на цйпийдре подставка 23 с прйзмгой в&ставлйет по оси деталь и передвигаВТ ее на позицию загрузки Система циркуля1щи электролита содержит насос 24 и трубопровод 25 с ЗАСЛОНКОЙ 2.6. „., Установка работает следукяоим обpasok. Деталь из к°ассеты 21 падает яа под ставку 23, цилиндр 22 перемещается и передвигает деталь на позиций захват ее электромагнитом 4. Затем цилиндр 8 через зубчатую пару 9 поворачивае колонну 2 р электромагиитбйТйа позицию нагрева и закалки. Яри этом шест ня 19 электромагнита вступает JB зацепление с шестерней 20 привода б вращения электромагнита, таким образом, на протяжении всего процесса обработки (нагрева и закалки) деталь вращается относительно своей оси. Для нагрева обрабатываемой детали включается постоянный ток, и электролит подается в ванну 5 из бака-станины 1 насосом 24-по трубопроводу 25. Для закалки дeтaJ и постоянный ток отключается, открывается заслонка 26 и э ванну подается дополнительно электролит по трубопроводу 25, что позволяет получить интенсивное охлаждение. Из ванны электролит сливается в бакстанину. По окончаний процесса закалки колонна поворачивается на позицию выгрузки, ток в контактном электромагнитном устройстве выключается и |}еталь падает в специальную тару. Предлагаемая установка позволяет повысить качество поверхностной закалки; а также полностью автоматизирбйать процесс. Формула изобретения 1. Установка для закалки в электролите деталей, преимущественно плоских, йаЛой толщины, содержащая электролитную ванну, систему циркуляции электролита, устройство дЛя переноса обрабатываемой {етали с позиции загрузки на позицию обработки и обратно и электромагнит для крепления о абаты- ваемой детали,о т л и ч а ю щ д я -, С я тем, что,с целью повышения Качества обработки, он а сна(№кена приводом для вращения электромагнита на no3ii4 Ши обработки,а электромагнит - полой Водоохлаждаемой пластиной, выполйен ой из материала с высокой теплопро|водноеть. 2,Установка по п. 1, ю т л и чающаяся тем, что устройство для переноса обрабатываемой детали с позиции загрузки на позицию обработки и обратно выполнено в виде поворотной колонны с плечом. Источники информации, принятые во внимание при к экспертизе 1.Авторское свидетельство СССР &3803, кл. С 21 D 1/34, 1947. 2.Авторское свидетельство СССР 133481, кл. С 21D 1/44, 1959. 3.Патеит Японии 35-3205, кл. 10 А 731, i960.
26
0
fuz.l
16
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поверхностной закалки деталей | 1978 |
|
SU765380A1 |
| УСТАНОВКА ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ ОБРАБОТКИ | 2007 |
|
RU2378420C2 |
| Установка для местного нагрева стержней в электролите | 1973 |
|
SU511355A1 |
| УСТРОЙСТВО ДЛЯ ЗАКАЛКИ ДИСКОВЫХ ПИЛ | 1997 |
|
RU2123535C1 |
| СПОСОБ НАГРЕВА ДЕТАЛЕЙ В ЭЛЕКТРОЛИТЕ | 1984 |
|
SU1354715A1 |
| АВТОМАТИЗИРОВАННЫЙ КОМПЛЕКС ЭЛЕКТРОИМПУЛЬСНОГО ПОЛИРОВАНИЯ ДЕТАЛЕЙ | 1993 |
|
RU2049163C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ В ЭЛЕКТРОЛИТНОЙ ПЛАЗМЕ | 1991 |
|
RU2009212C1 |
| Устройство для закалки деталей | 1979 |
|
SU876741A1 |
| Установка для нагрева и закалки торцов деталей в электролите | 1988 |
|
SU1581753A1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО УДАЛЕНИЯ ПОЛИМЕРНЫХ ПОКРЫТИЙ С ПОВЕРХНОСТИ ДЕТАЛИ ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2013 |
|
RU2566139C2 |