(54) УСТРОЙСТВО ДЛЯ ЗАКАЛКИ ДЕТАЛЕЙ
1
Изобретение относится к термооб работке деталей, преимущественно к поверхностной закалке нагревом в электролите торцов деталей, например упорной шайбы опорного катка хо довой части трактора.
Известен полуавтомат для индукционного нагрева и закалки шайбы, содержащий загрузочный бункер механизм перемещения и вращения изделия индуктор и систему охлаждения D3
К недостаткам такого полуавтомата можно отнести заниженную производительность, так как на одной позиции производится нагерв и закалка . деталей, сложность конструкции, связанную с необходимостью вращения детали.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является устройство для закалки детал.ей, содержащее станину, спрейер, нагревательное устройство в виде наружного и внутреннего
корпусов с электролитом между.ними и систему циркуляции 2 J.
Недостатки такой установки .заключаются в том, что для выравнивания температуры нагрева (нагрев был бы только в местах контактирования струи электролита с изделием) предусмотрено вращение изделия, что ведет к усложнению конструкции устройства, наличию привода, магнитного
to патрона и центровки изделия.
Цель изобретения - повышение качества терм.ообработки, производительности и надежности.
Указанная цель достигается тем,
IS что известное устройство содержащее бак-станину, спрейер, нагревательное устройство в виде наружного и внутреннего корпусов с электролитом между ними и систему циркуляции его,
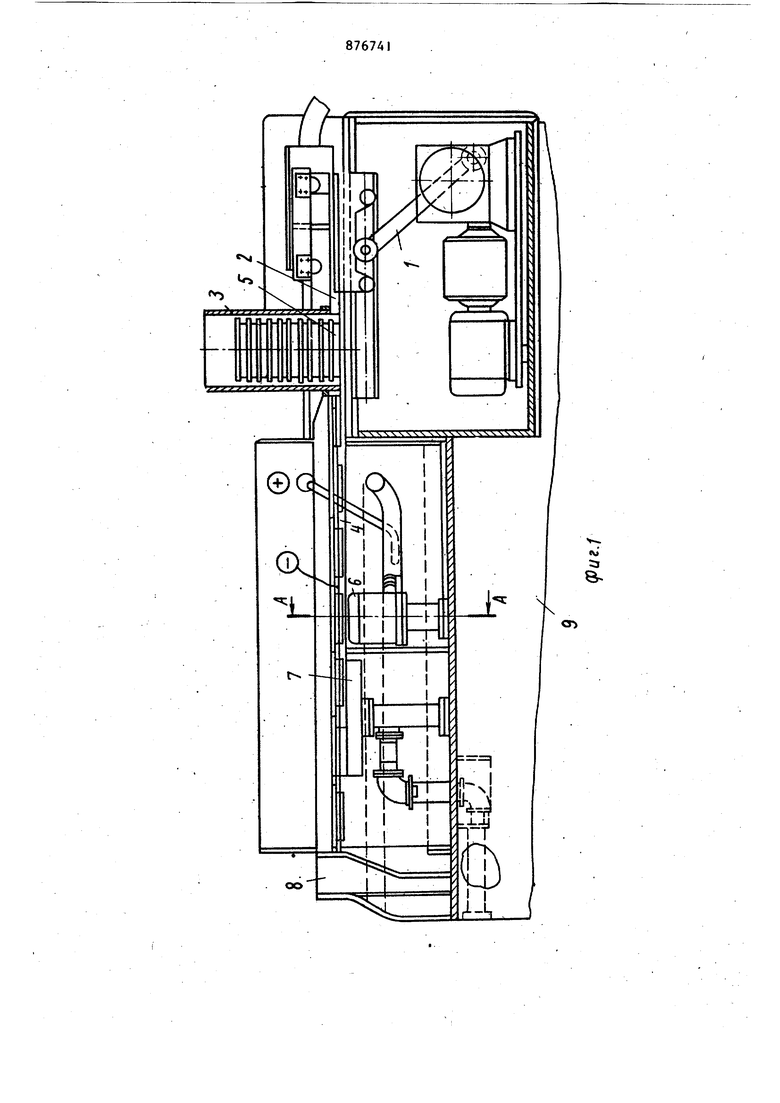
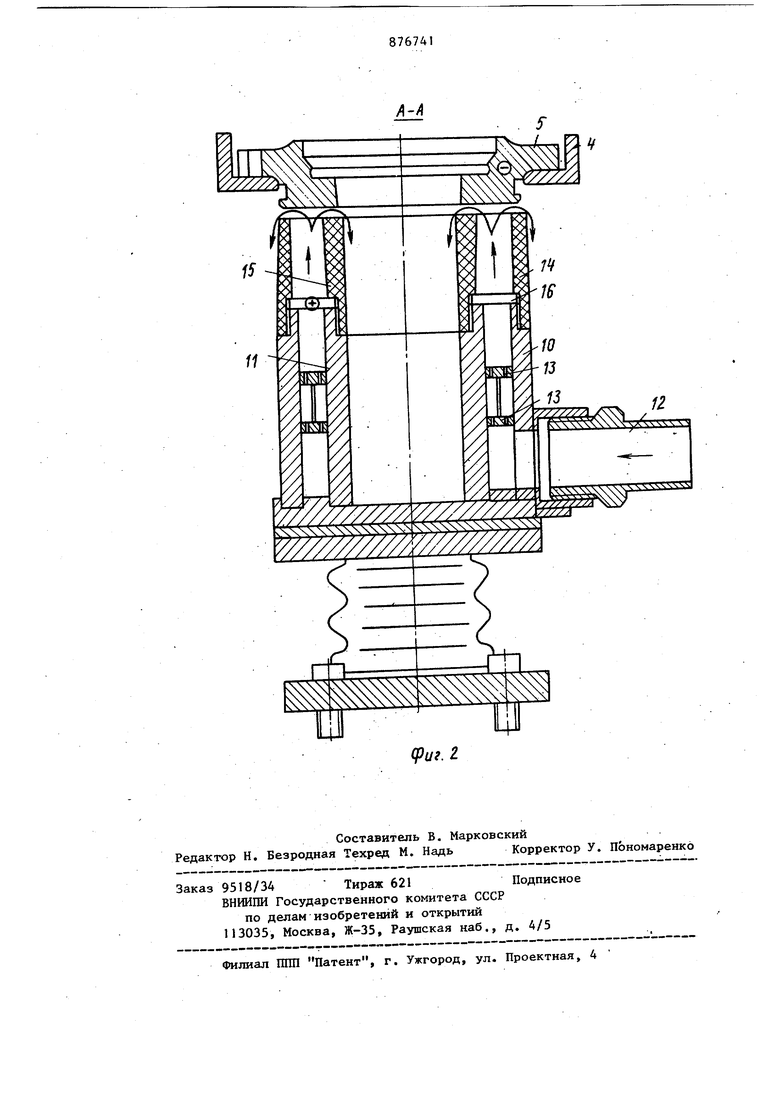
к снабжено расположенными на корпусах соответственно наружными и внутренними насадками и установленными в полости между корпусами -вставками. 38 На фиг. 1 показано устоойство для закалки торцов деталей нагревом в электролитеI общий вид} на фиг. 2 разрез А-А на фиг,1, Устройство для закалки торцов деталей нагревом в электролите состоит из механизма 1 подачи деталей с шибе ром 2 для выталкивания очередной детали из загрузочного устройства 3, на правляющих реек 4, выполненных из меди в виде уголков для обеспечения надежного контакта при нагреве детали и с возможностью свободного перемещения деталей 5 к электролитному нагревательному устройству 6 и к электролитному спрейеру 7. Закаленные детали выбрасываются из устройства по лотку 8, В конструкцию устройства входит также система труб для циркуляции эле тролита и бак 9 для электролита, Нагрев деталей под закалку осуществляется электролитным нагреватель ным устройством, 6, Оно представляет собой конструкцию, состоящую из наружного корпуса 10 и внутреннего корпуса 11, в образуемом зазоре между корпусами движется поток электролита, поступающий через штуцер 12 под давлением. В зазоре между наружным 10 и внутренним 11 корпусами расположены встав ки 13, которые имеют отверстия для прохождения раствора электролита. Про должением конструкциикорпуса являются наружная 14 и внутренняя 15 насадки. Наружная 14 и внутренняя 15 насадки изготовлены из фторопласта и служат для придания струе электролита заданной формы. Вставки 13 служат для успокоения потока электролита. Анод 16 подключен к положительному полюсу источника тока и выполнен с.отверстия ми для ПJ)oxoждeния раствора электролита. Деталь 5 располагается на направляющих рейках 4 над электролит.ным нагревательным устройством 6 с зазорйм и подклочена к отрицательному полюсу источника тока. Закалка детали 5 происходит в элек тролитном спрейере 7 который заземлен что позволяет охлаждать деталь 5 элек тролитом, Ус ройство для закалки торцов деталей нагревом в электролите работает следующим образом. Механизм I подачи перемещает через заданные промежутки времени шибер 2, который выталкивает очередную деталь 5 из загрузочного устройства 3 на направляюпще рейки 4, Направляющие рейки 4 выполнены из меди для обеспечения надежного контакта при нагреве детали и с возможностью свободного перемещения деталей по позициям нагрева и закалки. Таким образом, с каждым ходом шибера 2 детали 5 перемещаются на шаг, равный наибольшему диаметру детали. Далее детали 5 проходит через электролитное нагревательное устройство 6, электролитный спрейер 7 и выбрасываются из автомата по лотку 8, Заданная цикличность работы механизма 1 подачи и шибера 2 осуществляется посредством реле времени и друх конечных выключателей. Электролит в злектролитном нагревательном устройстве, поступая через штуцер 12 под давлением, отверстия во вставках 13 и аноде 16, переливается через край внутренней 15 и наружной 14 насадок струей заданной формы, погружая деталь 5 в электролит. Вытекаемая струя электролита таким образом контактирует с нагреваемым торцом детали 5 и нагревает заданную часть поверхности торц,а детали 5. Струя из нагревательного устройства 6 выходит высотой 1.0-12 мм, а нагреваемая поверхность детали 5 установлена относительно торца сопла электролитного нагревательного устройства 6 с зазором 5 мм. После того, как торец детали 5 нагревается в электролитном нагревательном устройстве, детали 5 поступает в электролитный спрейер 7 для закалки нагретой поверхности. Спрейер 7 заземлен, что позволяет охлаждать деталь 5 электролитом. Использование предлагаемого устройства для .закалки торцов деталей нагревом в злектролите позволяет получать качественную термообработку торца упорных шайб опорного катка трактора. Формула изобретения Устройство для закалки деталей, содержащее бак-станину, спрейер, .нагревательное устройство в виде наружного и внутреннго корпусов с электроитом между ними и систему циркуляции его, отличающееся тем.
5 8767416
что, с целью повышения качества .тер-Источники информации,
мообработки, производительности и на-принятые во внимание при экспертизе
дежности, оно снабжено расположен-1. Полуавтомат для закалки ТВЧ.
ными на корпусах, соответственно на-Информационный листок № 127-70
ружным и внутренними насадками и ус-s Алтайский ЦНТИ.
тановленными в полости мезвду корпу-2. Авторское свидетельство СССР
сами вставками. 675079, кл. С 21 D 1/44, 1979.
Ipui.i
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЗАКАЛКИ ДИСКОВЫХ ПИЛ | 1997 |
|
RU2123535C1 |
| Установка для закалки в электролите деталей | 1977 |
|
SU675079A1 |
| Устройство для поверхностной закалки деталей | 1978 |
|
SU765380A1 |
| Способ обработки внутренней и внешней поверхности изделий, изготовленных аддитивным методом, и устройство, его реализующее | 2019 |
|
RU2699137C1 |
| МЕХАНИЗМ БЕЗОКИСЛИТЕЛЬНОГО ЭЛЕКТРОЛИТНОГО НАГРЕВА ЗАГОТОВОК | 1973 |
|
SU373312A1 |
| УСТРОЙСТВО для ПЕРЕМЕЩЕНИЯ НАГРЕТЫХ ПРОТЯЖНЫХ ИЗДЕЛИЙ | 1972 |
|
SU349736A1 |
| Устройство для нагрева изделий в электролите | 1980 |
|
SU931760A1 |
| Способ струйного электролитно-плазменного полирования металлических изделий сложного профиля и устройство для его реализации | 2016 |
|
RU2640213C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКОГО ПОКРЫТИЯ НА НАРУЖНУЮ ПОВЕРХНОСТЬ ДЕТАЛИ | 2002 |
|
RU2230837C2 |
| Установка для термической обработки металлических изделий | 1986 |
|
SU1425220A1 |