Изобретение относится к области машиностроения и предназначено для закалки нагревом в электролите плоских деталей малой толщины, например уплотнительных колец опорных катков тракторов. Известна установка для нагрева и закалки в электролите, содержащая корпус, ванну, магнитный патрон l Данная установка не пригодна для обработки деталей малой толщины, так как поверхность, противоположная нагреваемой, из-за отсутствия условий для интенсивного отвода тепла также будет нагреваться. В связи с этим при нагреве стали до температуры выше точки Кюри обрабатываемая деталь не удерживается магнитным патроном. Кроме того, данная установ ка не обеспечивает равномерного нагрева закаливаемой поверхности и ее быстрого охлеивдения, что ве-t дет к ухудшению качества обрабатываемой детгши. Известно также устройство, для поверхностной закалки, содержащее ванну и электромагнитный патрон, вьшолненный в виде заключенной в корпусе электромагнитной катушки с расположенным в ней сердечником, имеющим возможность вращения 2. Такое устройство позволяет производить нагрев и закалку только одной поверхности. При нагреве второй противолежащей поверхности ранее закаленная поверхность отпускается, так как водоохлаждаемая пластина недостаточно интенсивно отводит от нее тепло. Данное устройство требует весьма точной центровки кольца. При неточной центровке относительно близко расположенных полюсов электромагнита кольца получают значительное смещение, которое приводит к неравномерному нагреву деталей. К недостаткам данного устройства следует отнести и то, что электромагнитный патрон не переналаживается на разные размеры колец. Катушка патрона близко расположена к зоне нагрева, из-за чего затрудняется отсос паров электролита и снижается надежность работы установки. Целью изобретения является получение качественной поверхностной закалки двух противоположных поверхностей деталей. Это достигается тем, что устройство снабжено расположенной на ванне насадкой и спрейером, укрепленным на корпусе и установленным кон центрйчно сердечнику, причем наконечник сердечника выполнен съемным и размещен под спрейером.
Надежность устройства в работе обеспечивается отнесением электромагнитной катушки на определенное расстояние от зоны нагрева и отсосом паров из этой зоны.
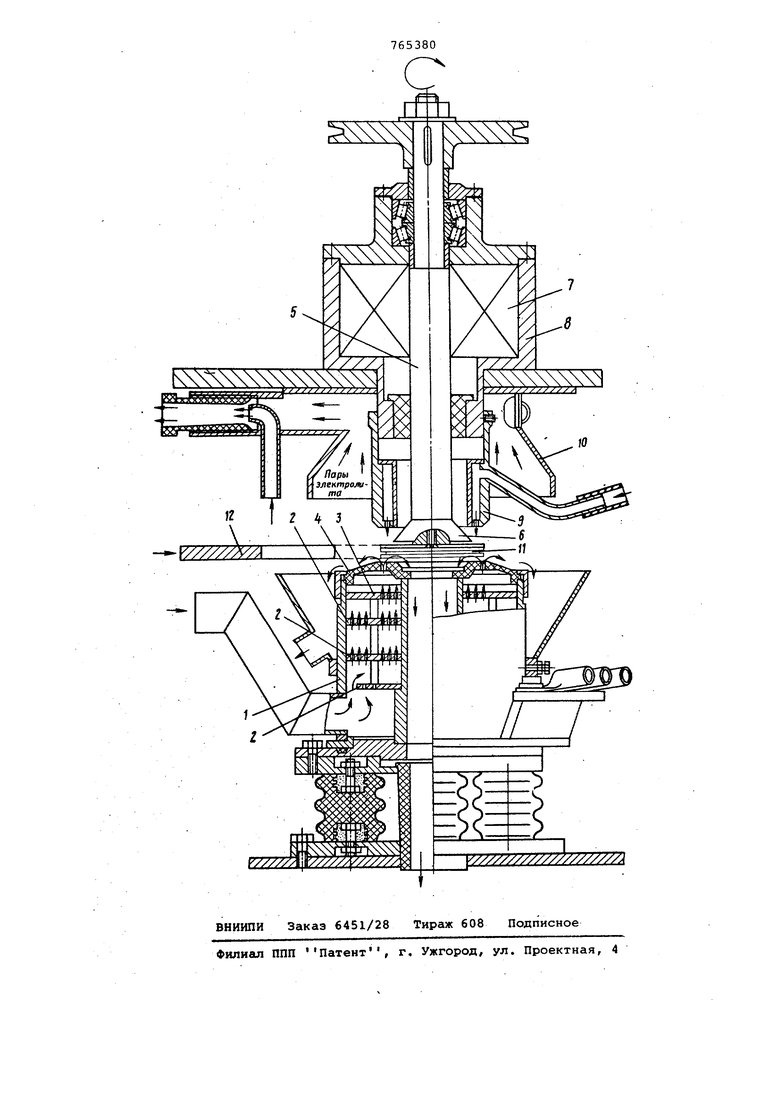
На чертеже изображено устройство, продольный разрез.
Устройство состоит из электролитной ванны 1, имеющей решетки 2 для выравнивания потока электролита, активного анода 3 и насадки 4. Насадка 4 формирует струи электролита, которые контактируются с поверхностью изделия, подлежащей закалке. Переналаживание ванны с одного вида детале на другой требует только смены насадки 4.
Устройство содержит электромагнитный патрон, включающий вращающийся сердечник-вал 5, имеющий на своем конце полюсной сменный наконечник 6 и служащий одним полюсом электромагнита 7. Катушка электромагнита 7 вставлена в неподвижный корпус 8, который является вторым полюсом электромагнита. Влияние последнего на крепление детали ослаблено из-за его отдаленности от полюса 5 сердечника-вала. Спрейер 9, к которому подведен электролит, производит охлаждение закаленной поверхности для предохранения от отпуска и улучшения контакта подводимого тока. Зонд 10 относится к системе для отсоса паров. Изделие 11 подлежащее закалке, призмой 12 подводится к полюсу 5 электромагнита и после завершения цикла обработки (нагрева и закалки) той же призмой сталкивается. Наконечник;, б расположен под спрейером 9.
Работает устройство следующим образом.
Кольца, подлежащие закалке/ вводятся в поле магнитного патрона и
притягиваются к его полюсу 5. При этом кольцо удерживается полюсным наконечником 6, диаметр которого больше внутреннего дис1метра кольца на 3-4 мм. Затем включается привод вращения сердечника электромагнита. Электролит в ванну 1 и спрейер 9 поступает непрерывно под относительно небольшим давлением (1,06 атм ) и при включении технологического тока начинается нагрев кольца. После завершения времени ,необходимого для достижения требуемой температуры, ток выключается и тот же электролит производит закалку нагретой поверхности.
5 После кантовки кольца в JOM же порядке производится нагрев второй его поверхности.
Устройство позволяет повысить качество колец и на его основе автоматизировать процесс их термообработки .
Формула изобретения
Устройство для поверхностной закалки деталей, содержащее ванну и электролитный патрон, выполненный в виде заключенной в .корпусе электромагнитной катушки с расположенным в ней сердечником, имеющим возможность вращения, отличающеес я тем, что, с целью получения качественной поверхностной закалки двух противоположных поверхностей деталей, оно снабжено расположенной на ванне насадкой и спрейером, укрепленным на корпусе и установленным концентрично сердечнику, причем наконечник сердечника выполнен съемным
и размещен под спрейером.
Источники информации, принятые во внимание при экспертизе
1. Патент Японии 35-3205, кл. 10 А 731, опублик. 1960.
2. Авторское свидетельство СССР по заявке 2486976, кл. С 21 О 9/40, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для закалки деталей | 1979 |
|
SU876741A1 |
| Установка для закалки в электролите деталей | 1977 |
|
SU675079A1 |
| Установка для закалки деталей | 1983 |
|
SU1157083A1 |
| УСТРОЙСТВО ДЛЯ ЗАКАЛКИ ДИСКОВЫХ ПИЛ | 1997 |
|
RU2123535C1 |
| Автомат для закалки деталей типа колец | 1979 |
|
SU865933A1 |
| Способ закалки листов | 1986 |
|
SU1470781A1 |
| УСТАНОВКА ДЛЯ ЛОКАЛЬНОЙ ЗАКАЛКИ ОСЕЙ ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ | 2010 |
|
RU2453611C1 |
| УСТРОЙСТВО для ПЕРЕМЕЩЕНИЯ НАГРЕТЫХ ПРОТЯЖНЫХ ИЗДЕЛИЙ | 1972 |
|
SU349736A1 |
| Электромагнитный патрон | 1978 |
|
SU770671A1 |
| Способ термической обработки стальной проволоки и устройство для его осуществления | 1989 |
|
SU1694668A1 |