Изобретение относится к области термической обработки, а именно к устройствам для закалки стальных деталей в электролите, и может быть использовано при закалке зубьев дисковых пил холодной резки и гнутого профильного проката.
Дисковые пилы холодной резки труб и гнутого профильного проката изготавливают из инструментальных сталей. В зависимости от химического состава стали и размеров дисковой пилы необходимо устанавливать оптимальный режим закалки зубчатого венца. Для обеспечения качественной закалки зубьев дисковых пил диаметром 500-900 мм, толщиной 4-7 мм из хромистых сталей, легированных молибденом и ванадием и исключения их термических деформаций (поводок) наиболее приемлемой является электролитно-плазменная закалка с последующим низкотемпературным отпуском.
Известно устройство для нагрева изделий в электролите, содержащее ванну, выполненную из диэлектрика, со штуцерами для подвода электролита и выходным отверстием, и токоподводящий электрод-анод, при этом анод выполнен в виде разомкнутой спирали, диаметр витков которой увеличивается в направлении к выходному отверстию ванны, а ее ось совпадает с осью выходного отверстия [1] .
Недостатки данного устройства состоят в том, что, во-первых, для проведения закалки необходима дополнительная установка охладителя и, во-вторых, устройство не обеспечивает возможность изменять в широких пределах параметры нагрева и охлаждения изделий, что сужает сортамент обрабатываемых изделий и ухудшает их качество.
Известно также устройство для нагрева деталей в электролите, содержащее ванну с крышкой и внутренней перегородкой со сливными отверстиями, анод, экранирующий втулку, катод и упор. При этом втулка имеет возможность вертикального перемещения, а анод выполнен телескопическим. Наружное кольцо анода соединено со втулкой, а внутреннее укреплено на перегородке ванны [2].
Недостатком устройства является невозможность осуществления в нем закалки деталей, а также узкий диапазон изменения параметров нагрева: площадь телескопического анода изменяется вместе с глубиной погружения детали в электролит. Это сужает сортамент нагреваемых деталей и ухудшает их качество.
Наиболее близким по своей конструкции и достигаемым результатам к предлагаемому изобретению является устройство для закалки деталей, в том числе и дисковых пил, содержащее бак-станину, нагреватель в виде сопла с насадкой и анодом, охладитель спрейерного типа, систему циркуляции электролита и механизм перемещения деталей через нагреватель и охладитель (толкательного типа с направляющими рейками), при этом насадки выполнены в виде двух концентрических цилиндров, а в полостях между цилиндрами размещены вставки [3] - прототип.
Недостатки известного устройства в том, что оно не обеспечивает оптимальные режимы нагрева и охлаждения дисковых пил различных профилеразмеров из сталей различного химического состава. Это сужает сортамент закаливаемых дисковых пил и приводит к снижению их стойкости (по числу резов).
Цель предлагаемого изобретения состоит в расширении сортамента обрабатываемых дисковых пил и повышении их стойкости.
Поставленная цель достигается тем, что в известном устройстве для закалки дисковых пил, содержащем станину, нагреватель в виде сопла с насадкой и анодом, охладитель, систему циркуляции электролита и механизм перемещения дисковой пилы через нагреватель и охладитель, механизм перемещения выполнен в виде шпинделя с регулируемым приводом вращения, установленных в станине, а охладитель выполнен в виде сопла с насадкой и анодом и включен в систему циркуляции электролита, при этом аноды нагревателя и охладителя соединены регулируемыми источниками постоянного тока.
Возможен вариант выполнения устройства, по которому анод нагревателя выполнен в виде диафрагмы с возможностью изменения ее активной площади. Также возможен вариант выполнения, по которому устройство дополнительно снабжено лотком для подачи керамической крошки внутрь сопла нагревателя.
Известное и предложенное технические решения имеют следующие общие признаки. Оба они являются устройствами для закалки дисковых пил. Оба содержат станину, нагреватель в виде сопла с насадкой и анодом. Оба устройства имеют охладитель и систему циркуляции электролита. Также оба устройства имеют механизм перемещения дисковой пилы (детали) через нагреватель и охладитель.
Отличия предложенного устройства состоят в том, что механизм перемещения выполнен в виде шпинделя с регулируемым приводом вращения, установленных на станине, тогда как в известном - механизм перемещения толкательного типа имеет шибер. Другое отличие состоит в том, что в предложенном устройстве охладитель выполнен в виде сопла с насадкой и анодом и включен в систему циркуляции электролита, а в известном - в виде спрейера. В предложенном устройстве аноды нагревателя и охладителя соединены с независимыми регулируемыми источниками постоянного тока, тогда как в известном с источником постоянного тока соединен лишь анод нагревателя. И, наконец, в предложенном устройстве анод нагревателя может быть выполнен в виде диафрагмы с возможностью изменения ее активной площади, а также оно может быть дополнительно снабжено лотком для подачи керамической крошки внутрь сопла нагревателя. Этого в известном устройстве нет.
Указанные отличительные признаки проявляют во всей совокупности новые свойства, не присущие им в известных совокупностях признаков и заключающиеся в расширении сортамента обрабатываемых дисковых пил и повышении их стойкости. Это свидетельствует о соответствии предложенного технического решения критерию "существенность отличий".
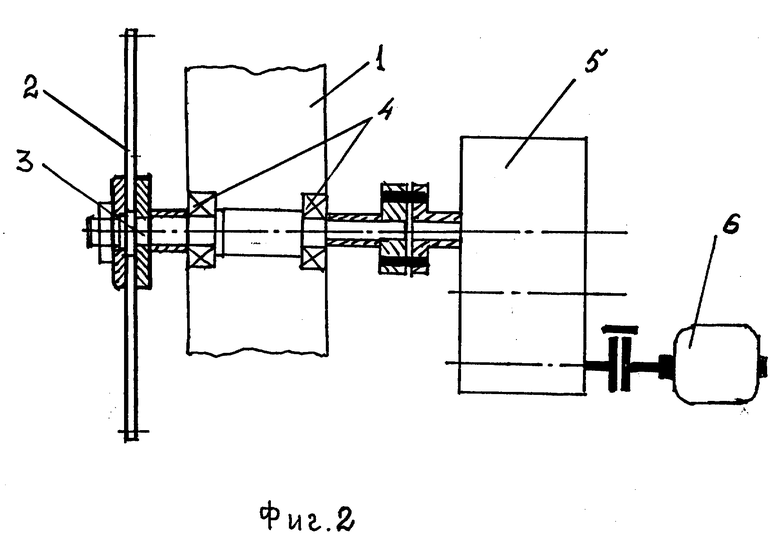
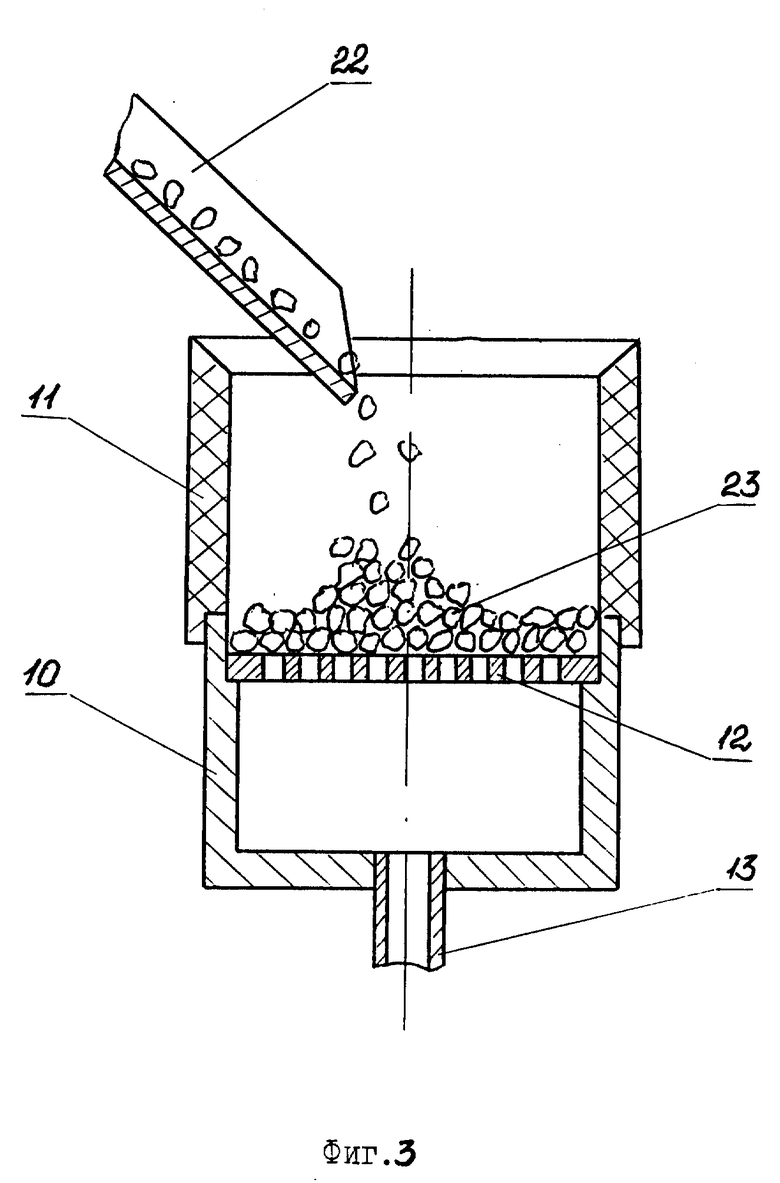
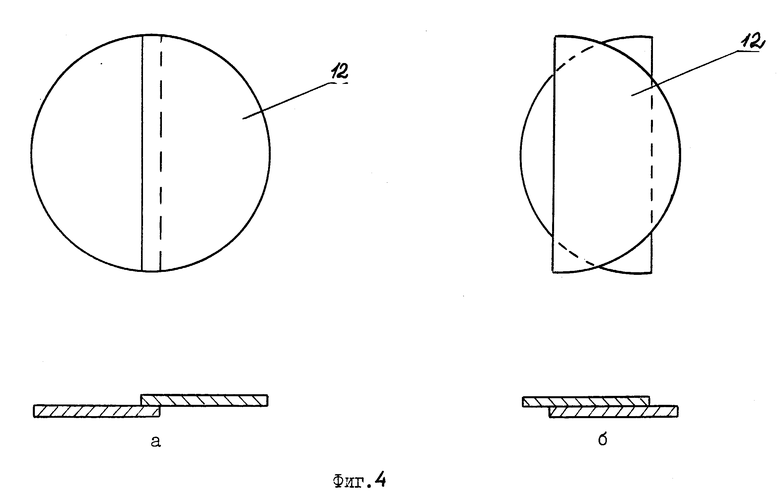
На фиг. 1 приведена схема устройства; на фиг. 2 - схема устройства, вид сбоку; на фиг. 3 - нагреватель (охладитель) в разрезе, вид спереди; на фиг. 4 - вариант конструкции анода нагревателя.
Устройство состоит из станины 1 (фиг. 1), дисковой пилы 2, установленной в механизме перемещения, выполненном в виде шпинделя 3, закрепленного в подшипниковых опорах 4 в станине 1 и соединенного через шестеренчатый редуктор 5 с приводным электродвигателем с регулируемой скоростью вращения 6.
На станине 1 закреплена сливная емкость 7, внутри которой размещены нагреватель 8 и охладитель 9. Нагреватель 8 и охладитель 9 имеют подобную конструкцию.
Нагреватель 8 и охладитель 9 (фиг. 3) состоят из сопла 10 с насадкой 11 из электроизоляционного материала (фторопласта). Внутри сопла 10 размещен анод 12 в виде пластины с отверстиями для протекания электролита, а в нижней части сопла 10 выполнен подводящий патрубок 13.
В дне сливной емкости 7 закреплен патрубок 14, который опущен в бак 15, размещенный под сливной емкостью 7. Бак 15 закреплен на станине и соединен трубопроводом 16 со всасывающим патрубком насоса 17. Нагнетающий патрубок насоса 17 по трубопроводу 18 соединен с напорным баком 19. Напорный бак 19 соединен через переливной трубопровод 20 с баком 15 и через трубопровод 21 с подводящими патрубками 13 нагревателя 8 и охладителя 9.
Анод 12 нагревателя 8 может быть выполнен в виде диафрагмы из двух половин - полукругов, расположенных один над другим (фиг. 4). Устройство также может быть снабжено лотком 22 для подачи керамической крошки внутрь сопла 10 нагревателя 8.
Анод 12 нагревателя 8 соединен с положительным полюсом источника постоянного тока с регулируемым напряжением Uн = 150 - 270 B, а анод 12 охладителя 9 - с положительным полюсом другого источника постоянного тока с регулируемым напряжением Uo = 10 - 60 B. Отрицательные полюса обоих независимых источников постоянного тока соединены со станиной 1 и с дисковой пилой 2, которая является катодом.
Устройство работает следующим образом.
Бак 15 заполняют электролитом, в качестве которого использован 15%-й раствор кальцинированной соды в воде. На шпинделе 3, установленном в станине 1, закрепляют незакаленную дисковую пилу 2 диаметром 600 мм и толщиной 5 мм из стали 90 ХФМ. Затем включают насос 17, который по трубопроводу 16 забирает электролит из бака 15 и по трубопроводу 18 подает его в напорный бак 19. Излишки электролита сливаются из напорного бака 19 по переливному трубопроводу 20 в бак 15. По трубопроводу 21 электролит под постоянным давлением поступает к подводящим патрубкам 13 нагревателя 8 и охладителя 9. Поступающий электролит заполняет сопла 10 нагревателя 8 и охладителя 9, проходит через отверстия в анодах 12, заполняет насадки 11. При этом зубья дисковой пилы 2 погружены в электролит, заполняющий нагреватель 8 и охладитель 9. Излишки электролита переливаются через края насадок 11 нагревателя 8 и охладителя 9 и попадают в сливную емкость 7, из которой через патрубок 14 возвращаются в бак 15. Таким образом, электролит постоянно циркулирует в замкнутом контуре: бак 15 ---> насос 17 ---> напорный бак 19 ---> нагреватель 8 и охладитель 9 ---> сливная емкость 7 ---> бак 15.
Дисковую пилу 2 приводят во вращение от шпинделя 3 с заданной скоростью, при которой каждый из зубьев пилы проходит через нагреватель 8 за время 7 с. К аноду 12 нагревателя 8 и дисковой пиле 2 (катоду) подают постоянный ток с напряжением Uн= 210 B. К аноду 12 охладителя 9 и дисковой пиле 2 (катоду) подают постоянный ток от независимого источника с напряжением Uo=35 B.
При прохождении зубьев дисковой пилы через электролит, вытекающий из насадки 11 нагревателя 8, от действия электрического напряжения Uн возникает и горит стабильная плазменная дуга, за счет тепловыделения которой происходит интенсивный разогрев поверхности зубьев. За время прохождения зубьев в зоне нагревателя 8 среднемассовая температура зубьев возрастает до температуры закалки 850oC, а поверхность зубьев перегрета: ее температура превышает 1100oC. После прохождения нагревателя 8 зубья вращающейся дисковой пилы последовательно поступают в охладитель 9. При прохождении нагретых зубьев через электролит, вытекающий из насадки 11 охладителя 9, за счет протекающего электрического тока (от действия напряжения Uо=35 B) от анода 12 охладителя 9 через электролит к зубьям дисковой пилы 2 на поверхности зубьев возникает парогазовый слой - результат диссоциации электролита. Парогазовый слой препятствует попаданию электролита на перегретую поверхность зубьев, что приводит к замедлению скорости охлаждения зубьев и исключает образование на них термических (закалочных) трещин. Это повышает эксплуатационную стойкость дисковых пил холодной резки.
Изменением напряжения Uo можно изменять толщину парогазового слоя и, следовательно, интенсивность охлаждения нагретых зубьев.
Для изменения режима закалки при переходе на другой типоразмер пил или при использовании дисковых пил из сталей другого химического состава изменяют скорость нагрева, температуру нагрева, градиент температуры и интенсивность охлаждения за счет изменения скорости вращения дисковой пилы, напряжений Uн и Uо.
При необходимости расширения диапазона изменения интенсивности нагрева анод 12 нагревателя 8 может быть выполнен в виде диафрагмы (фиг. 4). В случае взаимного расположения двух полукругов, образующих анод 12, в позиции (а) активная площадь анода, плотность тока в плазменной дуге и интенсивность разогрева зубьев максимальна. После взаимного сдвига половин анода 12 в позицию (б) активная площадь анода 12, плотность тока в плазменной дуге и интенсивность разогрева зубьев минимальна.
Следует отметить, что снижение напряжения Uн может привести к срыву электрической дуги и исчезновению плазмы. Это ограничивает диапазон изменения интенсивности нагрева и температуры нагрева в сторону уменьшения, сужает сортамент закаливаемых дисковых пил. Для исключения этого установлен лоток 22. В лоток 22 подают керамическую крошку 23, которая под действием собственного веса стекает по лотку 22 внутрь сопла 10 нагревателя 8. Слой керамической крошки 23, которая является диэлектриком, уменьшает доступ электролита к аноду 12 и при сохранении напряжения Uн уменьшает интенсивность нагрева зубьев без срыва плазменной дуги.
Технико-экономические преимущества предложенного устройства состоят в том, что выполнение механизма перемещения в виде шпинделя, установленного в станине, с регулируемым приводом вращения, а также охладителя в виде сопла с насадкой и анодом, включение охладителя в систему циркуляции электролита и подключение к независимым регулируемым источникам постоянного тока анодов нагревателя и охладителя позволяет установить оптимальную скорость нагрева, температуру нагрева, время выдержки и скорость охлаждения для различных типоразмеров пил из сталей различного состава. Это расширяет сортамент обрабатываемых дисковых пил и повышает их стойкость.
Дополнительно расширить сортамент и повысить стойкость дисковых пил позволяет выполнение анода нагревателя в виде диафрагмы с возможностью изменения ее активной площади, а также установка лотка для подачи керамической крошки внутрь сопла нагревателя.
За базовый объект принято устройство-прототип. Применение предложенного устройства позволит повысить рентабельность производства дисковых пил холодной резки труб и гнутого профильного проката на 17-20%.
Литература.
1. Авторское свидетельство СССР N 1375659, кл. C 21 D 1/44, 1988.
2. Авторское свидетельство СССР N 968081, кл. C 21 D 1/44, 1982.
3. Авторское свидетельство СССР N 876741, кл. C 21 D 1/64, C 21 D 1/44, 1981.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАКАЛКИ ДИСКОВЫХ ПИЛ | 1997 |
|
RU2119538C1 |
| СПОСОБ УПРОЧНЕНИЯ ПИЛЫ | 1998 |
|
RU2138564C1 |
| Устройство для закалки деталей | 1979 |
|
SU876741A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ЭЛЕКТРОХИМИЧЕСКОГО ГЕНЕРАТОРА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2003 |
|
RU2262778C2 |
| СПОСОБ НАСЕЧКИ РАБОЧИХ ВАЛКОВ ПРОКАТНЫХ СТАНОВ | 1995 |
|
RU2087219C1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССОМ В АЛЮМИНИЕВОМ ЭЛЕКТРОЛИЗЕРЕ | 1997 |
|
RU2113552C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ХРОМИРОВАНИЯ ДЕТАЛЕЙ В ПОЛОМ АНОДЕ | 1995 |
|
RU2080423C1 |
| ДИСКОВАЯ ПИЛА | 1998 |
|
RU2131336C1 |
| Установка для горизонтального внутреннего хромирования | 2023 |
|
RU2811352C1 |
| ЭЛЕКТРИЧЕСКИЙ НАГРЕВАТЕЛЬ ДЛЯ РАЗРУШЕНИЯ АСФАЛЬТОСМОЛИСТЫХ, ГИДРАТНО- ПАРАФИНОВЫХ И ЛЕДЯНЫХ ОТЛОЖЕНИЙ В НЕФТЯНЫХ И ГАЗОВЫХ СКВАЖИНАХ | 1997 |
|
RU2124624C1 |
Изобретение относится к области термической обработки, а именно к устройствам для закалки стальных деталей в электролите, и может быть использовано при закалке зубьев дисковых пил холодной резки труб и гнутого профильного проката. Устройство содержит станину, нагреватель в виде сопла с насадкой и анодом, охладитель, систему циркуляции электролита и механизм перемещения дисковой пилы через нагреватель и охладитель. С целью расширения сортамента обрабатываемых дисковых пил и повышения их стойкости механизм перемещения выполнен в виде шпинделя с регулируемым приводом вращения, а охладитель выполнен в виде сопла с насадкой и анодом и включен в систему циркуляции электролита, при этом аноды нагревателя и охладителя соединены с независимыми регулируемыми источниками постоянного тока. Возможны варианты выполнения устройства, в которых анод нагревателя выполнен в виде диафрагмы с возможностью изменения ее активной площади. Кроме того, устройство может быть дополнительно снабжено лотком для подачи керамической крошки внутрь сопла нагревателя. Технический результат - повышение стойкости дисковых пил. 2 з.п. ф-лы, 4 ил.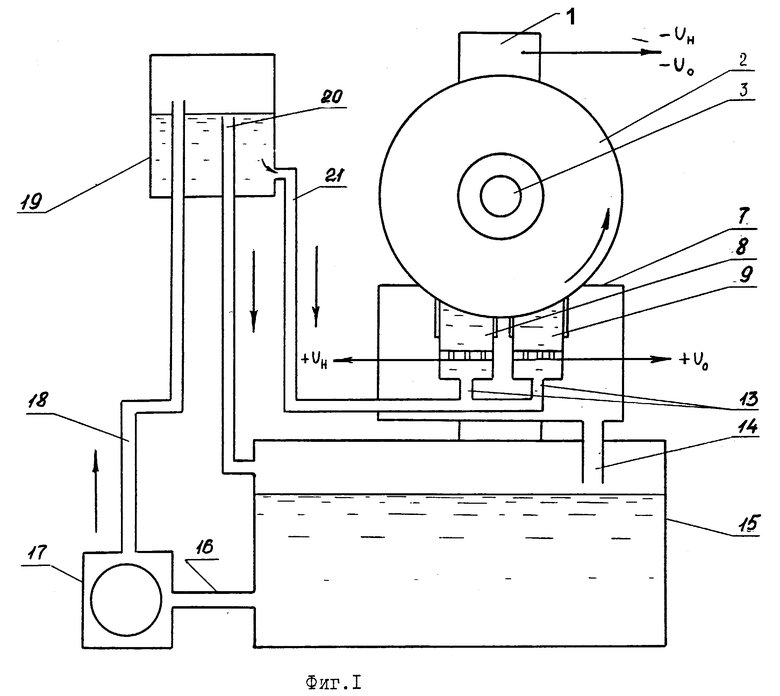
| Устройство для закалки деталей | 1979 |
|
SU876741A1 |
| Установка для термической обработки каждого зуба в отдельности дисковых пил для горячей резки металла | 1949 |
|
SU85557A1 |
| Устройство для нагрева деталей в электролите | 1981 |
|
SU968081A1 |
| Устройство для нагрева изделий в электролите | 1984 |
|
SU1375659A1 |

