(54) ИНСТРУМЕНТ ДЛЯ РАСКАТКИ ЗАГО-ЮВоГ ТИПА КОЛЕЦ
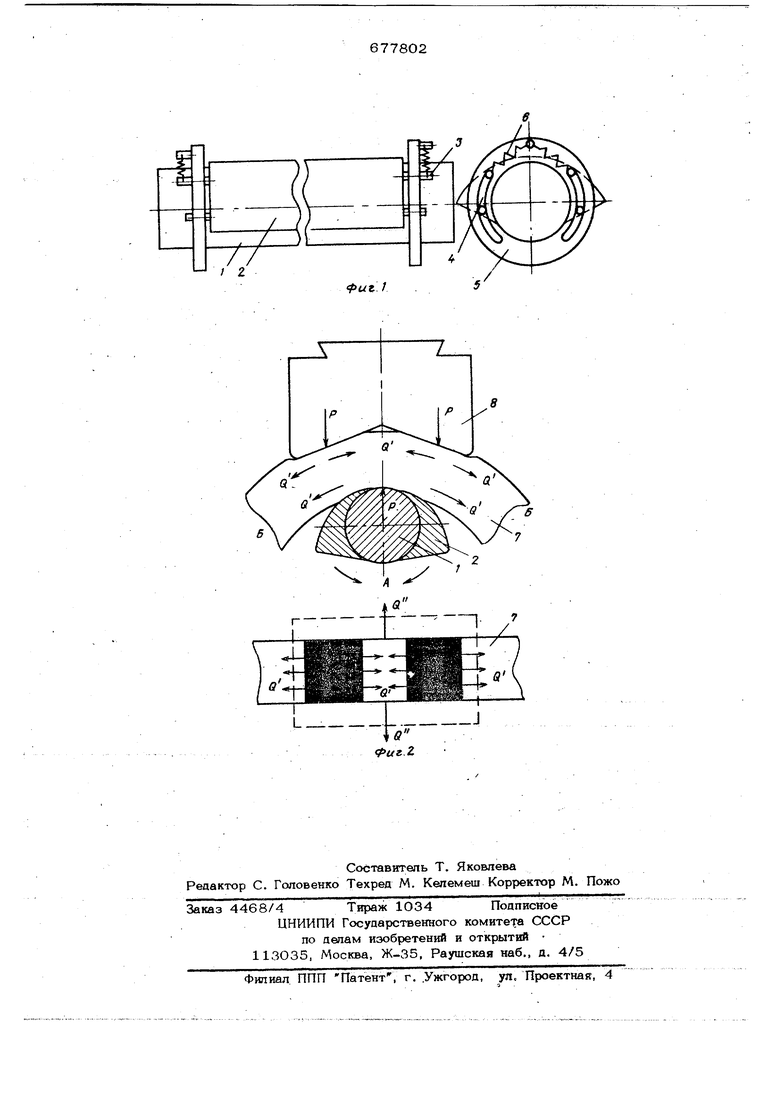
двумя рабочими секторами 2, на бою&ых йожерхйостях которых расположены выступы 3, входящие в направляющие паэь 4. Последние выполнены в кольцах 5, расположенных по торцам рабочих секторов, бначальный момент деформации ра.бочне секторы пружинами 6 подисйт-ы к центру.
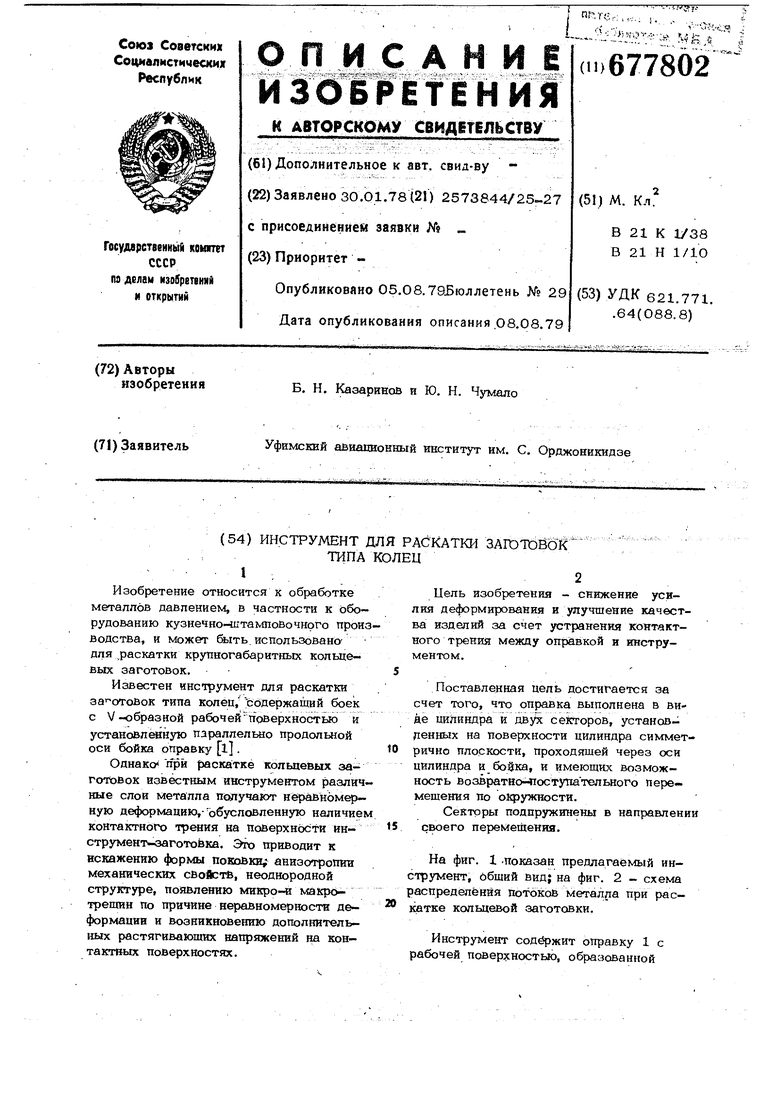
Перед ковкой нагретая заготовка 7 укладывается на рабочую поверхность оправки. При рабочем ходе пресса верхний вырезной боек 8 опускается и производит деформацию заготоВ1Ш. При этом усилие Р пресса через дефор1«пфующий металл передается на рабочие секторы 2, Которые вместе с металлом пере мешаются от центра к периферии (на чер стрелки А). .
При рабочем ходе пресса будет происходить деформация заготовки, при этом металл будет вытесняться по направлению Q . Пропесс раскатки осуществляется в условиях подпора внешних недеформируемых зон Б. Следствием этого является Появление потоков Q металла, перпендикулярных меньшей стороне юэнтактной поверхности. Однако потоки Q ло кализрваны в приконтактных объемах очага деформации и могут вызвать дополHWWftbHbie растягивающие напряжения, действующие вдоль оси оправки по середине толшины заготовки. При больших степенях обжатия эти дополнительные растягивающие напряжения достигают значительной величины. Они могут вызBfliTb появление в заготовке микро- и макротрешнн. Особенно часто такие трещины появляются при раскатке колщевых заготовок из сплавов, чувствительных к неравномерности деформации. Для исключения влияния внешних недеформируемых зон Б и устранения контактного трения на поверхности инструмент-заготовка рабочие секторы при деформаций заготовки перемываются вместе с деформируемым металлом. За счет этого полностью отсутствуют потоки Q вытеснения, не
Возникают дополнительные растягиваюпгае напряжения. Силы контактного трения при эТом можно исключить и даже сделать активными.
В результате раскатки кольцевых заготовок предлагаемым инструментом значительно уменьшается потребное усилце деформирования (в 1,5-2,0 раза). При этом распределение деформаций по объему в поковках приближается к равномер
ному, а степень бочкообразностя и вероятность образования трещин по причине неравномерности деформации уменьшается примерно на 8%. Все это приводит к улучшению качества выпускаемой продукции.
Ф
ормула изобретения
1.Инструмент для раскатки заготовок типа колец, срдержаший боек с V образной рабочей поверхностью и установленную параллельно продолыюй оси бойка оПравку, отличающийся тем, что, с целью снижения усилия деформирования и улучшения качества поковок, оправка выполнена в виде цилиндра и двух секторов, установленных на поверхности цилиндра симметрично плоскости, проходящей через оси цилиндра и бойка,
и имеющих Возможность Возвратно-поступательного перемещения по окружности,
2.Инструмент по п. 1, о т л и ч а Ющ я и с я тем, что секторы подпружинены в направлении своего перемещения.
Источники информации, принятые в6 внимание при экспертизе
1. Авторское свидетепьс-йао СССР N9 432962, кп.В 21 к 1/38. 1974.
/
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ раскатки колец и оправка для его осуществления | 1977 |
|
SU685407A1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННЕЙ ДОРОЖКИ НАРУЖНОГО КОЛЬЦА ШАРИКОПОДШИПНИКА | 2011 |
|
RU2483858C1 |
| УСТРОЙСТВО СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННЕЙ ДОРОЖКИ НАРУЖНОГО КОЛЬЦА ШАРИКОПОДШИПНИКА | 2011 |
|
RU2483857C1 |
| РАСКАТКА ДЛЯ ДОРОЖКИ КАЧЕНИЯ КОЛЬЦА УПОРНОГО ШАРИКОПОДШИПНИКА | 2013 |
|
RU2541220C2 |
| СПОСОБ ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ДОРОЖКИ КАЧЕНИЯ КОЛЬЦА УПОРНОГО ШАРИКОПОДШИПНИКА | 2012 |
|
RU2522996C2 |
| ИНСТРУМЕНТ ДЛЯ РАСКАТКИ КОЛЬЦЕВЫХ ЗАГОТОВОК | 1994 |
|
RU2071861C1 |
| СПОСОБ УПРОЧНЕНИЯ ЗАГОТОВОК, ПРЕИМУЩЕСТВЕННО КОЛЬЦЕВЫХ, ИЗ ХРОМОМАРГАНЦЕВЫХ СТАЛЕЙ | 2012 |
|
RU2542957C2 |
| Пресс для раскатки обечаек | 1988 |
|
SU1620201A1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ЗАГОТОВКИ | 2006 |
|
RU2309809C1 |