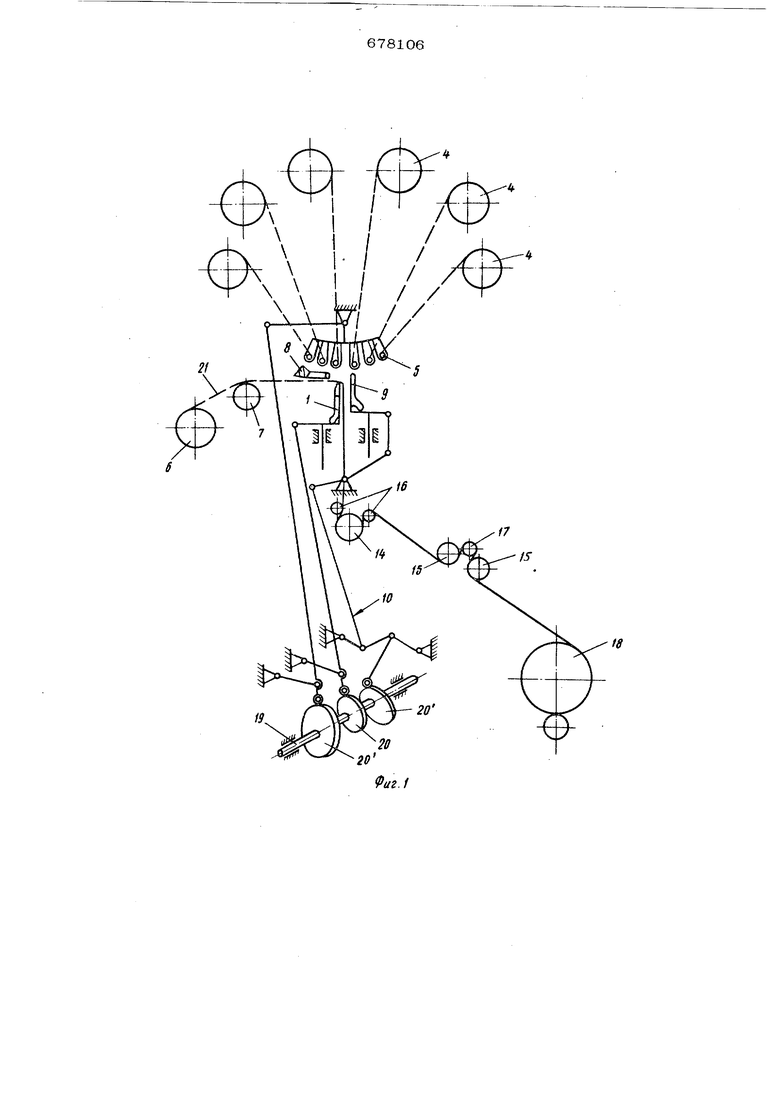
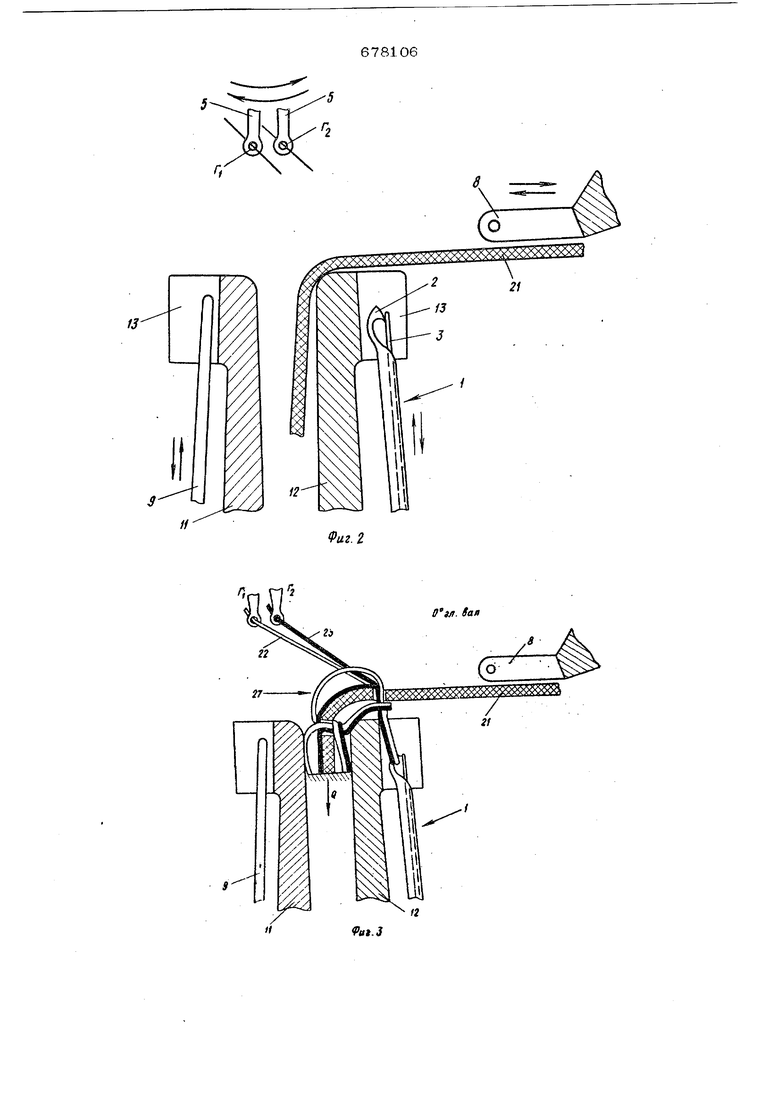
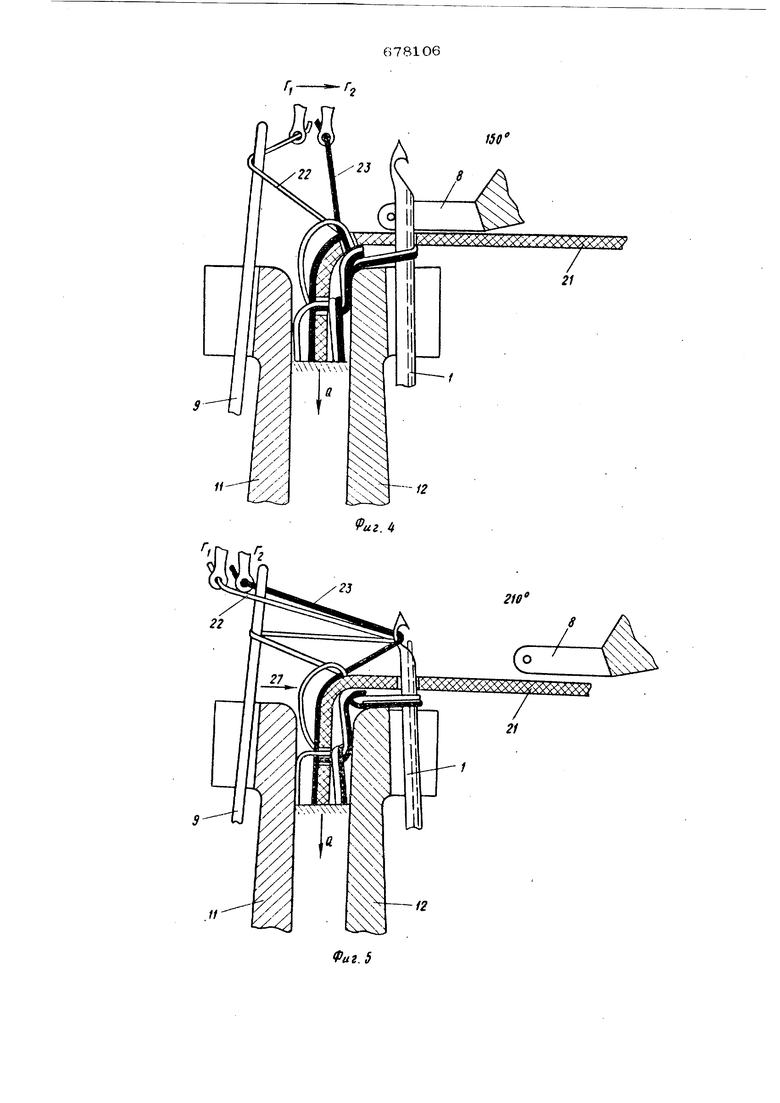
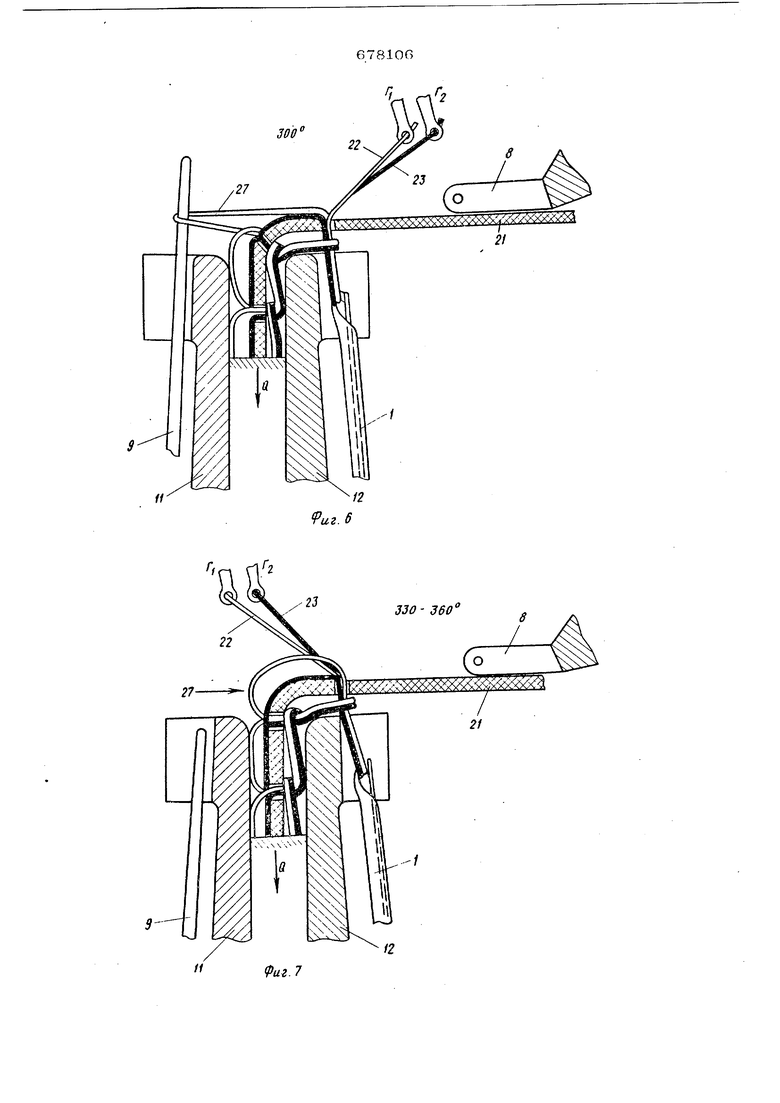
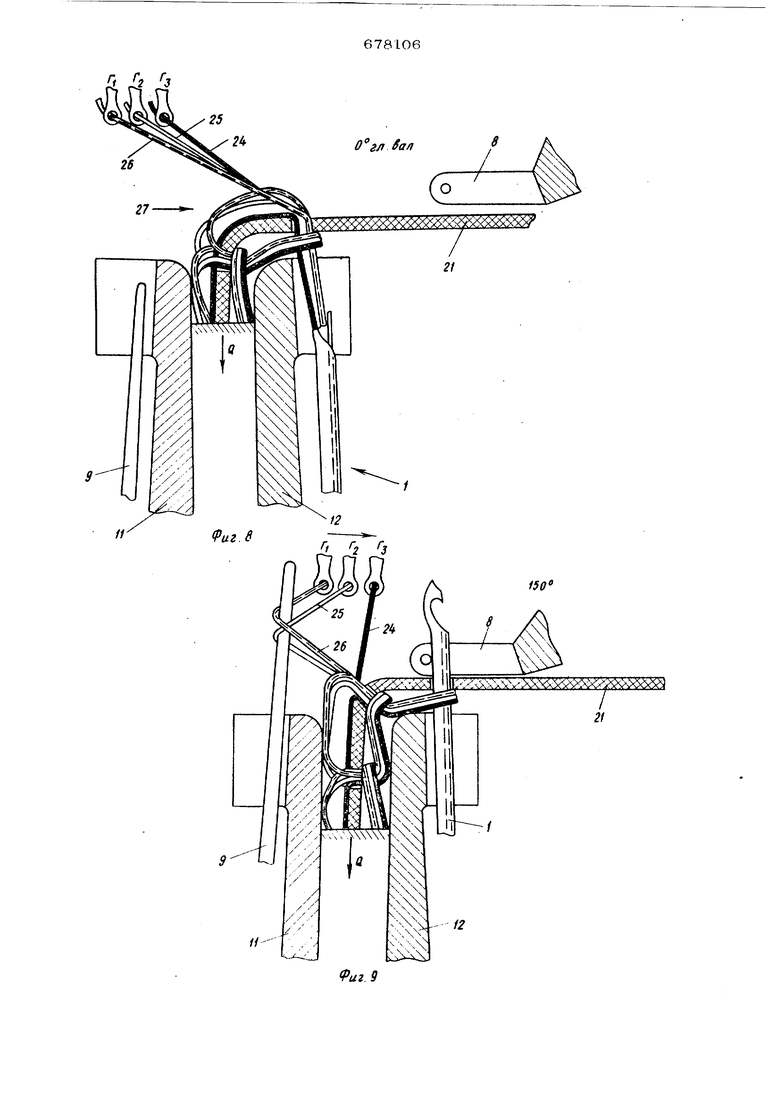
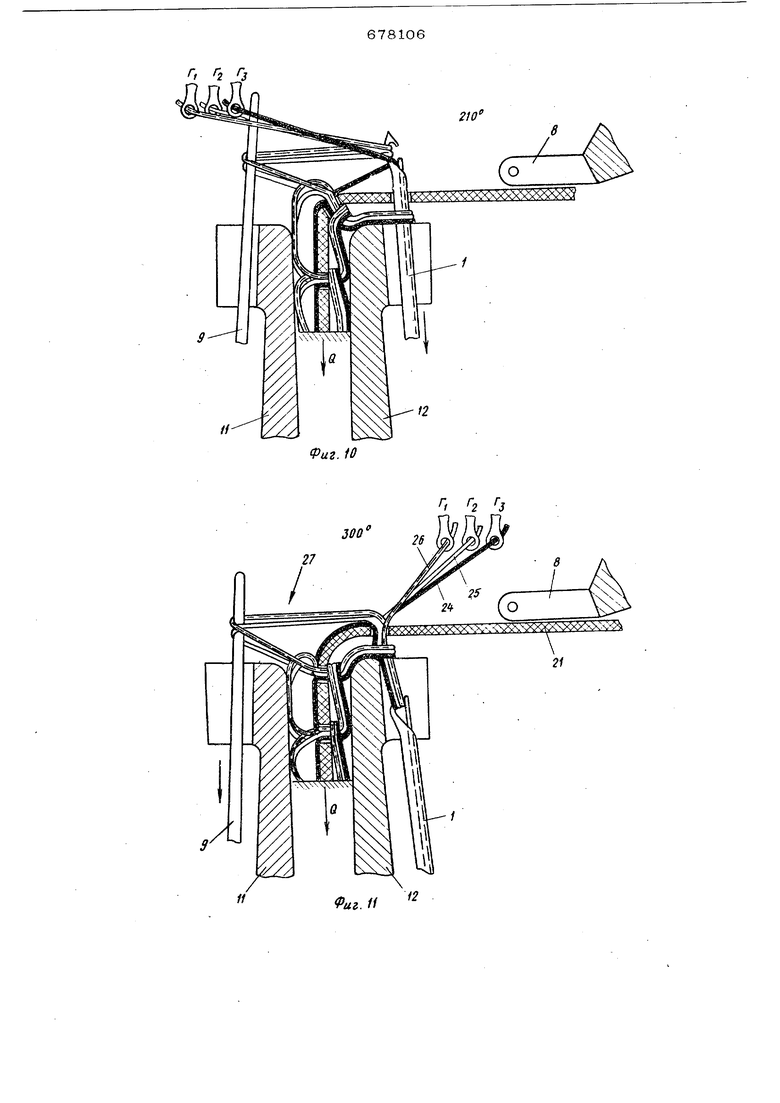
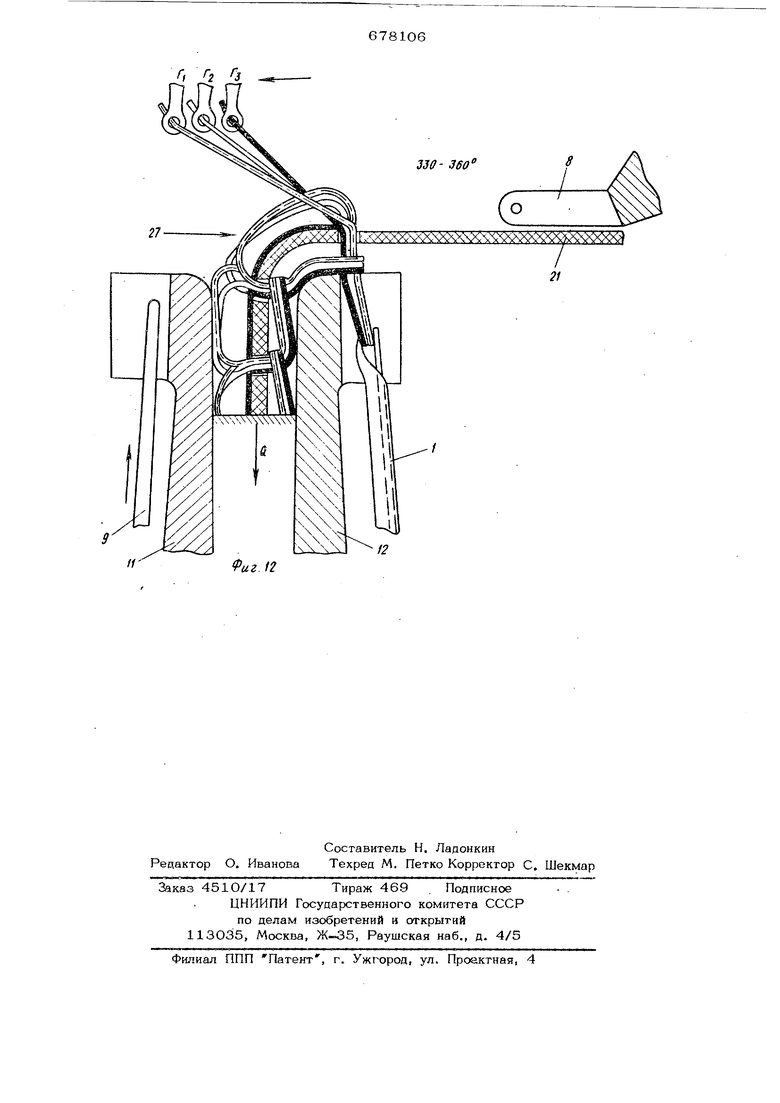
ТО же время, другие нити основ будут образовывать только основовязаные пет ли без ворсовых элементов. Целью изобретения является расшире ние ассортимента ворсовых материалов, вырабатываемых на предлагаемой машине, и повышениеИХ качества. Это дости гается путем более прочного закреплени ворсовой нити в каркасном слое, получения материала с удлиненныК1И ворсовы ми петлями, получения возможности выработки рисунчатого материала из нитей нескольких (двух и более) основ. Поставленная задача достигается тем что вязально-прошивная машина для вы- работки одностороннего ворсового материала с каркасным слоем, содержащая заостренные движковые иглы, корпуса и движки которых кинематически связаны с механизмами для осуществления их воз- вратно-поступательного перемещения, ме низм подачи основных нитей, включающи подвижные гребенки для прокладывания основных нитей на движковые иглы, механизм подачи каркасного слоя, включающий удерживающие платины, и ворсообразующие штифты, имеет две установленные с регулируемой величиной зазора одна относительно другой неподвижные отбойные плиты, а движковые иглы и ворсообразующие штифты расположены друг против друга с внешних сторон отбойных плит, при этом ворсообразующие штифты установлены с возможность продольного возвратно-поступательного перемещения относительно соответствую щей им отбойной плиты. Кроме того, для продольного перемещения штифтов машина снабжена шарнирно-рычажным механизмом. Изобретение поясняется чертежами, где на фиг. 1 изображена кинематическая схема (неполная) машины; на фиг. 2 - расположение рабочих органов; на фиг. 3-7 - циклы процесса формирования ворсового материала при работе с двумя ушковыми гребенками; на фиг. 8-12 - то же, но при работе с тремя ушковыыи гребенками, две из которых образуют ворсовые петли. Машина содержит заостренные движковые иглы 1, корпусы 2 и движки 3 которых связаны с механизмами для осуществления ихвозвратно-поступатель ного перемеще гия. Механизм подачи основных нитей включает шесть навоев 4, соответствующим образом наснованных и нити в соответствии с заправ КОЙ по рисунку пробраны в подвижные ушковые гребенки 5. Механизм подачи каркасного слоя содержит товарный вал 6, напраатяюгций вал 7 и приводные известным образом удерживающие платины 8. Ворсообразующие штифты 9 установлены с возможностью возвратно-поступательного перемещения от шарнирно-рычажного механизма 10. Машина имеет две установленные с зазором для прохода материала одна относительно другой отбойнь1е плиты 11, 12, которые могут быть гладкими, а могут иметь зубья 13. Движковые иглы 1 и ворсообразующие штифты распачожены друг- против друга с внешних сторон отбойных плит 11, 12. Таким образом, как следует из чертежей, расположение отбойных плит, игл и штифтов соответствует обычному распачожению рабочих органов рашель-машины. Вырабатываемый материал 13 оттягивается системой оттяжных валов 14, 15 с прижимными валами 16, 17. и наматывается на товароприемный вал 18. Позицией 19 обозначен главный вал машины, на котором смонтирован кулак 2О, от которого через систему рычагов движение передается движковым иглам 1. От эксцентриков 20 таким же образом движение передается ушковым гребенкам 5, а от эксцентрика 2о движение передается через шарнирно-рычажный механизм 10 ворсо- образующим штифтам 9. Механизм привода удерживающих пла- тин 8 не показан на чертеже и не отличается от известных. Материал состоит из каркасного слоя 21, который провязывается нитями 22, 23 (фиг. 3-7) или нитями 24, 25, 26 (фиг, 8-12). Ушковые гребенки соответственно обозначены П| , Г, Tj, Процесс разбит на циклы, приблизительно соответствующие следующим углам поворота главного вала машины: 0°, 150°, 210°, 300°, 330°-360°. Ворсовые петли обозначены позицией 27. Процесс производства и работа машины происходят следующим образом. При вращении главного вала 19 приводятся в движение по соответствующим траекториям движковые иглы 1, ворсообразующие штифты 9, удерживающие .платины 8, ушковые гребенки 5, системы оттяжных валов. Процесс производства по циклам рассматривается на фиг. 3-7, так как про- цесс на фиг, 8-12 отличается только наличием третьей ушковой г)ебенки, Гребенки Г и Г. располагаются перед штифтами 9, иглы 1 и штифты 9 находят ся в крайнем нижнем положении, удерживающйе платины 8 вьшедены из зоны перемещения игл 1 (фиг. 3). Затем гребенка Гл делает продольный бдвиг и прокачивается вместе с гребенкой Fjj в сторону игл 1, прокладывая тем самым ворсовую HHtb 22 на штифт 9. Иглы 1 проходят через каркасный слой 21 и достигают своего верхнего положения. При .этом удерживающие платины 8 после продола иглами каркасного слоя 21 (фиг. 4 выходят из рабочей зоны игл 1 (фиг. 5). Проложив ворсовую (плюшевую) нить 22 на штифт 9, гребенки Г и Г прокладывают грунтовую 23 и ворсовую 22 нити на иглы 1 (фиг. 5), после чего иглы 1 опускаются, протягивая новые петли сквозь каркасный слой 21 и старые петли (фиг. 6). Далее штифты 9 начинают опускаться (фиг, 7), После сброса петель с игл 1 происходит сброс ворсовых петель 27 со штифтов 9. Гребенки Г и Г выходят в исходное положение перед штифтами 9 и происходит оттяжка материала по стрелке Q и очередная подача каркасного слоя 21. Изменяя кладку и проборку ворсовых и грунтовых нитей, а также вид, цвет и линейную плотность сырья, вид, цвет и толщину каркасного слоя, и, комбинируя ворсовые участки с гладкими, можно получать широкий ассортимент высококачественных материалов. Машина позволяет вырабатывать ворсовые полотна на базе -практически лк)- бых главных и производных основовязаны переплетений, чего нельзя достичь на из- .вестных машинах. Раздвигая отбойные плиты и соответ- ственно штифты, можно получать ворсовы б6 петли значительной длины. За счет методов платировки можно менять местоположение различных нитей и выводить на внешнюю сторону материала нить заданного цвета. Формула изобретения 1. Вязально-прошивная машина для выработки одностороннего ворсового материала с каркасным слоем, содержащая заостренные движковые иглы, корпус и движки которых кинематически связаны с механизмами для осуществления их возвратно-поступательного перемещения, механизм подачи основных нитей, включающий подвижные гребенки для прокладывания основных нитей на движковые иглы, механизм подачи каркасного слоя, включающий удерживающие платины, и ворсообразующие штифты, отличающаяся тем, что, с целью расширения ассортимента вырабатываемых на ней ворсовых материалов и повышения качества последних,, она имеет две установленные с регулируемой величиной зазора одна относительно другой неподвижные отбойные плиты, а движковые иглы и ворсообразующие штифты расположены друг против друга с внешних сторон отбойных плит, при этом ворсообразующие штифты установлены с возможностью продольного возвратно-поступательного перемещения относительно соответствующей им отбойной плиты, 2. Машина по п. 1., отличающаяся тем, что для продольного перемещения штифтов, она снабжена шарнирно-рычажным механизмом. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 207319, кл, Б04 В 23/1О, 1964.
Фиг. 2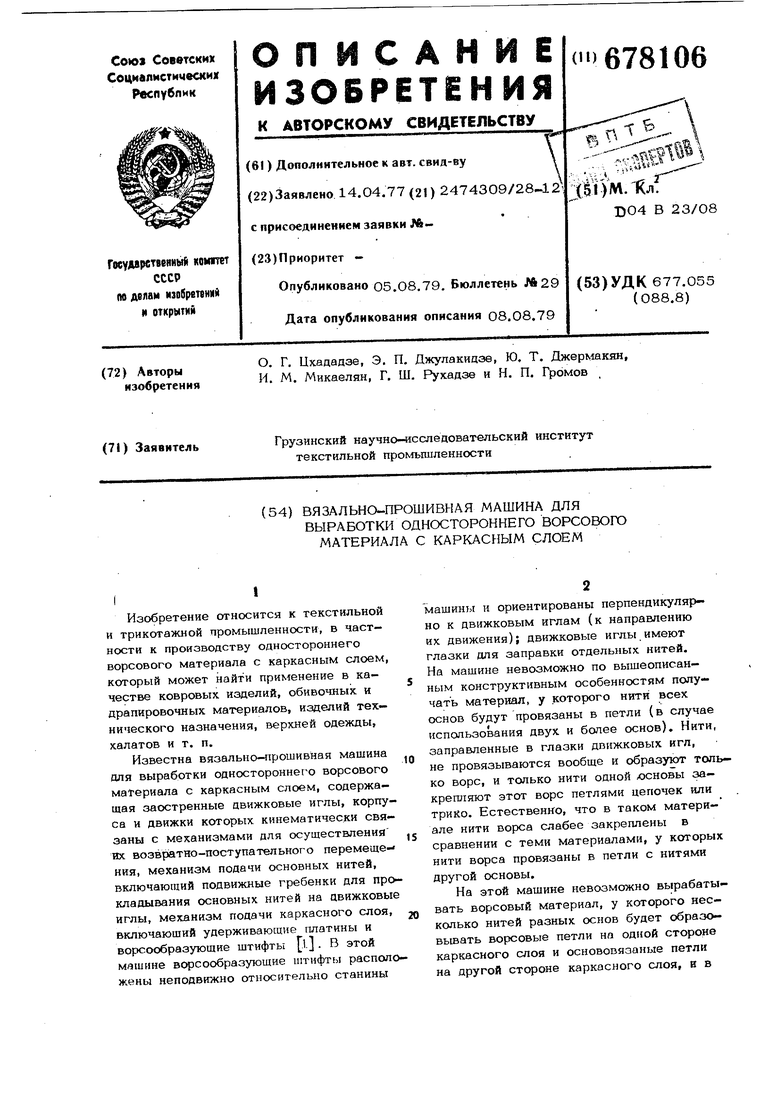
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм вязания основовязальной машины для выработки ворсового материала | 1981 |
|
SU958544A1 |
| Способ изготовления ворсового вязально-прошивного материала и вязально-прошивная машина для его осуществления | 1979 |
|
SU870522A1 |
| ВЯЗАЛЬНО-ПРОШИВНАЯ МАШИНА | 1969 |
|
SU236700A1 |
| Двухлицевой основовязаный ворсовый трикотаж | 1983 |
|
SU1124054A1 |
| Текстильный ворсовый материал | 1977 |
|
SU672248A1 |
| Ворсовый одинарный основовязаный трикотаж и вязальная машина для его изготовления | 1974 |
|
SU652242A1 |
| Вязально-прошивная машина | 1978 |
|
SU715665A1 |
| Способ изготовления ворсового материала и движковая игла для осуществления способа | 1977 |
|
SU652243A1 |
| Нетканый холстопрошивной материал и узел вязания вязально-прошивной машины для его изготовления | 1989 |
|
SU1744153A1 |
| Способ изготовления вязально-прошивных ворсовых изделий,ворс которых представляет собой непряденый волокнистый материал и машина для его осуществления | 1982 |
|
SU1440984A1 |
12
fat.i
ISO
8
/
)
21
- -12
210
8
V
(°Z
(((х
21
12
330- 360
(о
21 -5 L2 i В ч.
2iO
8
ь
(2
|lp 5 yS V; XxXXXXS $ 99s
/2
Фиг. ff Г, Гг Гз Риг. 12 330- 360 ( Axxxx xv sxxx v ;xx s sx
