(54) СПОСОБ ИЗГОТОВЛЕНИЯ ВОРСОВОГО МАТЕРИАЛА
И ДВИЖКОВАЯ ИГЛА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА
| название | год | авторы | номер документа |
|---|---|---|---|
| Узел вязания к вязально-прошивной машине | 1983 |
|
SU1270187A1 |
| Вязально-прошивная машина для выработки одностороннего ворсового материала с каркасным слоем | 1977 |
|
SU678106A1 |
| Вязально-прошивная машина | 1978 |
|
SU1249084A1 |
| Вязально-прошивная машина | 1978 |
|
SU715665A1 |
| Нетканый холстопрошивной материал и узел вязания вязально-прошивной машины для его изготовления | 1989 |
|
SU1744153A1 |
| Нетканый вязально-прошивной материал и узел вязания к вязально-прошивной машине для его изготовления | 1989 |
|
SU1680835A1 |
| Способ изготовления ворсового материала и вязально-прошивная машина для его осуществления | 1983 |
|
SU1133318A1 |
| Узел вязания к вязально-прошивной машине | 1978 |
|
SU732420A1 |
| Способ изготовления ворсового трикотажа и основовязальная машина для осуществления способа | 1979 |
|
SU1291629A1 |
| Механизм вязания основовязальной машины для выработки ворсового материала | 1981 |
|
SU958544A1 |
Изобретение относится к текстильной промышленности, в частности к производству ворсовых материалов на вязально-прошивных машинах с движковыми иглами.
Известен способ изготовления ворсового материала, заключаюшийся в том, что грунтовый слой прошивают рядами прошивных и ворсовых петель, которые формируют из двух систем нитей при помощи движковых игл на вязально-прошивной машине.
Известна и движковая игла дЛя осуш,ествления этого способа, содержашая стержень, с продольным пазом и заостренным крючком на рабочем конце и движок 1.
Однако этот способ не обеспечивает высокого качества материала.
С целью повышения качества материала по предлагаемому способу ворсовые петли формируют путем прокладывания каждой из систем нитей попеременно на стержни и движки соответствующих игл.
Рабочий конец предлагаемой иглы выполнен в виде заостренного крючка, направление загиба которого противоположно направлению загиба крючка стержня иглы.
Крючок стержня иглы имеет продольный паз для прохода движка, соосный продольному пазу стержня.
РСЬ продольного паза стержня смещена по отношению, к боковой грани его крючка на величину, соответствующую щирине движка.
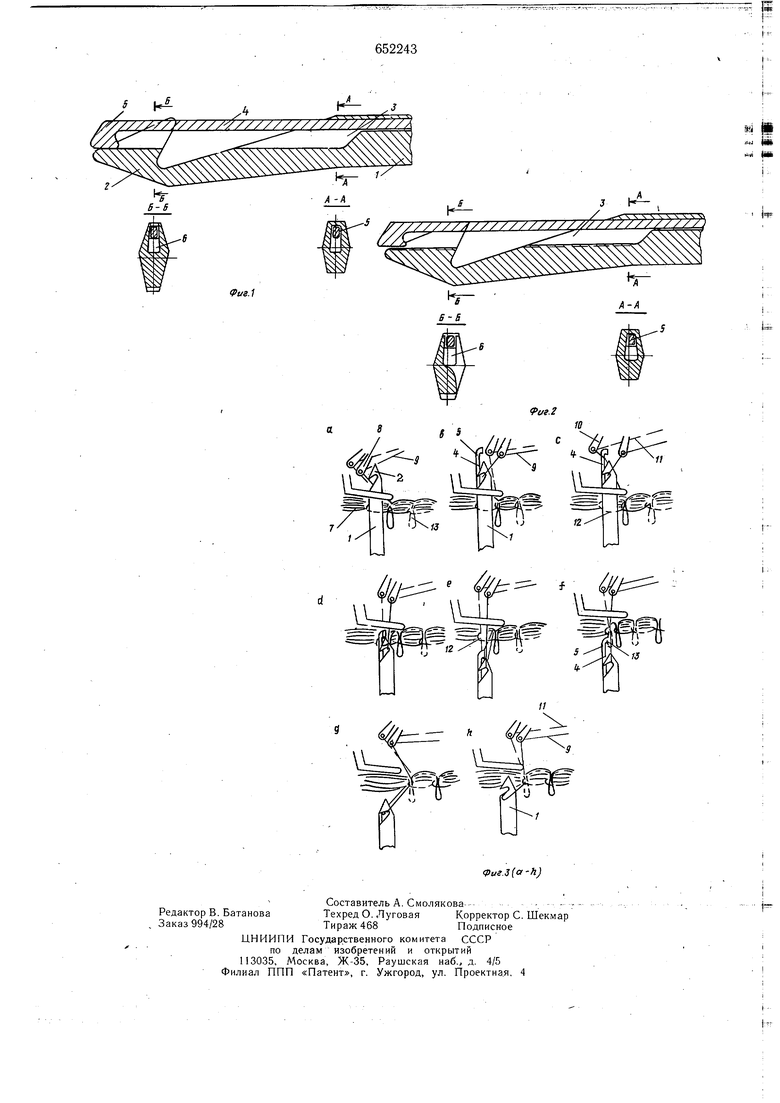
На фиг. 1 и 2 схематически представлена описываемая игла конструктивные варианты; на фиг. 3(а-h) - различные фазы процесса формир-ования ворсового материала.
Движковая игла состоит из стержня 1 с заостренным крючком 2 на рабочем конце и с продольным пазом 3, в котором помещен движок 4, также снабженный на рабочем конце крючком 5, загнутым в сто5рону, противоположную загибу крючка 2 стержня 1. При этом в крючке 2 стержня 1 иглы может быть предусмотрен паз 6, соосный с продольным пазом 3 стержня и предназначенный для прохода крючка 5 движ0ка (фиг. 1). По другому варианту, представленному на фиг. 2, ось продольного паза 3 смещена по отношению к боковой грани крючка 2.
Процесс формирования ворсового материала посрелством движковой иглы и работа последней поясняются схемами на фиг. 3(а-h). При проколе грунтового полотна 7 движковой иглой 1 движок 4 удерживается в крайнем положении посредством гребенки движковых игл (на схеме не по- , казано), открывая тем самым крючок стержня 1 иглы. После прокола грунтового полотна 7 в открытый крючок 2 посредством гребенки ушковых игл 8-прокладывают нить 9 первой системы (фиг. За). После этого движок 4 под действием гребенки движковых игл перемещается по продольному пазу 3, закрывая наложенную нить 9 в крючке 2 стержня 1. При этом крючок 5 движка 4 проходит по продольному пазу 6 в крючке 2, соосному с продольным пазом 3 стержня 1 иглы, либо мимо боковой грани крючка 2, и открывается (фиг. Зв). Посредством второй гребенки ушковых игл 10 прокладывают нить 11 второй системы на крючок 5 движка 4 (фиг. 3с), который затем совершает возвратное движение по продольному пазу 3 до крючка 2 стержня 1 движковой иглы. При этом крючок 2 удерживает нить 11 в крючке 5 (фиг. 3d). В процессе выхода движковой иглы из грунтового полотна 7 -происходит сброс старой петли со стержня 1 и движка 4 и формирование прошивной петли 12 и ворсовой петли 13 (фиг. Зе). После этого производятоттяжку материала, а движок 4 движется по продольному пазу 3 стержня, в обратном направлении (вверх). Тем самым осуисествляют сброс ворсовой петли 13 с крючка 5 движка 4 (фиг. 3f). Освобожденный от нити движок 4 движется в сторону крючка 2 стержня 1 до крайнего положения, открывая этот крючок (фиг. 3g). При этом прошивная петля 12 соскальзывает на стержень 1 движковой иглы (фиг. 3h) и весь процесс повторяется с той лишь разницей, что после прокола грунтового полотна 7 в открытый крючок 2 движковой иглы прокладывают нить 11 второй системы, а в крючок 5 движка 4 - нить 9 первой системы, в результате чего формируются прошивные петли 12 и ворсовые петли 13.
Основное преимушество предлагаемого технического решения состоит в значительном увеличении прочности закрепления ворса.
Практически полностью исключается возможность распускания петель при их вы, таскивании. Наоборот, при повышении усилия натяжения ворсовых петель усиливается их затяжка. Это исключает необходимость нанесения фиксирующих покрытий с изнаночной стороны материала. Ворсовый материал обладает повышенной прочностью при
эксплуатации и последующих технологических обработках (ворсовании, полировании. Стрижке и т. п.). Кроме того, можно изготавливать разнообразный по внешнему виду ассортимент ворсовых изделий с различной
, высотой ворса из различных по цвету и виду волокнистых материалов.
Формула изобретения
д продольным пазом и заостренным крючком на рабочем конце и движок, отличающаж я тем, что рабочий конец движка выполнен в виде заостренного крючка, направление загиба которого противоположно направлению загиба крючка стержня иглы.
5 3. Игла по п. 2, отличающаяся тем, что крючок стержня иглы имеет продольный паз для прохода движка, соосный продольному пазу стержня.
ОСЬ продольного па-за стержня смещена по отношению к боковой грани его крючка на величину, соответствующую ширине движка.
Источники информации, принятые во внимание при экспертизе
5 I. Патент США № 3229485, кл. 66-120, 1966.
