дуги и снижение потерь мощности на токоподводах.
Для этого в устройстве для электродуГовой обработки бетона, включающем электроды, токоподводы к ним и механизмы подачи электродов и металлосодержащей присадки, по крайней мере, один из электродов выполне полым, в полости которого помещена металлосодержашая присадка, например, выполненная в виде проволоки, а токоподводы к электродам выполнены скользящими.
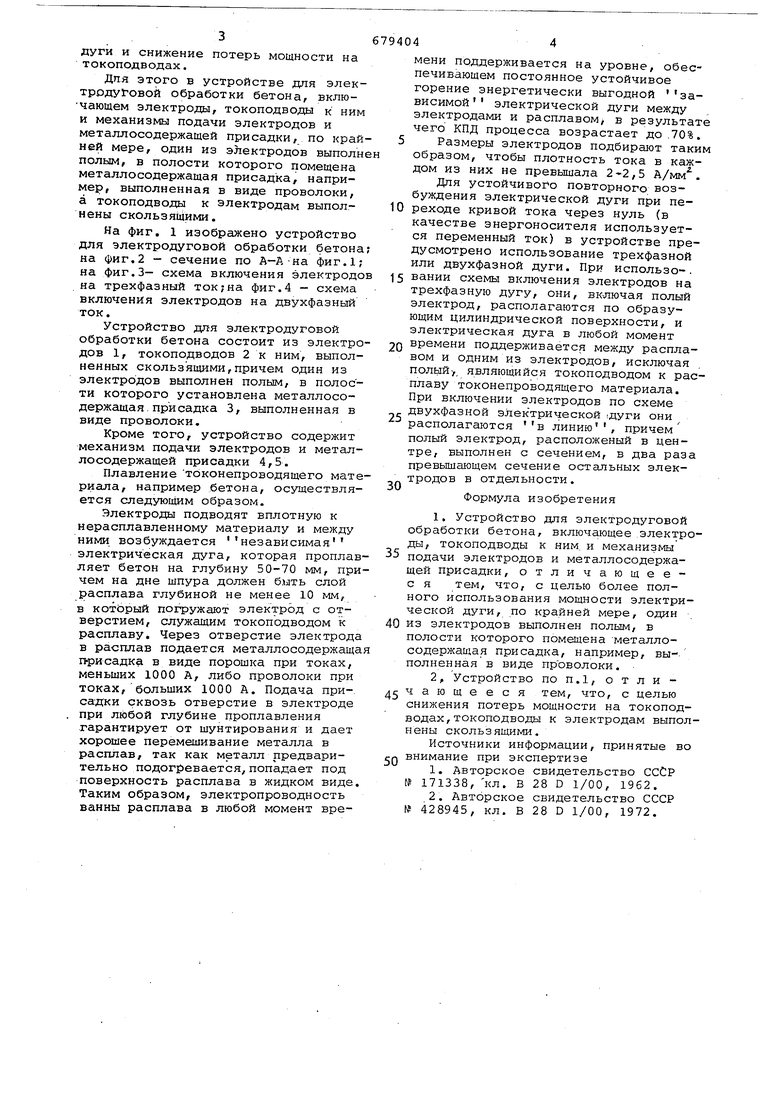
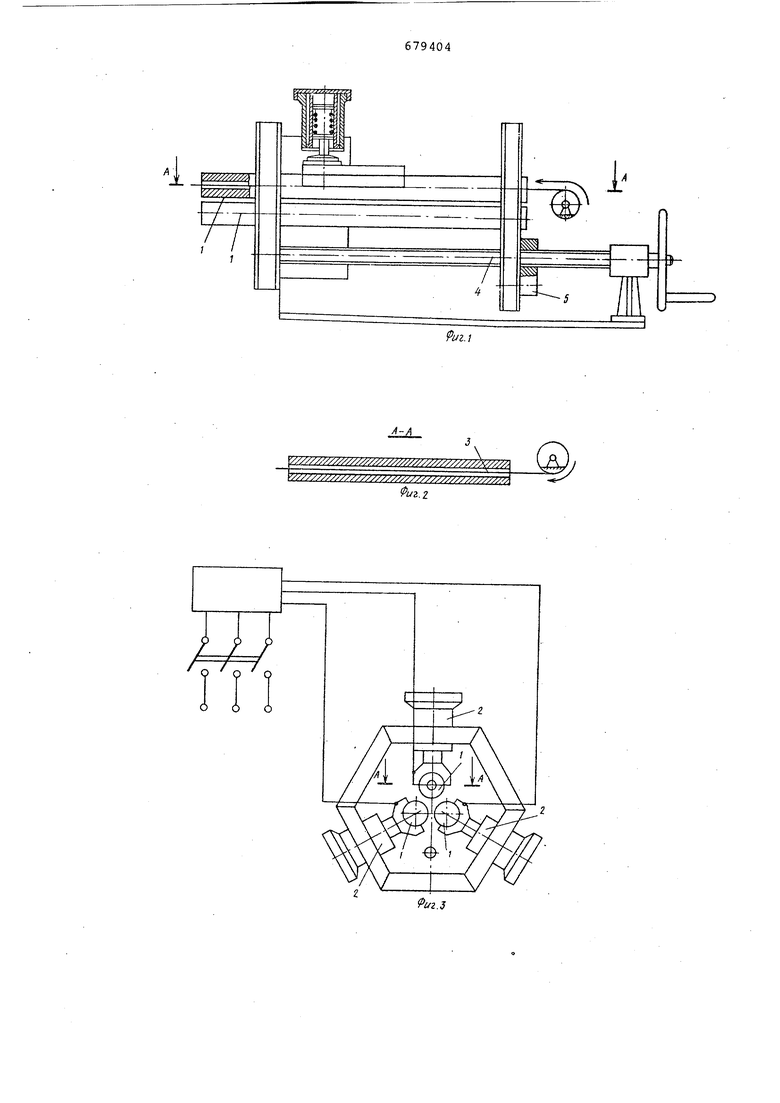
На фиг. 1 изображено устройство для электродуговой обработки бетона на фиг,2 - сечение по А-АНа фиг.1; на фиг.З- схема включения электродо на трехфазный ток;на фиг.4 - схема включения электродов на двухфазный ток.
Устройство для электродуговой обработки бетона состоит из электродов 1, токоподводов 2 к ним, выполненных скользящими,причем один из электродов выполнен полым, в полости которого установлена металлосодержащая.присадка 3, выполненная в виде проволоки.
Кроме того, устройство содержит механизм подачи электродов и металлосодержащей присадки 4,5.
Плавление токонепроводящего материала, например бетона, осуществляется следующим образом.
Электроды подводят вплотную к нерасплавленному материалу и между ними возбуждается независимая электрическая дуга, которая проплавляет бетон на глубину 50-70 мм, причем на дне шпура должен бить слой расплава глубиной не менее 10 мм, в который погружают электрод с отверстием, служащим токоподводом к расплаву. Через отверстие электрода в расплав подается металлосодержаща 1 рисадка в виде порошка при токах, меньших 1000 А, либо проволоки при токах,больших 1000 А. Подача присадки сквозь отверстие в электроде . при любой глубине проплавления гарантирует от шунтирования и дает хорошее перемешивание металла в расплав, так как металл предварительно подогревается, попадает под поверхность расплава в жидком виде. Таким образом, электропроводность ванны расплава в любой момент времени поддерживается на уровне, обеспечивающем постоянное устойчивое горение энергетически выгодной зависимой электрической дуги между электродами и расплавом/ в результате чего КПД процесса возрастает до .70%. 5 Размеры электродов подбирают таким образом, чтобы плотность тока в каждом из них не превышала 2-2,5 А/мм.
Для устойчивого повторного возбуждения электрической дуги при переходе кривой тока через нуль (в качестве энергоносителя используется переменный ток) в устройстве предусмотрено использование трехфазной или двухфазной дуги. При использо-.
5 вании схемы включения электродов на трехфазную дугу, они, включая полый электрод, располагаются по образующим цилиндрической поверхности, и электрическая дуга в любой момент
Q времени поддерживается между расплавом и одним из электродов, исключая полый-,, являющийся токоподводом к расплаву токонепроводящего материала. При включении электродов по схеме
двухфазной электрической щуги они располагаются в линию , причем полый электрод, расположеный в центре, выполнен с сечением, в два раза превышашзщем сечение остальных электродов в отдельности.
Формула изобретения
1. Устройство для электродуговой обработки бетона, включающее .электроды, токоподводы к ним, и механизмы
подачи электродов и металлосодержащей присадки, отличающеес я тем, что, с целью более полного использования мощности электрической дуги, по крайней мере, один из электродов выполнен полым, в полости которого помещена металлосодержащая присадка, например, вы-, полненная в виде нроволоки.
2, Устройство ПОП.1, ОТЛИчающееся тем, что, с целью снижения потерь мощности на токоподводах, токоподводы к электродам выполнены скользящими.
Источники информации, принятые во
внимание при экспертизе
1.Авторское свидетельство СССР № 171338, кл. В 28 D 1/00, 1962.
2.Авторское свидетельство СССР № 428945, кл. В 28 D 1/00, 1972.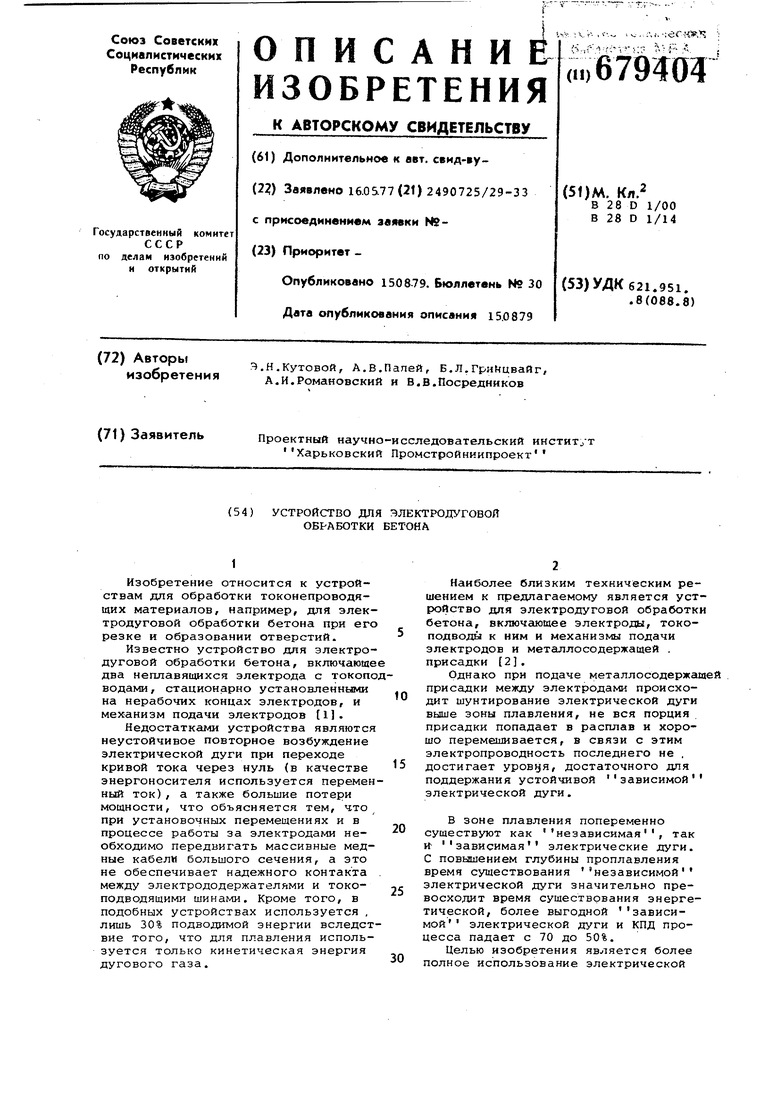
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электродуговой плавки бетона | 1980 |
|
SU980998A1 |
| Устройство для электродуговой обработкибЕТОНА | 1979 |
|
SU814768A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ ПЛАВКИ БЕТОНА | 1972 |
|
SU428945A1 |
| СПОСОБ ПРЯМОГО ВОССТАНОВЛЕНИЯ МЕТАЛЛОВ ИЗ ДИСПЕРСНОГО РУДНОГО СЫРЬЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2296165C2 |
| СПОСОБ БЕСТИГЕЛЬНОГО ЭЛЕКТРОДУГОВОГО ЖИДКОФАЗНОГО ВОССТАНОВЛЕНИЯ ЖЕЛЕЗА ИЗ ОКСИДНОГО СЫРЬЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2486259C1 |
| СПОСОБ ПЛАЗМЕННОГО ВОССТАНОВЛЕНИЯ ЖЕЛЕЗА ИЗ ОКСИДНОГО РАСПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2384625C1 |
| Способ прямого извлечения металлов из оксидных форм металлосодержащего сырья, различных видов руд, техногенных отходов и устройство для прямого извлечения металлов из различных форм в металлическую или другие оксидные фазы | 2020 |
|
RU2757772C2 |
| ПОГРУЖНОЙ ЭЛЕКТРОДУГОВОЙ ПЛАЗМОТРОН | 1992 |
|
RU2042288C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСОВ СНАРЯДОВ | 2008 |
|
RU2384383C1 |
| ЭЛЕКТРОДУГОВАЯ ПЕЧЬ ПОСТОЯННОГО ТОКА | 1991 |
|
RU2013892C1 |
V/ ////////7//////////////////7///////////////Z
Л.
U2.5
a
m
if if It
2 2
JL
I I
