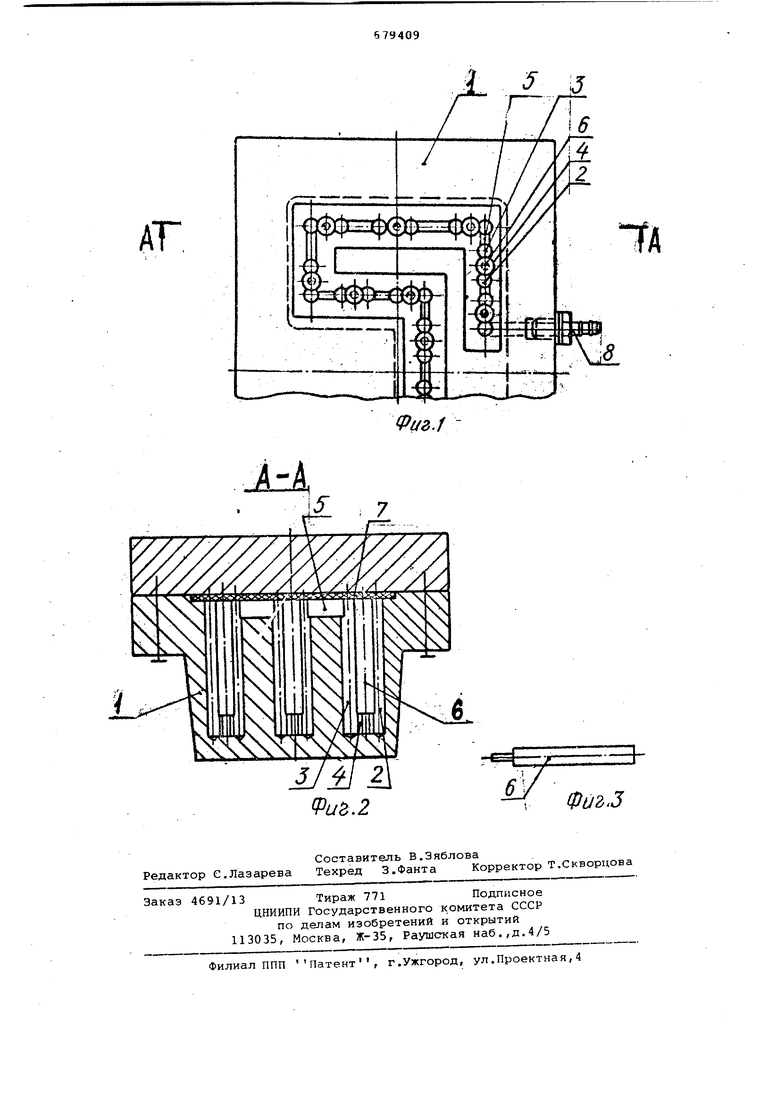
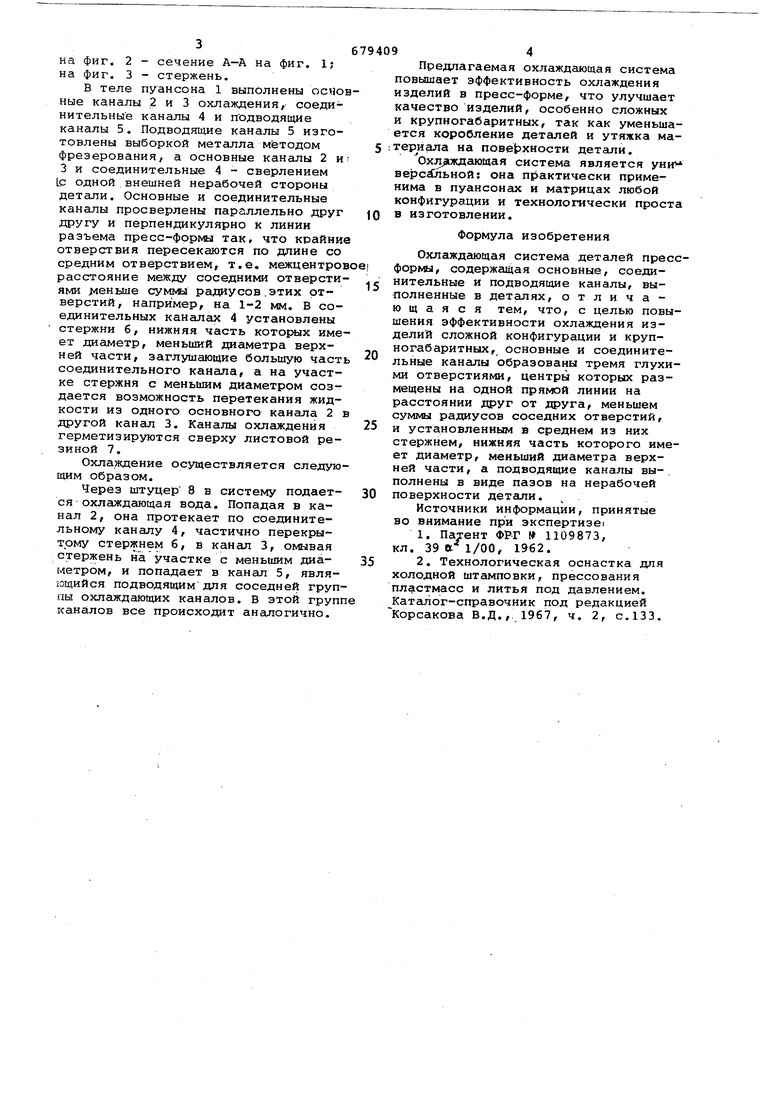
на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - стержень. В теле пуансона 1 выполнены осчо ные каналы 2 и 3 охлаждения, соединительные каналы 4 и подводящие каналы 5. Подводящие каналы 5 изготовлены выборкой металла методом фрезерования, а основные каналы 2 и 3 и соединительные 4 - сверлением LC одной внешней нерабочей стороны детали. Основные и соединительные каналы просверлены параллельно друг другу и перпендикулярно к линии разъема пресс-формы так, что крайни отверстВИЯ пересекаются по длине со средним отверствием, т.е. межцентро расстояние между соседними отверсти ями 1еньше суколл радиусов, этих отверстий, например, на 1-2 мм. В соединительных каналах 4 установлены стержни б, нижняя часть которых име ет диаметр, меньший диаметра верхней части, заглушающие большую част соединительного канала, а на участке стержня с меньшим диаметром создается возможность перетекания жидкости из одного основного канала 2 другой канал 3. Каналы охлаждения герметизируются сверху листовой резиной 7. Охлаждение осуществляется следую щим образом. Через штуцер 8 в систему подается охлаждающая вода. Попадая в канал 2, она протекает по соединительному каналу 4, частично перекрытому стержнем 6, в канал 3, омывая стержень научастке с меньшим диаметром, и попадает в канал 5, являющийся подводящим для соседней груп пы охлаждающих каналов. В этой груп каналов все происходит аналогично. 4 Предлагаемая охлаждающая система повышает эффективность охлаждения изделий в пресс-форме, что улучшает качество изделий, особенно сложных и крупногабаритных, так как уменьшается коробление деталей и утяжка материала на повеЬхности детали. охлаждающая система является уни« версс льной: она практически применима в пуансонcix и матрицах любой конфигурации и технологически проста в изготовлении. Формула изобретения Охлаждающая система деталей прессформы, содержащая основные, соединительные и подводящие каналы, выполненные в деталях, отличающаяся тем, что, с целью повышения эффективности охлаждения изделий сложной конфигурации и крупногабаритных,, основные и соединительные каналы образованы тремя глухими отверстиями, центры которых размещены на одной прямой линии на расстоянии друг от друга, меньшем суммы радиусов соседних отверстий, и установленным в среднем из них стержнем, нижняя часть которого имеет диаметр, меньший диаметра верхней части, а подводящие каналы вы-, полнены в виде пазов на нерабочей поверхности детали. . Источники информации, принятые во внимание при экспертизе( 1.Патент ФРГ 1109873, кл. 39 «f 1/00, 1962. 2.Технологическая оснастка для холодной штамповки, прессования пластмасс и литья под давлением. Каталог-справочник под редакцией Корсакова В.Д.,1967, ч. 2, с.133.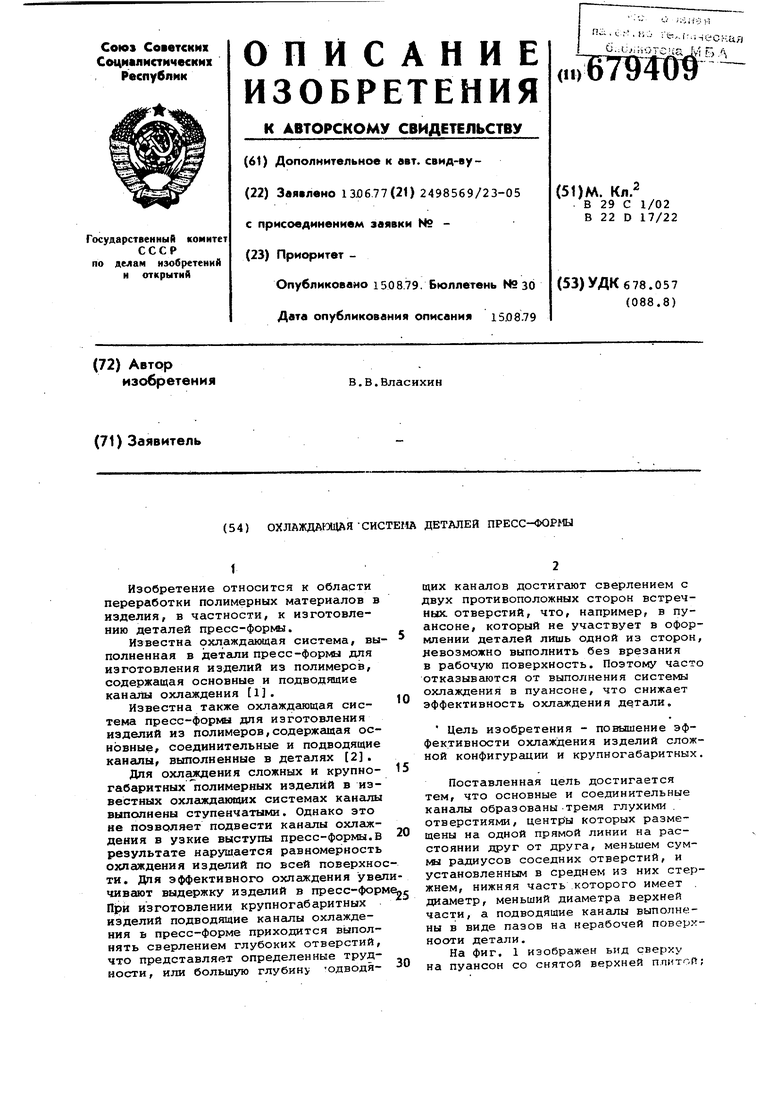
| название | год | авторы | номер документа |
|---|---|---|---|
| УСОВЕРШЕНСТВОВАННЫЙ СПОСОБ И УСТРОЙСТВО ДЛЯ СОВМЕСТНОГО ИНЖЕКЦИОННОГО ФОРМОВАНИЯ И СБОРКИ ОБЪЕКТОВ ИЗ ПЛАСТИКОВЫХ МАТЕРИАЛОВ | 2016 |
|
RU2731923C2 |
| ЛОПАТКА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ, ОСНАЩЕННАЯ СИСТЕМОЙ ОХЛАЖДЕНИЯ, И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОЙ ЛОПАТКИ ПУТЕМ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ ВОСКОВЫМ МОДЕЛЯМ | 2020 |
|
RU2800619C2 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ | 1972 |
|
SU358061A1 |
| ЛИТЕЙНЫЙ СТЕРЖЕНЬ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ (ВАРИАНТЫ), СБОРКА ЛИТЕЙНЫЙ СТЕРЖЕНЬ - ОБОЛОЧКОВАЯ ФОРМА, ЛИТЕЙНАЯ ФОРМА И ОТЛИВКА, ПОЛУЧЕННЫЕ С ИСПОЛЬЗОВАНИЕМ ЭТОГО СТЕРЖНЯ | 2002 |
|
RU2240203C2 |
| РАСХОДУЕМЫЙ ЛИТЕЙНЫЙ СТЕРЖЕНЬ ДЛЯ ФОРМИРОВАНИЯ ВНУТРЕННЕЙ ПОЛОСТИ ДЕТАЛИ (ВАРИАНТЫ) И СПОСОБ ФОРМИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ (ВАРИАНТЫ) | 2004 |
|
RU2280530C1 |
| Устройство для охлаждения изделий | 1982 |
|
SU1073302A1 |
| СБОРНАЯ МАТРИЦА ЭКСТРУЗИОННОГО ПРЕССА | 2013 |
|
RU2652671C2 |
| УСТРОЙСТВО ПЕРЕДАЧИ ФОРМОВАННЫХ ИЗДЕЛИЙ | 2010 |
|
RU2473425C1 |
| СПОСОБ ЛИТЬЯ ДЕТАЛИ | 2013 |
|
RU2584842C1 |
| СПОСОБ ФИКСАЦИИ ИЗДЕЛИЯ НА ТЕХНОЛОГИЧЕСКОМ ОБОРУДОВАНИИ ОТ ПРОДОЛЬНОГО ПЕРЕМЕЩЕНИЯ И ОГРАНИЧИТЕЛЬНЫЙ МЕХАНИЗМ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2672733C1 |