Изобретение относится к литейному производству, в частности к изготовлению моделей в производстве литься по выплавляемым моделям.
Известны (Пресс-формы для изготовления моделей в производстве литья по выплавляемым моделям, включающие две разъемные полуформы, одна из которых снабжена каналами, .подводящими воздух для выталкивания модели, дополнительными каналами, в которых установлены подпружиненные порщни, перекрывающие воздушные каналы в момент запрессовки в пресс-форму модельной массы. Для предотвращения поломки модели при ее выталкивании из пресс-формы вторая полуфорМа снабжена демпферами, выполненными в виде подпружиненных стержней.
Недостатком таких пресс-форм является то, что при изготовлении крупногабаритных или сборных звеньев-моделей возникает необходимость разветвленной системы основных и доиолнительных каналов, что вызывает значительные трудности в технологии изготовления форм.
При изготовлении моделей тонкостенных деталей типа стакана, кольца и т. п., т. е. деталей, имеющих внутренние полости, практически невозможно выполнить дополнительные каналы в теле формы ввиду ограниченности площади поперечного сечения торца модели.
Кроме того, выполнение дополнительных каналов в теле формы ухудщает систему охлаждения формы, особенно в формах, требующих нескольких выталкивателей модели, что отрицательно сказывается на их производительности и надежности.
С целью устранения указанных недостатков каналы, подводящие воздух, в предлагаемой пресс-форме выполнены непосредственно в
клапанах, которые в м омент запрессовки модельной массы размещаются в дополнительных каналах таким 0|бразом, что выходные отверстия основных каналов удалены от полости модели и перекрыты телом формы. Каналы в процессе удаления модели выполняют функцию стержней-толкателей, так как они перемещают модель в форме до момента открытия воздухоподводящих каналов и снабжены коническим пояском, обращенным большим основанием к полости выталкиваемой модели.
Такое исполнение позволяет упростить технологию изготовления форм, расщирить номенклатуру изготавливаемых деталей и улучшить работу системы охлаждения.
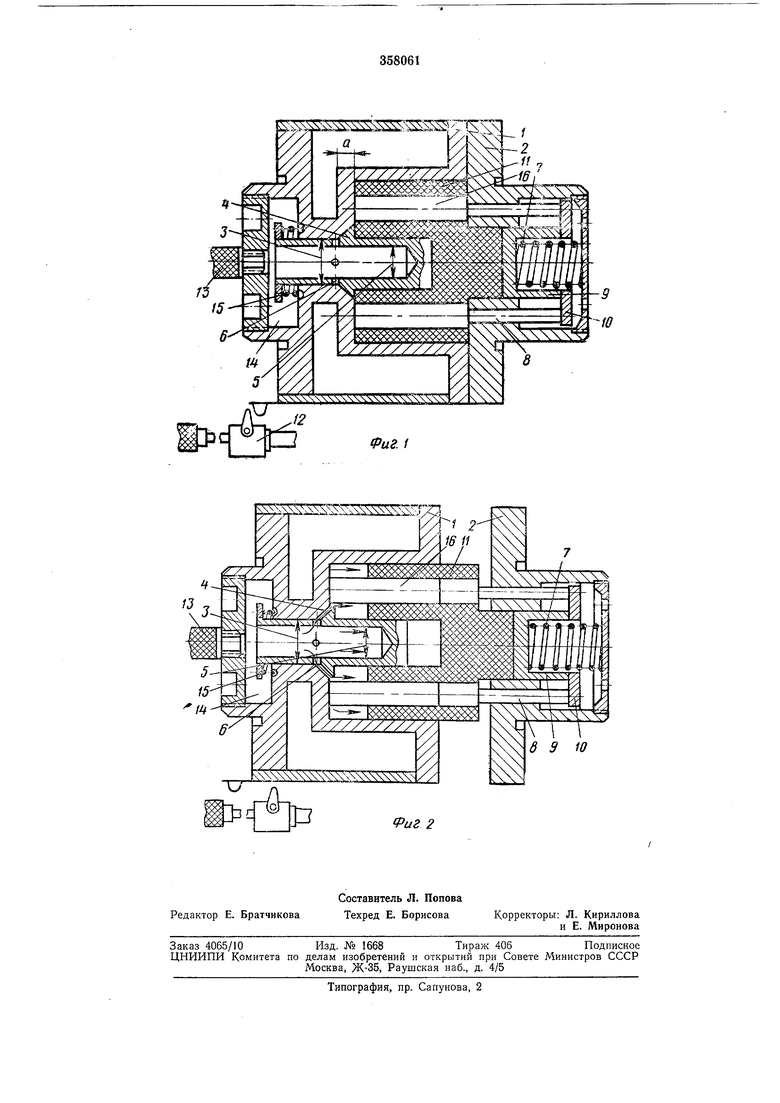
Пресс-форма включает левую / и правую i полуформы. В левой Полуформе выполнен вспомогательный канал 3 (число каналов зависит от габаритов и конфигурации моделей), в -.котором установлен стержень-толкатель 4. В теле стержня-толкателя выполнена полость 5, сообщающаяся с основными каналами 6, удаленными от полости модели на определенном расстоянии а.
Посадочиое место стержяя-толкателя выполнено в виде конического пояока, перекрывающего выходные отверстия основеого канала (В момент запрессовки полости формы модельной массой.
В правой полуформе выполнен ряд отверстий, в которых свободно перемещаются под действием пружин 7 сжатия упоры 8 и демпфер 9, соединеиные между собой общей рамкой 10.
После затвердевания модели 11 воздух подается в пневмоцилиндр, перемещающий левую полуформу.
После развода полуформ «а определенное расстояние через переключатель 12 воздух подается по трубопроводу 13 в полость 14 вспомогательНОГО канала 3 и одновременно в полость 5 основных каналов.
Давление сжатого воздуха преодолевает сопротивление пружииы 15 стержня-толкателя и перемещает его вместе с моделью вправо. При перемещении стержня в канале 5 приоткрываются основные каналы, и воздух подается в полость, образованную между моделью и телом левой полуформы. Под давлением воздуха модель удаляется из левой полуформы и при выходе из гнезда упирается в подпружиненный демпфер 9. При этом давление воздуха на модель превышает давление со стороны демпфера, и модель отходит вправо.
При дальнейшем разъеме полуформ давление воздуха ослабевает, и силы, действующие на модель справа и слева, уравновешиваются, и модель под действием со бственного веса падает в ванну.
При смыкании двух половин пресс-формы перед зашрессовкой модельной массой упоры 5 упираются в боковые стержни 16 и отводят демпфер в крайнее положение, а стерженьтолкатель под действием пружииы 15 перемещается в исходное положение.
Предмет изобретения
Пресс-форма для изготовления моделей в производстве литья по выплавляемым моделям, включающая две полуформы, одна из которых, подвижная от привода, снабжена каналами для подвода воздуха и подпружиненным полым стержнем-толкателем, а другая полуформа, неподвижная, снабжена демпферами, выполненнымив виде подпружиненных стержней, соединенных жесткой связью, отличающаяся тем, что, с целью снижения трудоемкости при изготовлении пресс-формы, стержень-толкатель снабжен коническим пояском, обращенным -большим основанием к плоскости выталкиваемой модели, а в месте сопряжения коническаго пояска с цилиндрической частью стержня-толкателя выполнены сообщающиеся с внутренней полостью стержнятолкателя подводящие воздух каналы.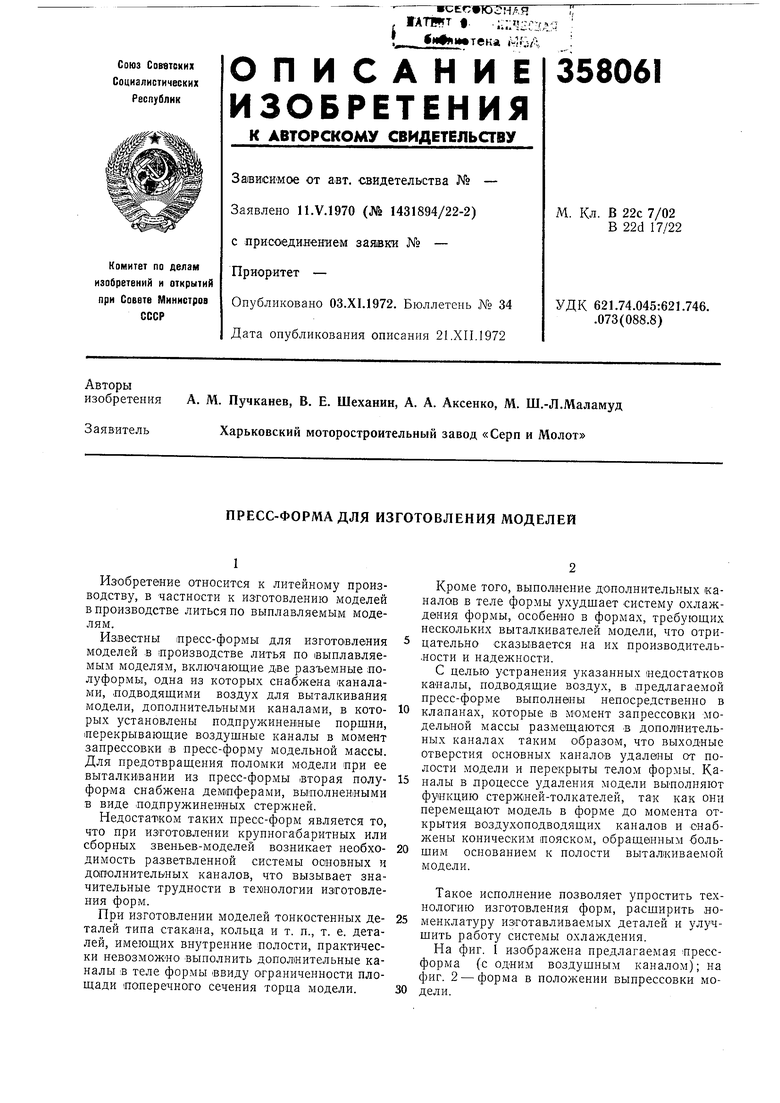
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА для ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ | 1973 |
|
SU376158A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ | 1971 |
|
SU305953A1 |
| ПРЕССФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ | 1970 |
|
SU260838A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1980 |
|
SU948528A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1976 |
|
SU582048A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ | 1972 |
|
SU358077A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1976 |
|
SU601074A1 |
| Пресс-форма для изготовленияВыплАВляЕМыХ МОдЕлЕй | 1979 |
|
SU831284A2 |
| Пресс-форма | 1978 |
|
SU770643A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1106580A1 |