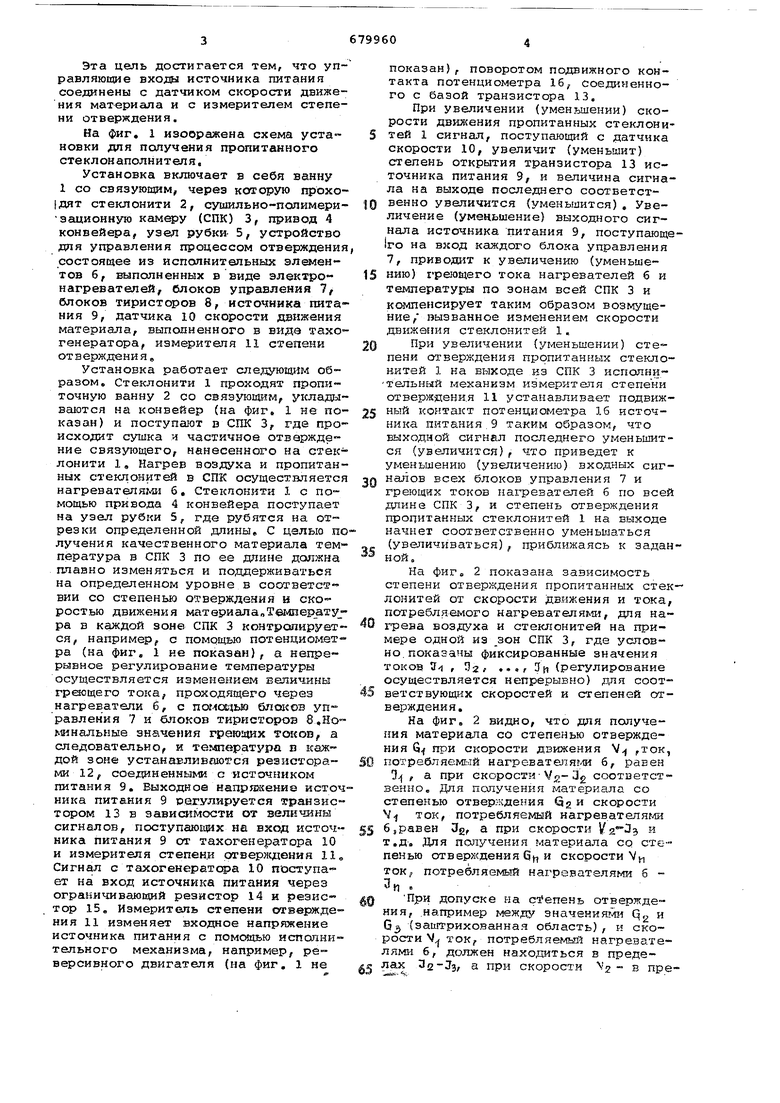
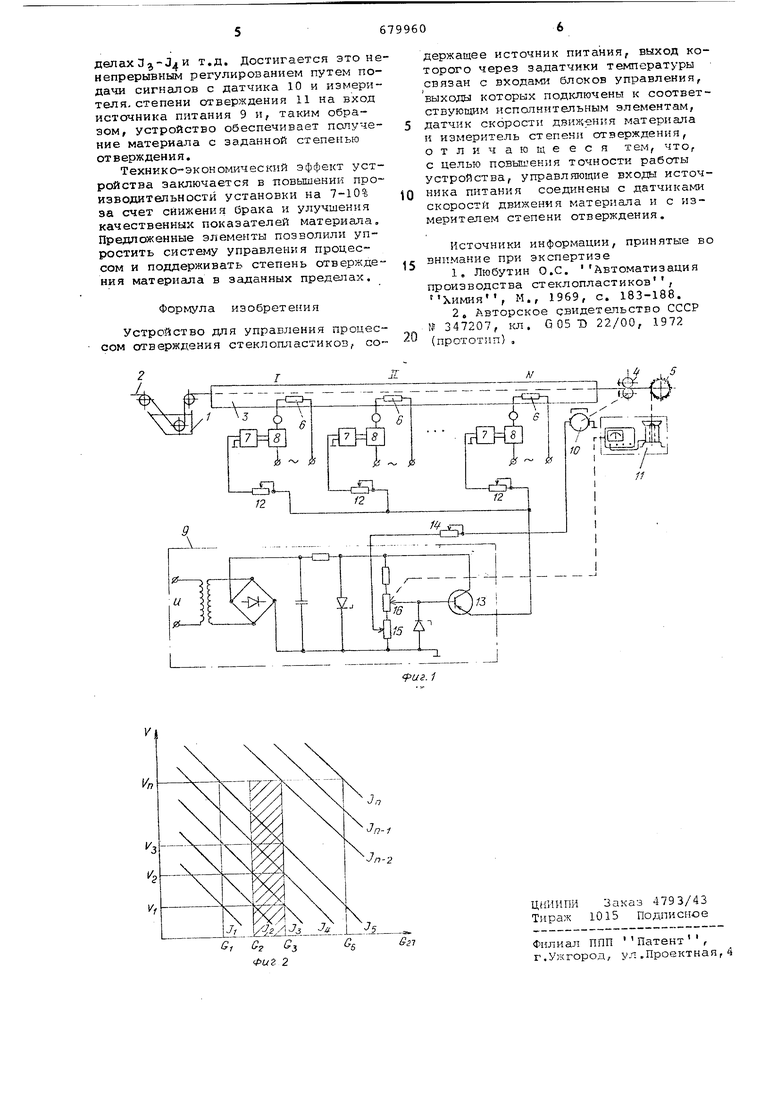
Эта цель достигается тем, что управляющие входу источника питания соединены с датчиком скорости движения материала и с измерителем степени отверждения. На фиг, 1 изооражена схема уста новки для получения пропитанного стеклонаполнителя. Установка включает в себя ванну 1 со связующим, через которую прохо1ДЯТ стеклонити 2, сушильно-попимериэационную камеру (СПК) 3, привод 4 конвейера, узел рубки- 5, устройство для управления процессом отверждения состоящее из исполнительных элементов 6, выполненных в виде электро нагревателей, блоков управления 7 блоков тиристоров 8, источника питания 9, датчика 10 скорости движения материала, выполненного в вида тахогенератора, измерителя 11 степени отверждения. Установка работает следующим образом. Стеклонити 1 проходят пропиточную ванну 2 со связующим, укладг вшотся на конвейер (на фиг, 1 не показан) и поступают в СПК 3, где происходит сушка ч частичное отварждв ние связующего, нанесанного на стеклонити 1, Нагрев воздуха и пропитанных стеклонитей в СПК осуществляется нагревателя 6, Стекпоннти 1 с помощью привода 4 конвейера поступает на узел рубки 5, где рубятся на от™ резки определенной длины, С целью по лучения качественного материала температура в СПК 3 ПО ее длине должна , плавно изменяться и поддерживаться на определенном уровне в соответствии со степенью отверждения и ско ростью движения материалаоТ©ьшерату ра в каждой зоне СПК 3 контролируется, например, с помощью потенциометра (на фиг. 1 не показан), а непрерывное регулирование температуры осуществляется изменением величины греющего тока, проходящего через нагреватели 6, с помеждью блоков уп равления 7 и блоков тиристоров 8,Номинальные значения греющих токои, а следовательно, и температура в каждой зоне устанаЕЛившотся резистора- ми 12, соединенными с источником питания 9. Выходное напряжение источ ника питания 9 регулируется транзис™ тором 13 в зависимости от величины сигналов, поступающих на источника питания 9 от тахогенератора 10 и измерителя степен.и отверлсдения 11, Сигнал с тахогенератсра 10 поступает на вход источника питания через ограничивающий резистор 14 и резис тор 15, Измеритель степени отаврждения 11 изменяет входное напряжение источника питания с помощью испслни™ тельного механизма, например, реверсивного двигателя (на фиг, 1 не показан), поворотом подвижного контакта потенциометра 16, соединенного с базой транзистора 13, При увеличении (уменьшении) скорости движения пропитанных стеклонитей 1 сигнал, поступаювщй с датчика скорости 10, увеличит (уменьашт) степень открытия транзистора 13 источника питания 9, и величина сигнала на выходе последнего соответственно увеличится (уменьшится), Увеличение (уменьшение) выходного сигнала источника питания 9, поступшоще1го на вкод каждого блока управления 7, приводит к увеличению (уменьшению) 1реюадего тока нагревателей 6 и температуры по зонам всей СПК 3 и компенсирует таким образом возмущение, вызванное изменением скорости движения стеклонитей 1. При увеличении (уменьшении) степени отверждения пропитанных стеклонитей I на выходе из СПК 3 исполниТельный механизм измерителя степени отвержяени.я 11 устанавливает подвижный контакт потенциометра 16 источника питания.9 таким образом, что выходной сигнал последнего уменьшится (увеличится), что приведет к уменьшению (увеличению) входных сигналов всех блоков управления 7 и греющих токов нахт евателей б по всей длине СПК 3, и степень отверждения пропитанных стеклонитей 1 на выходе начнет соответственно уменьшаться (увеличиваться), приближаясь к заданной . На фиг, 2 показана зависимость степени отверждения пропитанных стеклонитей от скорости движения и тока, потребляемого нагревателями, для на1-рева воздуха и стеклонитей на примере одной из ,зон СПК 3, где условно, показаны фиксированные значения TOKOS 3 , 2 ..«f Зн (регулирование осуществляется непрерывно) для соответствующих скоростей и степеней отверждения. На фиг, 2 видно, что для получения материала со степенью отверждения G.f при скорости движения V ,ток, потребляемый нагреватепягли б, равен 3 , а при скорости-Vg-3g соответственно. Для получения материала со степенью отверждения Qg и скорости V ток, потребляемый нагревателяг ш 6,равен Og, а при скорости z, и т,д-, ,Цля получения материала со степенью отверждения скорости V; ток., потребляемый нагревателями б 3( , При допуске на счепень отвержде™ ния, .например между значенияг и Qg и G (зааггрихованная область) , и скорости V ток, потребляемы нагревателями б, должен находиться в пределах 32-J3, а при скорости 2 - в пре
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ | 1967 |
|
SU205922A1 |
| Нелинейное корректирующее устройство | 1982 |
|
SU1023275A1 |
| Стенд для диагностирования автотракторных генераторов переменного тока | 1977 |
|
SU692008A1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТЕМПЕРАТУРЫ РАСПЛАВА И ЗАЩИТЫ ЭЛЕКТРОДВИГАТЕЛЯ ЭКСТРУДЕРА ОТ ПЕРЕГРЕВАНИЯ | 2003 |
|
RU2239557C1 |
| Система для программного управления правильной машиной | 1986 |
|
SU1327065A1 |
| ИСПОЛНИТЕЛЬНЫЙ МЕХАНИЗМ СИСТЕМЫ УПРАВЛЕНИЯ | 2015 |
|
RU2601368C1 |
| Способ контроля отверждения пропитанной изоляции и устройство для его осуществления | 1987 |
|
SU1647473A1 |
| Устройство для контроля и управления режимом работы роторного комплекса | 1984 |
|
SU1180461A1 |
| Способ изготовления стеклопластиковой арматуры и устройство для его осуществления | 1980 |
|
SU937207A1 |
| УСТРОЙСТВО ВИЗУАЛЬНОГО ОТОБРАЖЕНИЯ ПАРАМЕТРОВ ДВИЖЕНИЯ ТРАНСПОРТНОГО СРЕДСТВА | 2004 |
|
RU2281865C2 |
