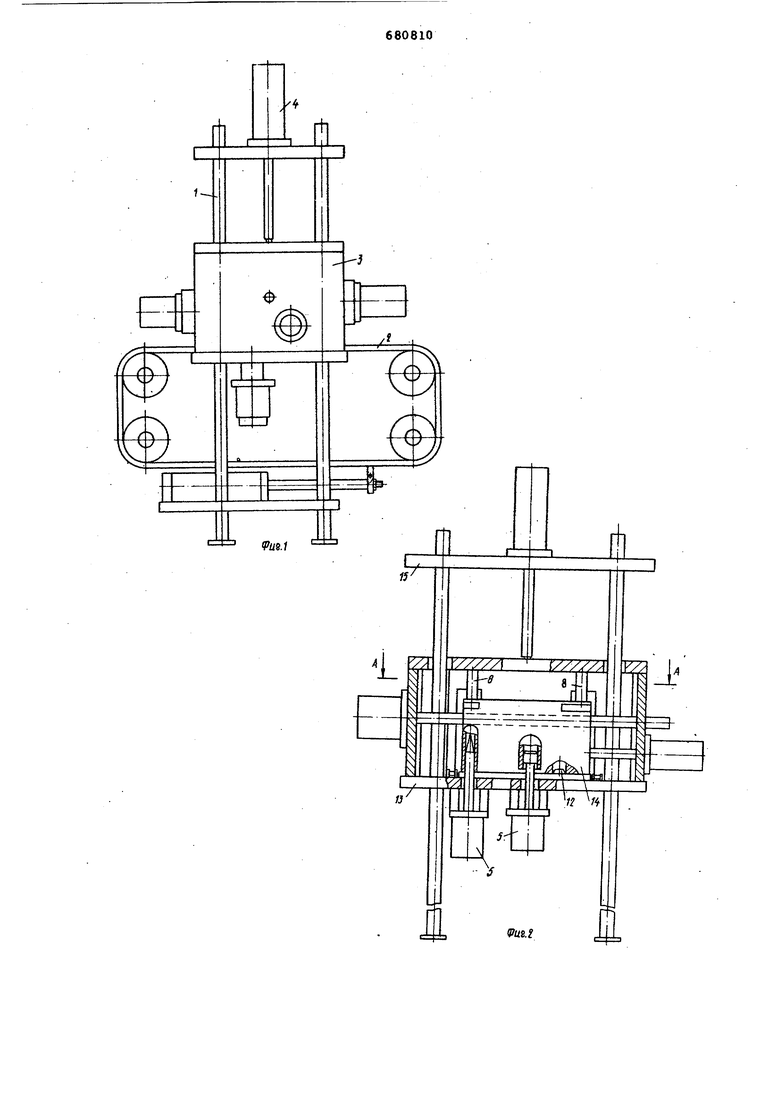
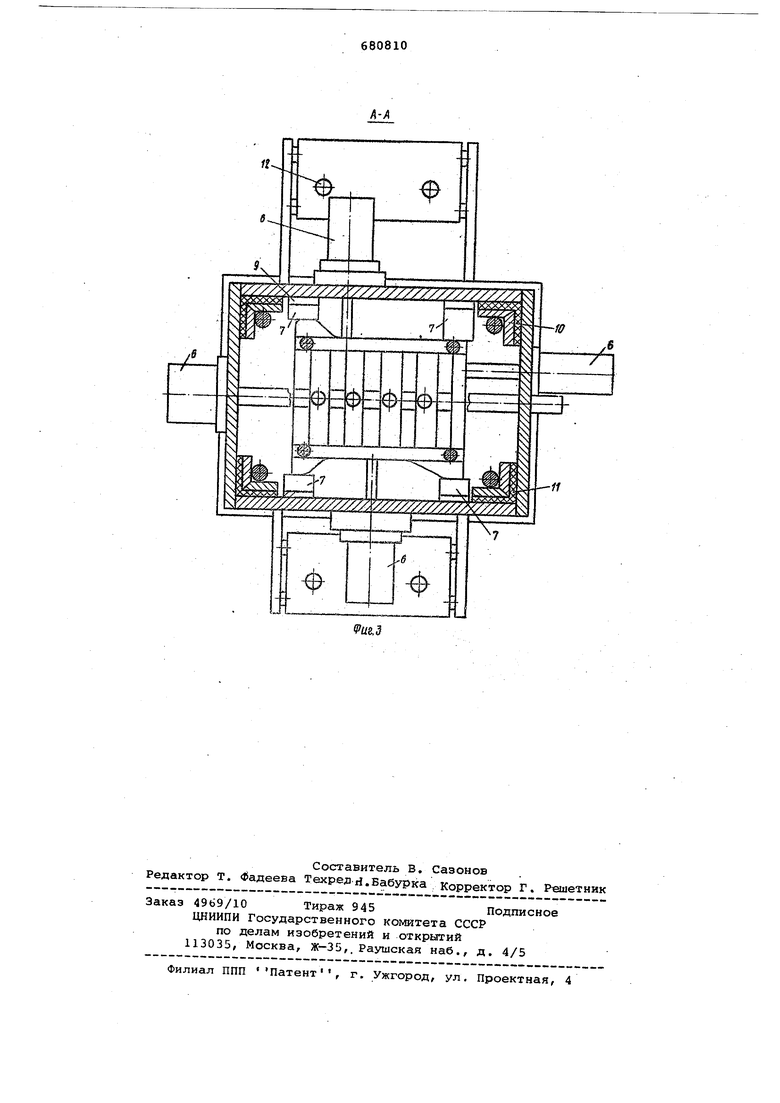
Корпус установлен на направляюЕФ{Х 10 основанияпосредством упругих элементов 11 с возможностью аеремещения в гс иэомтгшьной плоскости во взаимно перпендикулярных направлениях и качания, вокруг вертикальной оси с помощью, например, шар(нира. Последний может быть устаиовлеЬ между приводе вертикальной подачи и ксфпус ж с фиксаторами 12 механизма подачи деталей.
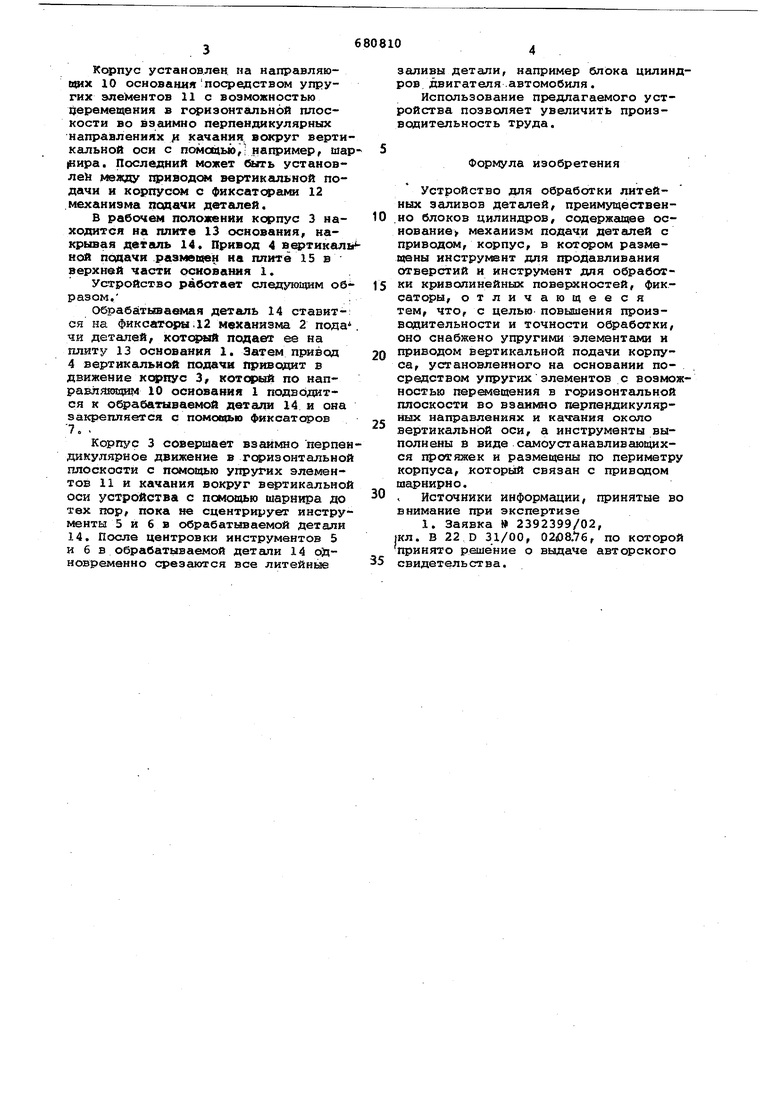
В рабочем положении ксрпус 3 находится на плите 13 основания, накрьтая деталь 14. Привод 4 в тикалы ной попачи размещен на плите 15 в верхней части осиования 1.
Устройство работает следуюищм образом..
Обрабатываемая деталь 14 ставит-: ся на фиксаторы. 12 механизма 2 пода чп деталей, который псдцает ее на плиту 13 осмоваиия 1. Затем привод 4 вертикальной подачи приводит в движение корпус 3, который по направляющим 10 основания 1 подводится к о абатываемой детали 14 и она закрепляется с помотью фиксаторов 7. .
Корпус 3 совершает взаимно перпендикулярное движение в горизонтальной плоскости с помощью упругих элементов 11 и качания вокруг вертикальной оси устройства с помощью шарнира до тех пор, пока не сцентрирует инструменты 5 и б в обрабатываемой детали 14. После центровки инструментов 5 и 6 в обрабатываемой детали 14 одновременно срезаются все литейные
заливы детали, например блока цилиндров, двигателя .автомобиля.
Использование предлагаемого устройства позволяет увеличить производительность труда.
Формула изобретения
Устройство для обработки литейных заливов деталей, преимуществен0 но блоков цилиндров, содержа1цее основание механизм подачи деталей с приводом, корпус, в размещены инструмент для продавливания отверстий и инструмент для обработ5 ки криволинейньах поверхностей, фиксатсфы, отличающееся тем, что, с целью повышения производительности и точности обработки, оно снабжено упругими элементами и
Q приводом ведтикальной подачи корпуса, установленного на основании посредством упругих элементов с возможностью перемещения в гсфизонтальной плоскости во взаиюто перпендикулярных направлениях и кач-ания около вертикальней оси, а инструменты выполнены в виде самоустанавливающихся протяжек и размещены по периметру корпуса, которьй связан с приводом шарнирно.
0 , Источники информации, принятые во внимание при экспертизе
1. Заявка 2392399/02, 1КЛ. В 22 D 31/00, 02Й8/76, по которой принято решение о выдаче автсфского
5 свидетельства.
/
%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки заливовдЕТАлЕй ТипА пОРшНЕй | 1979 |
|
SU835635A1 |
| УСТРОЙСТВО ДЛЯ ЛЕНТОЧНОГО ШЛИФОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ АППАРАТОВ | 2001 |
|
RU2209717C2 |
| Устройство для заточки фрез | 1989 |
|
SU1696267A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| Устройство для обработки сферических поверхностей оптических деталей | 1990 |
|
SU1818199A1 |
| Устройство для ориентации обрабатываемой детали | 1981 |
|
SU1047650A1 |
| Многоцелевой станок | 1989 |
|
SU1660937A1 |
| Устройство для отделения заливов от литыхдЕТАлЕй | 1979 |
|
SU827261A2 |
| Устройство для хромирования наружных поверхностей деталей | 1990 |
|
SU1737030A1 |
| Устройство для электроискрового легирования | 1979 |
|
SU870046A1 |
Pus.l
J.
E
/Y/
--8
n
n V4
