Изобретение относится к абразивной обработке и может быть использовано для шлифовки и полировки высокоточных сферических поверхностей оптических деталей.
Целью изобретения является повышение производительности путем автоматизации цикла обработки.
На фиг. 1 представлена кинематическая схема автомата; на фиг.2 - вид по стрелке А на фиг. 1.
Устройство содержит станину 1, закрепленное на ней нижнее звено 2 с приводом вращения 3, верхнее звено 4 с приводом 5 качательного движения и многоместный поворотный магазин 6.
Многоместный магазин состоит из скрепленных на общей втулке секторов 7, в которых выполнены гнеда 8 для установки в них обрабатываемых деталей (блоков с обрабатываемыми деталями) 9. Каждое гнездо снабжено радиально расположенным па- .зом 10.
Дискретный поворот магазина осуществляется при помощи делителя 11. Фиксатор 12 с пневмоцилиндром 13 служит для раскрытия гнезда магазина во время обработки детали. Шпиндель изделия (нижнее звено) расположен вертикально, соосно гнездам 8 магазина 6 и содержит цангу 14 для жесткой фиксации детали во время обработки.
Верхнее звено 4 состоит из корпуса 15, на оси 16 которого установлена головка 17 с закрепленным на ней при помощи сферического подшипника 18 обрабатывающим инструментом 19. Регулировка усилия при-1 жима инструмента 19 к обрабатываемой детали 9 осуществляется пружиной 20, червячным сектором 21 и червяком 22.
Подвод и отвод инструмента к обрабатываемой детали производится при помощи пневмоцилиндра 23, коромысла 24 и рычага 25:
Привод качательного движения состоит из электродвигателя 26, редуктора 27, кривошипа 28, штанги 29 и обеспечивает качание верхнего звена вокруг оси 30. Регулировка положения оси 30 относительно центра кривизны обрабатываемой детали осуществляется винтом 31. Штанга 29 снабжена механизмом останова головки в виде пневматического цилиндра 32, шток 33 которого связан с корпусом 15.
Устройство работает следующим образом.
Работа происходит последовательным включением пневматических золотников (не показаны), управляющих исполнительными пневмоприводами.
Цикл начинается с вертикального перемещения шпинделя 2, при этом цанга 14
зажимает обрабатываемую деталь. Фиксатор 12 западает в паз 10 магазина б и раздвигает гнездо 8, обеспечивая зазор между обрабатываемой деталью и магазином.
Одновременно рычаг 25 опускается, головка поворачивается вокруг оси 16 и происходит подвод инструмента 19 к обрабатываемой детали 9. Ось 16 при этом находится в горизонтальном положении,
этим обеспечивается положение осей верхнего и нижнего звеньев в начальный момент обработки в одной плоскости. Затем включается электродвигатель 26, который через редуктор 27, кривошип 28 и штангу 29 осуществляет качание корпуса 15 вместе с головкой вокруг оси 30.
При подаче воздуха в полость пневмоцилиндра 32 шток 33, связанный с корпусом 15. обеспечивает наклон оси 16 на желаемую величину а и обработку детали с заданным углом качания.
Наличие сферического подшипника 18 позволяет инструменту 19 свободно устанавливаться по поверхности обрабатывавмой детали во время их относительных перемещений и вращаться в направлении вращения нижнего звена под действием сил сцепления, возникающих на поверхности притирающих звеньев, со скоростью
(Ов.з й.з cos a,
где сов.э - скорость вращения верхнего звена;
(Он.з - скорость вращения нижнего зве- на;
а-угол заклона.
После окончания обработки детали при подаче воздуха в пневмоцилйндр 32 ось 16 возвращается в горизонтальное положение, рычаг 25 отводит инструмент от отработанной детали, цанга 14 разжимает деталь, фиксатор 12 освобождает паз 10, гнездо 8 зажимает обработанную деталь, магазин поворачивается на шаг. Далее цикл обработки повторяется.
После того как все детали обработаны, магазин 6 заменяется новым.
Формула изобретения
Устройство для обработки сферических поверхностей оптических деталей, содержащее станину и смонтированные на ней шпиндель изделия и головку с инструментом, связанную с узлом прижима и располо- женную в корпусе, соединенном посредством штанги с приводом качательного движения головки, отличающееся
тем, что, с целью повышения производительности, устройство снабжено механизмом останова головки в вертикальной
плоскости, выполненным в виде пневмоци- линдра, корпус которого смонтирован на штанге, а шток связан с корпусом головки.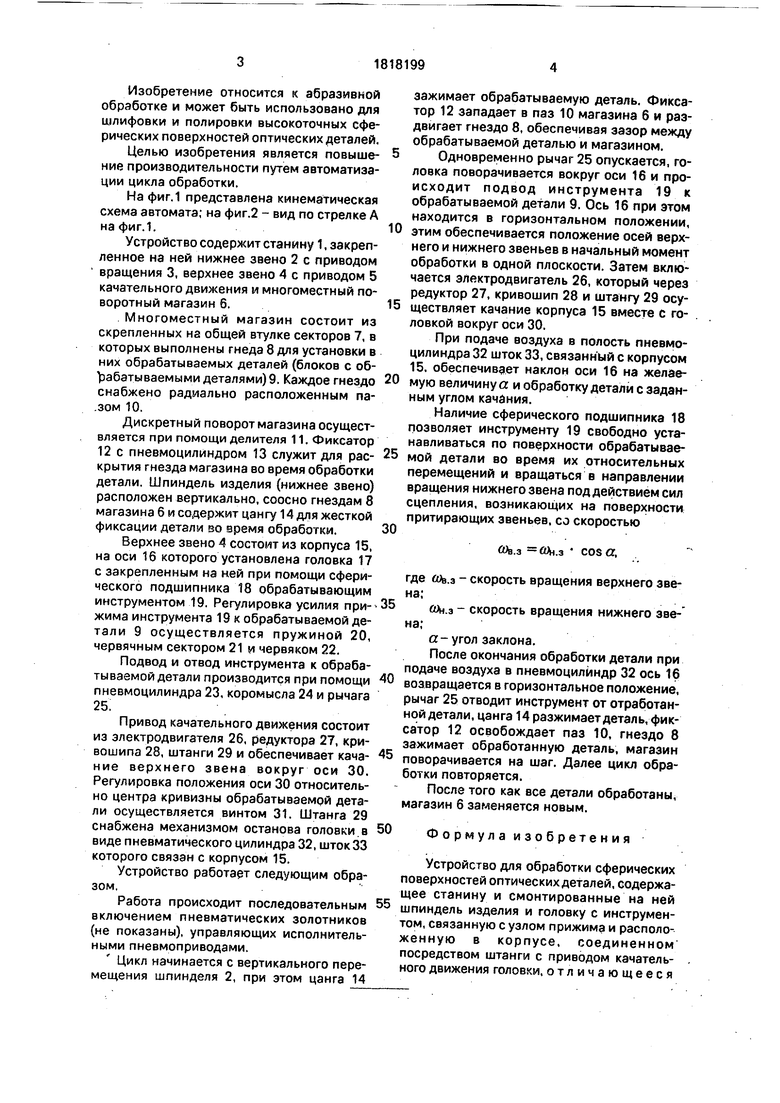
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ БЕГОВЫХ ДОРОЖЕК КОЛЕЦ ПОДШИПНИКОВ | 1992 |
|
RU2057631C1 |
| Станок для непрерывной обработки деталей | 1989 |
|
SU1692764A1 |
| Токарно-револьверный автомат | 1979 |
|
SU882703A1 |
| Станок для фрезерования карманов во втулках | 1983 |
|
SU1151376A1 |
| Металлорежущий станок | 1984 |
|
SU1227367A1 |
| Многооперационное устройство сАВТОМАТичЕСКОй СМЕНОй иНСТРуМЕНТА | 1978 |
|
SU831487A1 |
| ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО | 1997 |
|
RU2138368C1 |
| Роторный автомат | 1984 |
|
SU1255392A1 |
| Устройство автоматической смены инструментов сверлильно-фрезерного станка | 1982 |
|
SU1047649A1 |
| Устройство для хромирования наружных поверхностей деталей | 1990 |
|
SU1737030A1 |
Использование: в абразивной обработке для шлифовки и полировки высокоточных сферических поверхностей оптических деталей. Сущность: устройство содержит многоместный магазин 6, изготовленный в виде скрепленных на общей втулке секторов 7 с гнездами для обрабатываемых деталей и радиально расположенными пазами, взаимодействующими в момент обработки детали с фиксатором 12, установленным на станине. Инструмент 19 установлен в головке 17. смонтированной в корпусе 15, связанном с приводом штанги 29. На штанге расположены механизм останова головки в вертикальной плоскости, выполненный в виде пневмоцилиндра 32, шток которого связан с корпусом головки, что обеспечивает согласование положения осей верхнего и нижнего звеньев станка в одной плоскости. Крепление обрэбатывающего инструмента осуществляется при помощи сферического подшипника. Это позволяет инструменту самоустанавливаться по обрабатываемой детали, что соответствует схеме обработки свободным притиром. 2 ил. Ё /2 |СО рмжлчф СО о Iю ь
Фиг.2
| Станок для обработки сферических поверхностей оптических деталей | 1985 |
|
SU1281380A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
