Изобретение относится к станкостроению, касается изготовления режущего инструмента и может быть использовано для заточки фрез, имеющих радиусные режущие кромки.
Цель изобретения - повышение производительности обработки.
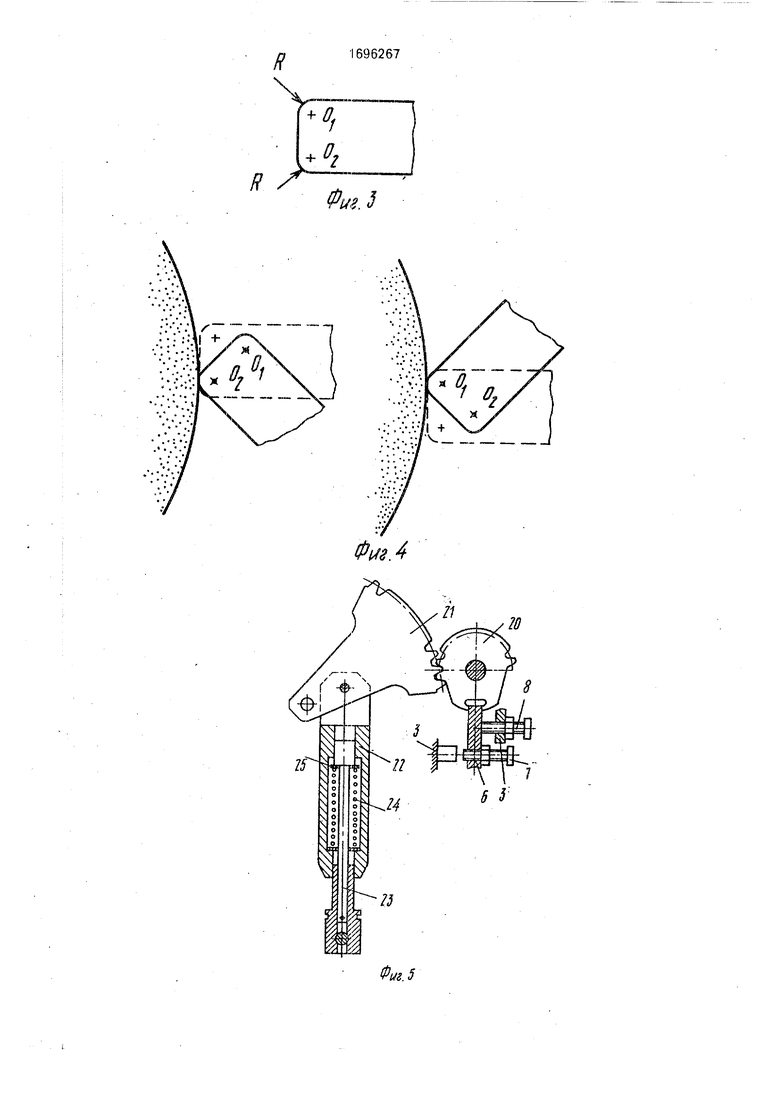
На фиг.1 изображено устройство в изо- метрии; на фиг.2 - приспособление для установки и базирования фрез, вид сверху; на фиг.З - профиль зуба обрабатываемой детали - фрезы; на фиг.4 -положение зуба фрезы в процессе обработки; на фиг.5 - положение деталей механизма переброса при обработке нижнего радиуса зуба; на фиг.6 - то же при обработке верхнего радиуса зуба.
Устройство содержит станину 1, в которой соосно установлены базовые оси 2 и 2, несущие суппорт 3, закрепленный на них с помощью клеммных зажимов 4. На суппорте 3 в центрах 5 расположена плита 6, крайние положения при качании которой ограничиваются упорами 7 и 8, установленными соответственно на плите 6 и суппорте 3. На плите 6 установлена базовая деталь - каретка 9 с возможностью поворота вокруг оси 10 с помощью толкателя 11, размещенного внутри оси 2. На каретке 9 размещен установочный штырь 12с возможностью горизонтального перемещения с помощью винта 13 в плоскости шлифовального круга 14, принадлежащего шлифовальной головке (не показана). Для фиксирования положения обрабатываемой фрезы 15, устанавливаемой на штырь 12, служат упругий прижим 16 и гайка 17.
На плите 6 установлена поворотная стойка 18, в которой с возможностью продольного (радиального) перемещения смон- тирована упорка 19, контактная поверхность которой опирается на зуб фрезы 15. Для фиксирования поворотной стойки 18 предусмотрен винт 19.
Механизм переброса плиты 6 в крайнее верхнее и нижнее положения состоит из пары зубчатых секторов 20 и 21, кривошипа 22, внутри которого размещен стержень 23 с предварительно сжатой пружиной 24, установленной между шайбами 25. Сектор 20 закреплен на поворотной оси 2 и с помощью паза (не показан) кинематически связан с плитой 6. Сектор 21 установлен на станине 1 посредством кронштейна 26 и сидит на оси 27. Кривошип 22 смонтирован на станине 1 с помощью того же кронштейна 26 и оси 28 и вторым концом связан с сектором 21.
На плите 6 закреплены возвратная пружина 29, вторым концом упирающаяся в каретку 9, а также упор 30, ограничивающий ее поворот.
Устройство работает следующим образом.
В исходном положении суппорт 3 и плита 6 находятся в горизонтальном (нейтральном) положении. Каретка 9 пружиной 29 поджата к упору 30. В таком положении вертикальная плоскость, проходящая через ось штыря 12, параллельно плоскости круга 14, перпендикулярна оси А качания суппорта 3.
0 При этом ближайшая образующая шлифовального круга 14 должна находиться на расстоянии R (радиуса заточки) от оси А, чего добиваются перемещением штыря 12 винтом 13. Толкатель 11 отведен от упора 31
5 каретки 9. Зуб обрабатываемой фрезы 15 упирается в контактную поверхность упор- ки 19. Упоры 7 и 8 отрегулированы так, чтобы каждый из центров От и Oz радиуса заточки при обработке находился поочередно на
0 оси А поворота суппорта 3.
От привода (не показан) через ось 2 жестко закрепленному на ней суппорту 3 сообщается качательное движение с амплитудой в 180°. Вначале опускания (поворота)
5 суппорта 3 находящаяся в центрах 5 плита 6 удерживается от поворота свободно сидящим на оси 2 сектором 20, повороту которого препятствует через сектор 21 предварительно сжатая пружина 24 криво0 шипа 22. При дальнейшем повороте суппорта 3 упор 8 соприкасается с плитой 6 (это положение соответствует совмещению центра 02 заточки зуба фрезы 15 с осью А), увлекая ее в совместный поворот с суппор5 том 3. С этого момента и до занятия суппортом 3 нижнего вертикального положения, а затем исходного положения происходит заточка (округление) одной стороны зуба фрезы 15. При этом при движе0 нии суппорта 3 в нижнее вертикальное положение увлекаемая им плита 6 поворачивает по часовой стрелке кинематически связанный с ней с помощью паза сектор 20, который через сектор 21 и кривошип 22 ниж5 ней шайбой 25 сжимает пружину 24. При движении суппорта 3 в исходное положение (нейтральное) пружина 24 через кривошип 22 и сектора 21 и 20 продолжает поджимать плиту 6 к упору 8. В нейтральном положении
0 суппорта 3 пружина 24 прижимает обе шайбы 25 к внутренним торцам кривошипа 22, замыкая усилие на себе.
При перемещении суппорта 3 вверх от нейтрального положения в начальный мо5 мент упор 8 отрывается от плиты 6, а затем суппорт 3 поджимается к упору 7, закрепленному на плите 6 (это положение соответствует совмещению центра От заточки зуба фрезы 15 с осью А), и принуждает плиту поворачиваться совместно. При этом сектор
20 поворачивается против часовой стрелки, заставляя сектор 21 опускать кривошип 22, а пружину 24 сжиматься между нижним внутренним торцом стержня 23 и верхним внутренним торцом кривошипа 22. С мо- мента поджима суппорта 3 к упору 7 и до занятия суппортом 3 вначале верхнего вертикального положения, а затем исходного положения происходит заточка (округление) второй стороны зуба фрезы 15, При движе- нии суппорта 3 в исходное (нейтральное) положение пружина 24 через кривошип 22 и сектора 21 и 20 продолжает поджимать плиту 6 к суппорту 3. Для полной заточки одного зуба с двух сторон требуется не- сколько качаний суппорта 3.
После окончания заточки одного зуба фрезы 15 происходит включение толкателя 11, который воздействием на упор 31 поворачивает каретку 9 вокруг оси 10 на угол, достаточный для захвата упоркой 19 следующего зуба фрезы 15, после чего толкатель 11 возвращается в исходное положение, а каретка 9 под воздействием пружины 29 поворачивается против часовой стрелки в исходное положение, определяемое настройкой упора 30. При этом ось фрезы 15 совершает движение по дуге окружности вокруг оси 10, а сама фреза 15 под воздействием упорки 19 поворачивается вокруг собственной оси. Суммирование этих двух движений обеспечивает такую траекторию перемещения зубаг выходящего на обработку, которая исключает его повреждение шлифовальным кругом 14.
Описанное устройство повышает производительность за счет увеличения степени его автоматизации и исключения ручного труда.
Формула изобретения
1.Устройство для заточки фрез, выполненное в виде станины, установленной на ней шлифовальной головки с приводом, размещенного с возможностью качания суппорта, установленного на последнем приспособления для установки и базирования фрезы с базовой деталью, установочным штырем и упоркой с контактной поверхностью, отличающееся тем, что, с целью повышения производительности обработки, устройство снабжено установленной на суппорте с возможностью поворота вокруг оси, параллельной основанию станины, плитой, размещенными по одному на суппорте и плите и предназначенными для фиксации крайних положений плиты упорами, механизмом переброса плиты в крайние положения и установленным на станине кривошипом с размещенным внутри него и в упругом контакте с ним несущим стержнем, при этом механизм переброса плиты выполнен в виде установленных в контакте друг с другом зубчатых секторов, один из которых размещен с возможностью поворота относительно оси качания суппорта и кинематически связан с плитой, а другой установлен на станине и кинематически связан с кривошипом.
2.Устройство поп.1,отличающее- с я тем, что базовая деталь выполнена в виде каретки, установленной на плите с возможностью поворота вокруг оси, перпендикулярной плоскости основания станины и расположенной а плоскости, проходящей через контактную поверхность упорки и ось установочного штыря.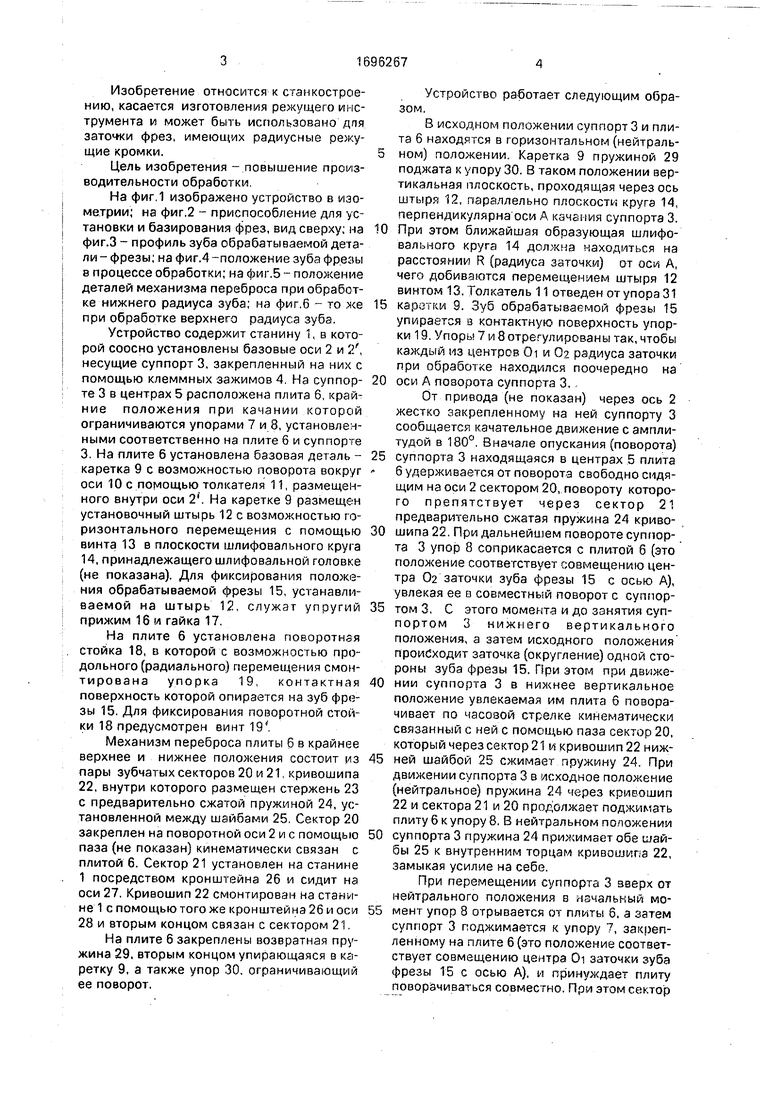

| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для заточки передних поверхностей винтовых зубьев концевых фрез | 1987 |
|
SU1516315A1 |
| Станок для заточки фрез | 1984 |
|
SU1248767A1 |
| Устройство для заточки многолезвийного инструмента | 1977 |
|
SU878505A1 |
| Станок для заточки боковых граней зу-бьЕВ пил | 1979 |
|
SU850337A1 |
| Устройство к металлорежущему станку для обработки фасонных поверхностей инструментов | 1986 |
|
SU1371875A1 |
| Станок для заточки концевого цилиндрического инструмента | 1989 |
|
SU1685688A1 |
| Станок для обработки фасонных изделий | 1979 |
|
SU856759A1 |
| СТАНОК ДЛЯ ЗАТОЧКИ ФРЕЗ | 1970 |
|
SU266616A1 |
| Полуавтомат для заточки червячных фрез | 1988 |
|
SU1565655A1 |
| Устройство для шлифования стружколомающих канавок на резцах | 1978 |
|
SU918033A1 |

Изобретение относится к станкостроению, касается изготовления режущего инструмента и может быть использовано для заточки фрез, имеющих радиусные режущие кромки. Цель изобретения - повышение производительности обработки. На станине 1 с возможностью поворота вокруг осей 2 и 2 установлен суппортЗ, На суппорте 3 в центрах 5 расположена плита 6. Амплитуда качания плиты 6 ограничена упорами 7 и 8. Каретка 9 может поворачи21 20 26 28 ваться вокруг оси 10 посредством толкателя 11. На установочном штыре 12 базируется затачиваемая фреза 15. Плита 6 перемещается в крайнее верхнее и нижнее положения посредством механизма переброса, состоя- щего из зубчатых секторов 20 и 21, кривошипа 22 со стержнем 23 и пружиной 24. Сектор 20 кинематически связан с плитой 6. Перемещением штыря 12 устанавливают радиус заточки. Вначале поворота суппорта 3 плита 6 неподвижна. При контакте упора 8 и плиты 6 последняя поворачивается вместе с суппортом 3. Происходит заточка одной стороны зуба фрезы. При перемещении суппорта 3 в верхнее положение плита 6 перемещается, взаимодействуя с упором 7. Пружины 24 сжимаются и происходит заточка второй стороны зуба фрезы 15. При движении суппорта 3 в исходное положение плита 6 поджата к суппорту 3 посредством пружины 24, кривошипа 22 и секторов 21 и 20. 1 з.п. ф-лы, 6 ил. Я К 16 13 10 Ф(П.1
23
W
Фиг 2
«5 O1
/
| Устройство для заточки многолезвийного инструмента | 1977 |
|
SU878505A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
