Изобретение относится к обработке. материалов резанием и может быть использовано при изготовлении изделий с винтовыми канавками, например специальных напильников, фрез и так далее на станках с ПУ (ЧПУ), Известен способ образования пазов канавок, при котором режущие кромки инструментов или обрабатываемую деталь по мере обработки разворачивают до получения нужной формы паза канавки . Недостаток этого способа - невозможность использования его при сбра€отке винтовых канавок на телах вращения с образующей произвольной формы червячной фрезой по методу обката Наиболее близким по технической сущности к изобретению является способ обработки зубчатых колес, при котором инструменту сообщают вращение и подачу вдоль оси заготовки, а заготовке сообщают вращение, согласованное с вращением инструмента, и подачу в направлении межосевого перпендикуляра 2 . Недостатком известного способа является невозможность обработки вин товых поверхностей на телах вращения произвольной формы. Цель изобретения - расширение тех нологических возможностей способа путем обработки многозаходных винтовых канавок на телах вращения с образукяцей произвольной формы. Цель достигается тем, что при способе обработки многозаходных винтовых канавок на телах вращения в условиях обката при скрещивающихся осях заготовки и инструмента, при котором инструменту сообщают подачу вдоль оси заготовки, которой задают подачу в направлении межосевого перпендикуляра, в процессе обработки осуществляют связанное с подачей заготовки в направлении межосевого перпендикуляра дополнительное вращение Q инструмента относительно оси, проходящей через точку контакта начальных поверхностей инструмента и заготовки и мгновенный центр кривизны образующей начальной поверхности заготовки с переменной скоростью определяемой зависимостью + Ц 1 Эн , где ( ( угол наклона винтовой линии на начальной поверхности заготовки, рад; () радиус окружности начальной поверхности заготовки,, мм; И - расстояние от базового торца заготовки до плоскости, проведенной через рассматриваемую точку винтовой линии перпендикулярно оси вращения заготовки, мм; SQ- подача инструмента вдоль оси вращения заготовки, мм/об. На фиг. 1 представлена схема обработки винтовых канавок, вид в плане; на фиг, 2 - разрез А-А на фиг.1. При обработке винтовых канавок 1 заготовку 2 с образующей 3 произвольной формы вращают с частотой п вокруг оси 1-1 и перемещают вдоль межосевогр перпендикуляра (расстояние j VV с подачей Sp . Одновременно с этим инструмент 4, сцепляющийся с заготовкой 2, вращают вокруг оси С частотой Пд , согласованной с частотой п вращения заготовки 2, и перемещают с подачей 5о вдоль оси I-I заготовки 2. В процессе обработки оси 1-1 н 11-11 вращения .заготовки 2 и инструмента 4 скрещиваются под углом ОС.. Радиус г начальной поверхности заготовки 2, а следовательно, и межосевое расстояние 3 vy в процессе обработки являются функцией расстояния Н от базового торца 5 заготовки 2 до плоскости Ш-Ш, проведенной через точку Р винтовой канавки 1, профилируемую в рассматриваемьй момент времени, перпендикулярно оси 1-Х вращения заготовки 2. Это означает, что угол |5 наклона винтовой канавки 1 на начальной поверхности детали 2 также является функцией расстояния Н, т.е. его величина изменяется вдоль оси Г-1- вращения заготовки 2. Для обеспечения необходимого переменного угла наклона винтовой обрабатываемой канавки 1 вектор р
311625554
скорости резания должен быть направ- ; выполняется, если межосевое расстоялен по 1 касательной к винтовой в рас-, ниесЗ изменяется в процессе обрасматриваемой точке Р. Это условие - ботки по закону.
П °C05|bw(-COs8c05(iyy С05 If i sin ОСл со5 у-CO5 f% w )
. cospv4 6in ot( )
Соответственно этому угол об скрещивания осей 1-1 и П-И вращения
(o)cQ5(3o4vC05y±4 w o« o/ f cosf3oVMoi at-cco6
co6y- rov,cos f3owcos y-cos / ow lw - PW ow соэ у r )
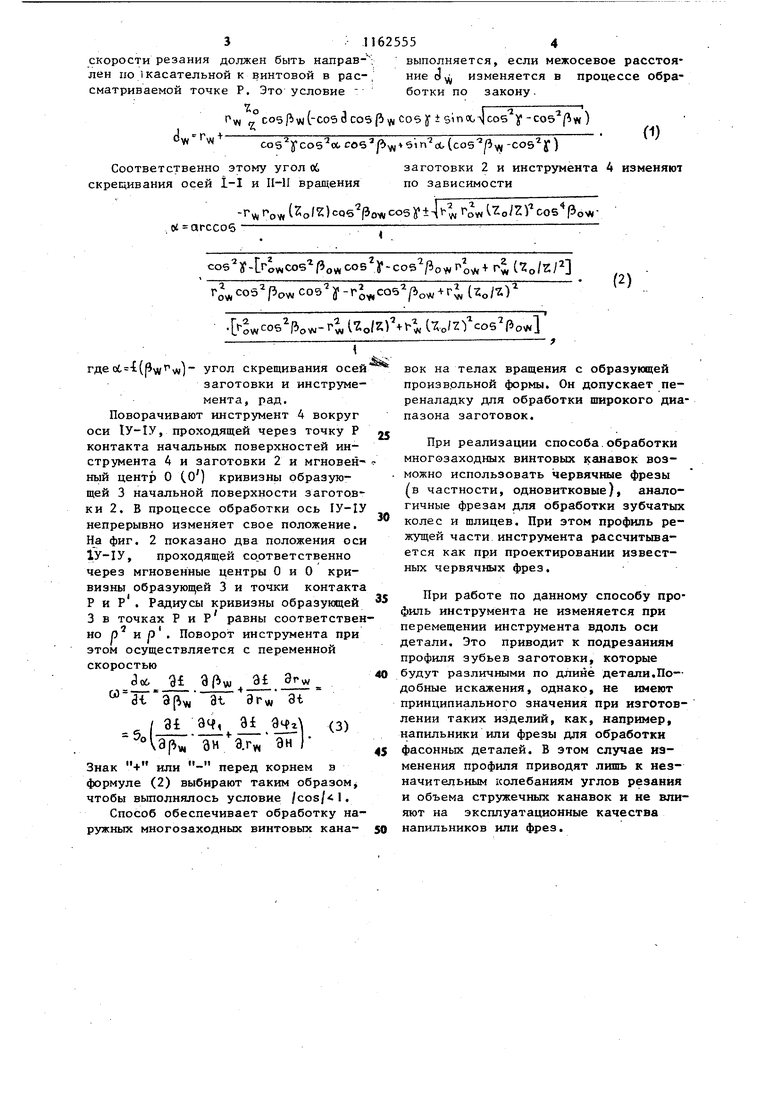
-owC06 /5ovM-r« Uo/)- где ( угол скрещивания осей заготовки и инструмемента, рад. Поворачивают инструмент 4 вокруг оси ly-IУ, проходящей через точку Р контакта начальных поверхностей инструмента 4 и заготовки 2 и мгновенный центр О со ) кривизны образующей 3 начальной поверхности заготов ки 2, В процессе обработки ось 1У-1У непрерывно изменяет свое положение. На фиг. 2 показано два положения оси 1У-1У, проходящей соответственно через мгновенные центры О и О кривизны образующей 3 и точки контакта Р и . Радиусы кривизны образующей 3 в точках Р и Р равны соответствен но р к р . Поворот инструмента при этом осуществляется с переменной скоростью i Л .- at с (iL - з) . ан э.ги ан г н ЗН а.Г, Знак Ч или - перед корнем в формуле (2) выбирают таким образом чтобы выполнялось условие /cos/ I. Способ обеспечивает обработку наружных многозаходных винтовых каназаготовки 2 и инструмента 4 изменяют по зависимости
(2) вок на телах вращения с образующей произвольной формы. Он допускает переналадку для обработки широкого диапазона заготовок. При реализации способа.обработки многозаходных винтовых канавок возможно использовать червячные фрезы (в частности, одновитковые), аналогичные фрезам для обработки зубчатых колес и щлицев. При этом профиль режущей части инструмента рассчитывается как при проектировании известных червячных фрез. При работе по данному способу профиль инструмента не изменяется при перемещении инструмента вдоль оси детали. Это приводит к подрезаниям профиля зубьев заготовки, которые будут различными по длине детали.Подобные искажения, однако, не имеют принципиального значения при изготовлении таких изделий, как, например, напильники или фрезы для обработки фасонных деталей. В этом случае иэменения профиля приводят лишь к незначительным колебаниям углов резания и объема стружечных канавок и не влияют на эксплуатационные качества напильников или фрез. -LjiРиг. 1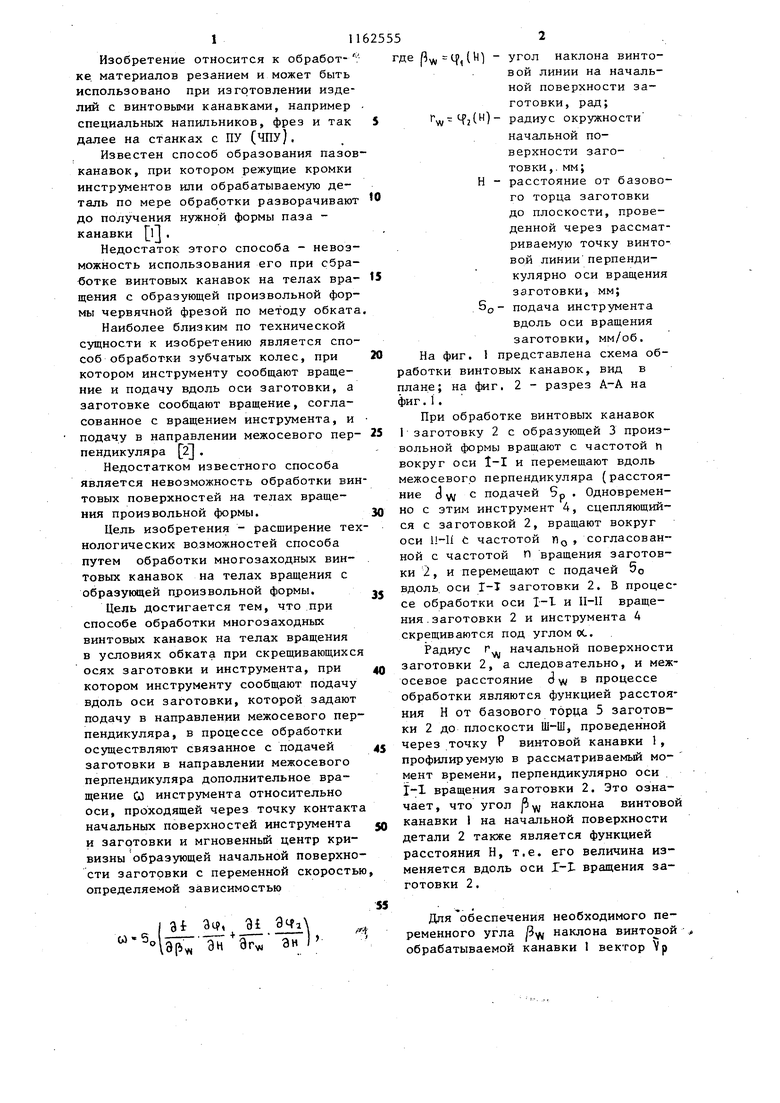
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2013 |
|
RU2539281C1 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2542040C2 |
| Способ обработки зубчатых колес иуСТРОйСТВО для ОбРАбОТКи зубчАТыХКОлЕС | 1979 |
|
SU841820A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2518818C2 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2446923C1 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС ШЕВИНГОВАНИЕМ-ПРИКАТЫВАНИЕМ | 2008 |
|
RU2369469C1 |
| СБОРНЫЙ ГИПЕРБОЛОИДНЫЙ ЧЕРВЯЧНЫЙ ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ, СМЕННЫЕ ПОВОРОТНЫЕ НЕПЕРЕТАЧИВАЕМЫЕ РЕЖУЩИЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ И СПОСОБ ИХ ЭКСПЛУАТАЦИИ | 2014 |
|
RU2634565C2 |
| Способ нарезания плоских зубчатых колес цилиндро-конических передач и червячная фреза для его осуществления | 1980 |
|
SU944825A1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ВИНТОВ | 2006 |
|
RU2306201C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ | 2006 |
|
RU2306202C1 |
СПОСОБ ОБРАБОТКИ МНОГОЗАXOflfJblX ВИНТОВЫХ КАНАВОК НА ТЕЛАХ ВРАЩЕНИЯ в условиях обката при скрещивающихся осях инструмента и заготовки, при котором инструменту сообщают подачу вдоль оси заготовки, которой задают подачу в направлении межосевого перпендикуляра, отличающийся тем, что, с целью расширения технологических возможностей способа путем обработки многозаходных винтовых канавок на телах вращения с образующей произвольной формы, в процессе обработки осуществляют связанное с подачей заготовки в направлении межосевого 13 перпендикуляра дополнительное вращение инструмента относительно оси, проходящей через Точку контакта начальных поверхностей инструмента и заготовки и мгновенный центр кривизны образукндей начальной поверхности заготовки с переменной скоростью, определяемой зависимостью 1L +Ji. СО 5, аи аг„ ан 1 где р С{,{Н) - угол наклона винтотовой линии на начальной поверхности детаг ли, рад; fvy) 2( радиус окружности начальной поверхности . заготовки, мм; Н - рассточние от базового торца заготовки до плоскости, проведенной через рассматриваемую точку винтовой линии перпенди кулярно оси заготовКИ у ММу о подача инструмента вдоль оси заготовки, мм/об.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ОБРАЗОВАНИЯ ПАЗОВ-КАНАВОК | 0 |
|
SU217896A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Производство зубчатых колес | |||
| Справочник под ред.Тайца Б.А., М., Машиностроение, 1975, с | |||
| Способ обработки грубых шерстей на различных аппаратах для мериносовой шерсти | 1920 |
|
SU113A1 |
