I
изобретение относится к найке, в частности к устройствам для безфлюсовой пайки трубопроводов.
известно устройство для пайки трубопроводов, в котором нагрев производится индуктором, расположенным внутри разъемного корпуса 1. Для занлиты паяемого стыка в корпус вдувается инертный газ, который охлаждает некоторые участки паяемого стыка.
Недостатком индукционного нагрева трубопроводов является трудность соблюдения температурного режима и неравномерность нагрева соединения из-за попадания на него струи инертного газа.
Известно также устройство для бесфлюсовой пайки трубопроводов, содержащее медный разъемный корпус, внутри которого установлены два ниобиевых нагревательных элемента, токопровод и трубки для подачи защитного газа 2.
Узел подачи газа изготовлен из стальной трубки, вмонтированной в отверстие боковой стенки корпуса нагревателя, с наружной стороны трубки имеется штуцер для подсоединения шланга. Внутренний конец
трубки направлен в сторону нагревательного элемента. Защитный газ (аргон), подаваемый на проток из ц ланга через штуцер в трубку устройства, поступает непосредственно на нагревательный элемент. Аргон заполняет всю внутреннюю рабочую зону нагревателя, защищая от окисления паяе.мый стык, припой и ниобиевые нагревате,тьныеэлементы. Данное устройство позволяет осуществить пайку трубопроводов диаметром до 42 мм.
Однако струя аргона из трубхи устройства, подаваемая на нагревательный элемент, захолаживает его, что ухудшает равномерность нагрева стыка; кроме того, применяющаяся схема подачи защитного газа не исключает подсоса воздуха во внутреннюю по5лость нагревателя через неплотности в корпусе, что вызывает окисление нагревательных элементов с изменением их характеристик и преждевременный выход из строя.
Для увеличения долговечности нагре0вательных элементов и устранения неравномерности нагрева соединений трубопроводов в нагревателе в процессе пайки предлагаемое устройство снабжено распылителем с
радиальным расположением отверстий по его периметру, установленным на трубках для подачи защитного газа на уровне торца соответствующего нагревательного элемента.
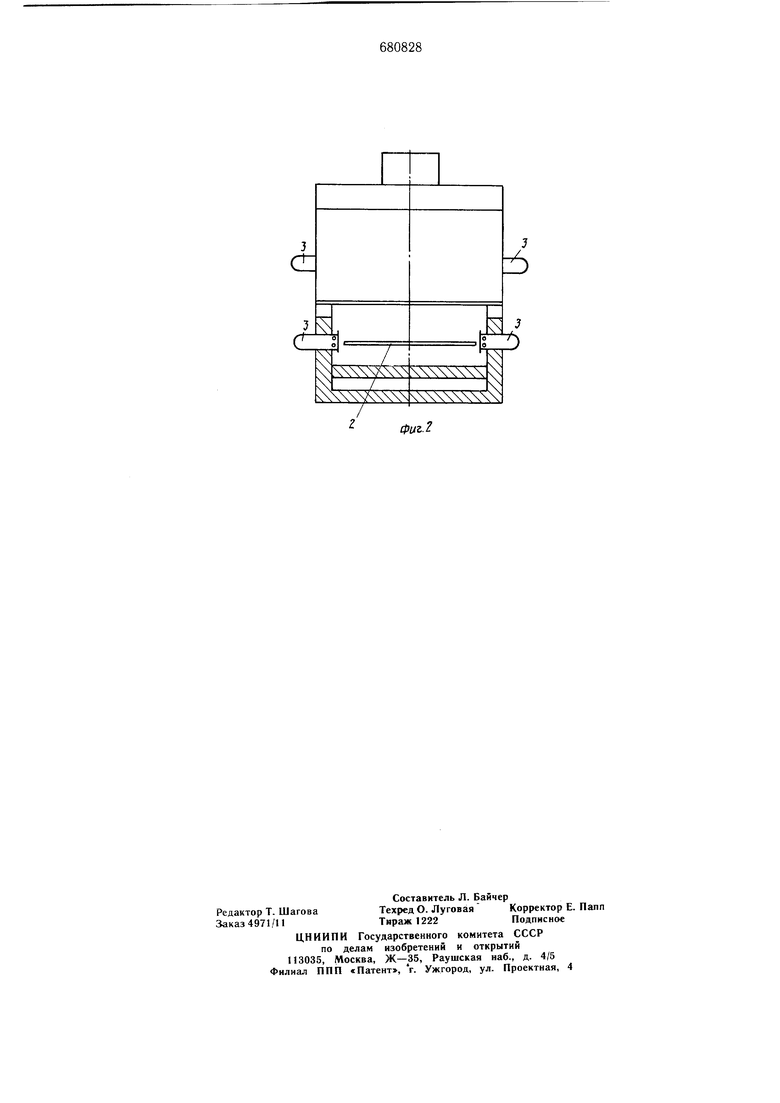
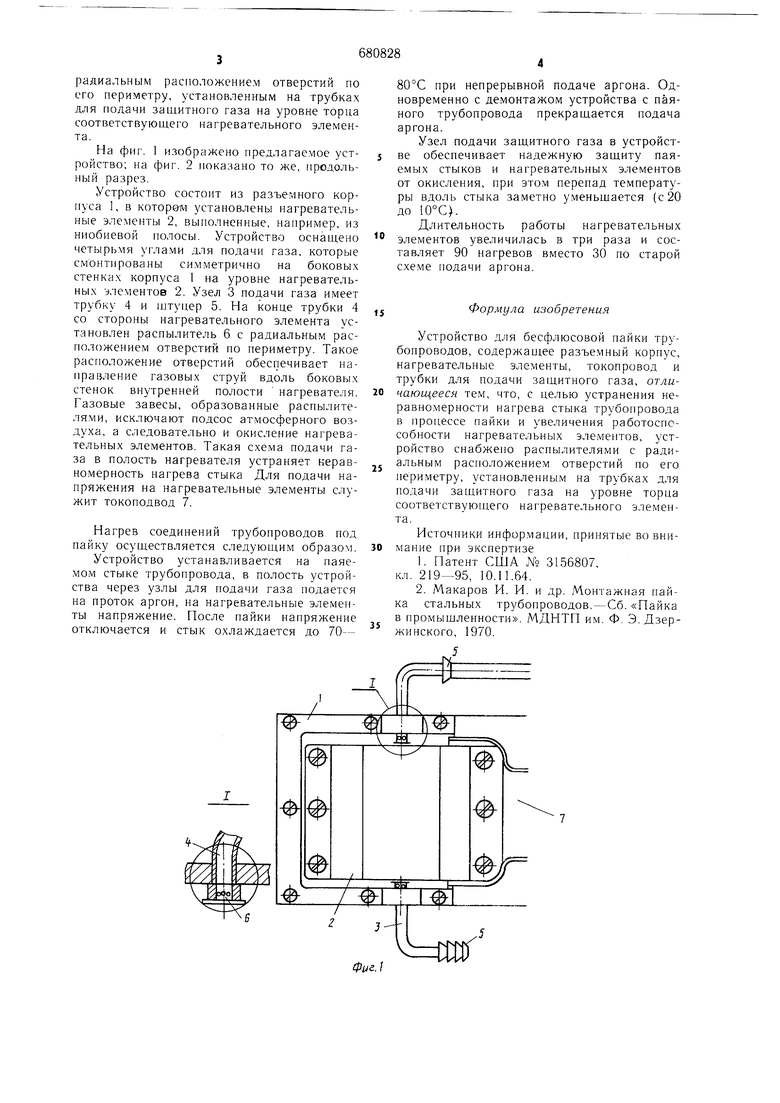
На фиг. 1 изображено предлагаемое устройство; на фиг. 2 показано то же, продольный разрез.
Устройство состоит из разъе.много корпуса , в которе-м установлены нагревательные элементы 2, выполненные, например, из ниобиевой полосы. Устройство оснащено четырьмя углами для подачи газа, которые смонтированы симметрично на боковых стенка.х корпуса 1 на уровне нагревательных элементов 2. Узел 3 подачи газа имеет трубку 4 и штуцер 5. На конце трубки 4 со стороны нагревательного элемента установлен распылитель 6 с радиальным расположением отверсти й по периметру. Такое расположение отверстий обеспечивает направление газовых струй вдоль боковых стенок внутренней полости нагревателя. Газовые завесы, образованные распылителями, исключают подсос атмосферного воздуха, а следовательно и окисление нагревательных элементов. Такая схема подачи газа в полость нагревателя устраняет неравномерность нагрева стыка Для подачи напряжения на нагревательные элементы служит токоподвод 7.
Нагрев соединений трубопроводов под пайку осуществляется следующим образом.
Устройство устанавливается на паяемом стыке трубопровода, в полость устройства через узлы для подачи газа подается на проток аргон, на нагревательные элементы напряжение. После пайки напряжение отключается и стык охлаждается до 70-
80°С при непрерывной подаче аргона. Одновременно с демонтажом устройства с паяного трубопровода прекращается подача аргона.
Узел подачи защитного газа в устройстве обеспечивает надежную защиту паяемых стыков и нагревательных элементов от окисления, при этом перепад температуры вдоль стыка заметно уменьшается (с 20 до 10°С
Длительность работы нагревательных элементов увеличилась в три раза и составляет 90 нагревов вместо 30 по старой схеме подачи аргона.
Формула изобретения
Устройство для бесфлюсовой пайки трубопроводов, содержащее разъемный корпус, нагревательные элементы, токопровод и трубки для подачи защитного газа, отличающееся тем, что, с целью устранения неравномерности нагрева стыка трубопровода в процессе пайки и увеличения работоспособности нагревательных элементов, устройство снабжено распылителями с радиальным расположением отверстий по его периметру, установленным на трубках для подачи защитного газа на уровне торца соответствующего нагревательного элемента.
Источники информации, принятые во внимание при экспертизе
1.Патент США № 3156807, кл. 219-95, 10.11.64.
2.Макаров И. И. и др. Монтажная пайка стальных трубопроводов.-Сб. «Пайка в иромыщленности. ААДНТП им. Ф. Э. Дзержинского, 1970.
фцг.1
Фиг..
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для бесфлюсовой пайки трубопроводов | 1986 |
|
SU1329928A1 |
| Устройство для пайки тройниковых соединений трубопроводов | 1983 |
|
SU1207671A1 |
| СПОСОБ МОНТАЖНОЙ ПАЙКИ ТИТАНОВЫХ ТРУБОПРОВОДОВ | 1997 |
|
RU2119415C1 |
| Микропаяльник для бесфлюсовой пайки | 1986 |
|
SU1360929A1 |
| Контейнер для пайки в активной газовой среде | 1983 |
|
SU1147529A1 |
| Установка для бесфлюсовой пайки микрополосковых плат | 1986 |
|
SU1353588A1 |
| У^.ТРОЙСТВО ДЛЯ ПАЙКИ | 1973 |
|
SU365220A1 |
| УСТРОЙСТВО ДЛЯ ДОПОЛНИТЕЛЬНОЙ ГЕРМЕТИЗАЦИИ МУФТОВЫХ И КОНИЧЕСКИХ ТРУБНЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2012 |
|
RU2499876C1 |
| Установка для пайки в защитной среде электротехнических изделий | 1979 |
|
SU870028A1 |
| Способ автовакуумной пайки | 1979 |
|
SU816710A1 |