Изобретение относится к сварочной технике, в частности к установкам для диффузионной сварки в вакууме коротких труб внахлестку из разнородных материалов, которые практически не поддаются сварке плавлением, например такие трубчатые соединения как титан-сталь, цирконий-сталь и т.д.
Известные установки для диффузионной сварки в вакууме позволяют сваривать короткие трубы (втулки) внахлестку только по схеме создания сварочного сдавливаиия между свариваемыми поверхностями за счет разности коэффициентов термического расширения (КТР) свариваемых материалов, когда втулка с большим КТР помещается внутрь втулки с меньшим КТР, например втулка из нержавеющей стали типа 18-8 помещается во втулку из титанового сплава марки ВТ-1.
Однако такая схема с точки зрения работоспособности сварного соединения неоптимальна, т. к. при охлаждении заготовки в сварном соединении возникают весьма значительные радиальные отрывные напряжения, которые при толщине стенок свыше 1,5-2 мм часто приводят к потере герметичности сварного соединения уже на стадии охлаждения после сварки.
Более оптимальна схема диффузионного сварного соединения, когда втулка из материала с меньшим КТР вставляется внутрь втулки из материала с большим КТР, но она требует принудительной радиальной раздачи внутренней втулки для устранения образующегося при нагреве между втулками зазора и создания сварочного сдавливания между свариваемыми поверхностями втулок.
Такая схема диффузионной сварки коротких труб внахлестку известна (см. а.с. 202404, МПК В 23 К 20/14, 1967 г.).
По этому авторскому свидетельству сваривались трубы по резьбе, при этом внутреннюю втулку из циркония, имеющего меньший КТР, запрессовывают во втулку из нержавеющей стали при помощи конусного дорна, перемещаемого по внутренней втулке при температуре диффузионной сварки (≈900oС). В результате запрессовки конусного дорна внутренняя резьбовая втулка раздается на 1-1,5 мм на сторону, что позволяет выбрать механический зазор в резьбе, а также термический зазор, образовавшийся в результате более чем трехкратной разницы в КТР между нержавеющей сталью Х18Н10Т (КТР=17,8•10-6/oC) и циркониевым сплавом с 2,5% Nb (КТР=5,6•10-6/oC), а также позволяет обеспечить требуемую величину сварочного сдавливания свариваемых поверхностей.
Схема диффузионной сварки трубчатых переходников внахлестку с применением конусного дорна для создания сварочного сдавливания не нашла широкого распространения из-за того, что для ее осуществления необходим большой ход силового штока, а все известные установки для диффузионной сварки в вакууме имеют рабочий ход всего 1-2 см из-за малого хода сильфона, обеспечивающего силовому штоку подвижное вакуумное уплотнение.
Также известна схема диффузионной сварки трубчатых переходников внахлестку с использованием роликового раскатника (см. а.с. 677851, МПК В 23 К 20/14, 1979 г.).
При этой схеме диффузионной сварки свариваемые втулки собирают внахлестку, помещают сборку в вакуум и нагревают до температуры диффузионной сварки, после чего вводят по внутреннюю втулку вращающийся роликовый раскатник, у которого описанная вокруг роликов окружность должна превышать внутренний диаметр раскатываемой втулки на 1-3 мм в зависимости от схемы сборки и рельефа свариваемых поверхностей (гладкие, резьбовые и т.д.).
Известны роликовые раскатники, но не известны вакуумные установки для диффузионной сварки коротких труб внахлестку, в которых можно было бы устанавливать и закреплять заготовку из собранных труб, нагревать их и дистанционно развальцовывать стенку внутренней трубы при температуре диффузионной сварки, обеспечивая при этом необходимое усилие сдавливания между свариваемыми поверхностями.
Все известные вакуумные установки для диффузионной сварки не позволяют сваривать короткие трубы внахлестку, т.к. в конструкциях этих установок отсутствуют устройства для создания сварочного сдавливания между свариваемыми поверхностями труб, собранных внахлестку.
Известна установка для диффузионной сварки в вакууме, которая содержит вакуумную камеру с системой обеспечения разрежения, высокочастотный нагреватель, силовой шток и упор, к которому силовым штоком поджимают свариваемые детали (см. Н.Ф.Казаков. Диффузионная сварка материалов. М.: Машиностроение, 1976 г., стр. 90-91).
Эта однопостовая установка для диффузионной сварки не приспособлена для диффузионной сварки коротких труб внахлестку.
Задачей, на решение которой направлено заявляемое изобретение, является создание установки для диффузионной сварки в вакууме коротких труб внахлестку, в которой сварочное сдавливание свариваемых поверхностей труб должно осуществляться за счет роликовой раскатки внутренней трубы на длине нахлестки с одновременным обеспечением в процессе раскатки опоры для стенки наружной трубы таким образом, чтобы свариваемые поверхности труб последовательно сдавливались между неподвижной кольцевой опорой и вращающимися раскатными роликами.
Технический результат заключается в том, что нагретая до температуры диффузионной сварки заготовка медленно продавливается через узкий кольцевой зазор между неподвижной кольцевой опорой с внутренним диаметром, равным наружному диаметру заготовки, и вращающихся внутри кольцевой опоры раскатных роликов. При этом диаметр описанной вокруг раскатных роликов окружности устанавливают на 1-3 мм больше внутреннего диаметра заготовки, что создает необходимое сдавливание свариваемых поверхностей при температуре диффузионной сварки.
В результате этого процесса происходит раскатка внутренней трубы, которая постепенно раздается в диаметре по винтовой линии, точечно деформируясь совместно с наружной трубой в каждый момент под раскатными роликами преимущественно в трех точках, например при трехроликовом раскатнике. Наличие кольцевой опоры позволяет уменьшить толщину стенки наружной трубы и сократить время нагрева и охлаждения заготовки, что в итоге повышает производительность установки, уменьшает в десятки раз усилие на штоке, снижает вес наружной трубы и общее потребление электроэнергии, а также повышает качество диффузионной сварки за счет интенсивной точечной деформации свариваемых поверхностей.
Указанный технический результат достигается тем, что в известной установке для диффузионной сварки трубчатых переходников, включающей в себя вакуумную камеру с системой обеспечения разрежения, высокочастотный нагреватель с источником питания и опору с инструментом для сдавливания свариваемых поверхностей;
- над нагревателем соосно с ним закреплена кольцевая опора в виде сменного кольца с внутренним диаметром, равным наружному диаметру свариваемой заготовки переходника, а над кольцом соосно с ним установлен роликовый раскатник с расположением сменных раскатных роликов внутри кольца, а под вакуумной камерой соосно с кольцевой опорой установлен подъемник с выходом штока в камеру на высоту до верхнего торца нагревателя, при этом на торце штока установлена сменная подставка для установки и закрепления свариваемой заготовки переходника;
- кроме того, диаметр описанной вокруг раскатных роликов окружности установлен на 1-3 мм больше внутреннего диаметра свариваемой заготовки переходника;
- кроме того, раскатные ролики установлены на концах свободно вращающихся штанг;
- кроме того, между кольцевой опорой и нагревателем установлен смещаемый в сторону тепловой экран;
- кроме того, сменная подставка закреплена на опорном стержне, выполненном наборным из колец, на торцевых поверхностях которых нанесено теплоизолирующее покрытие;
- кроме того, подъемник выполнен с механическим приводом;
- кроме того, подъемник выполнен с гидравлическим приводом.
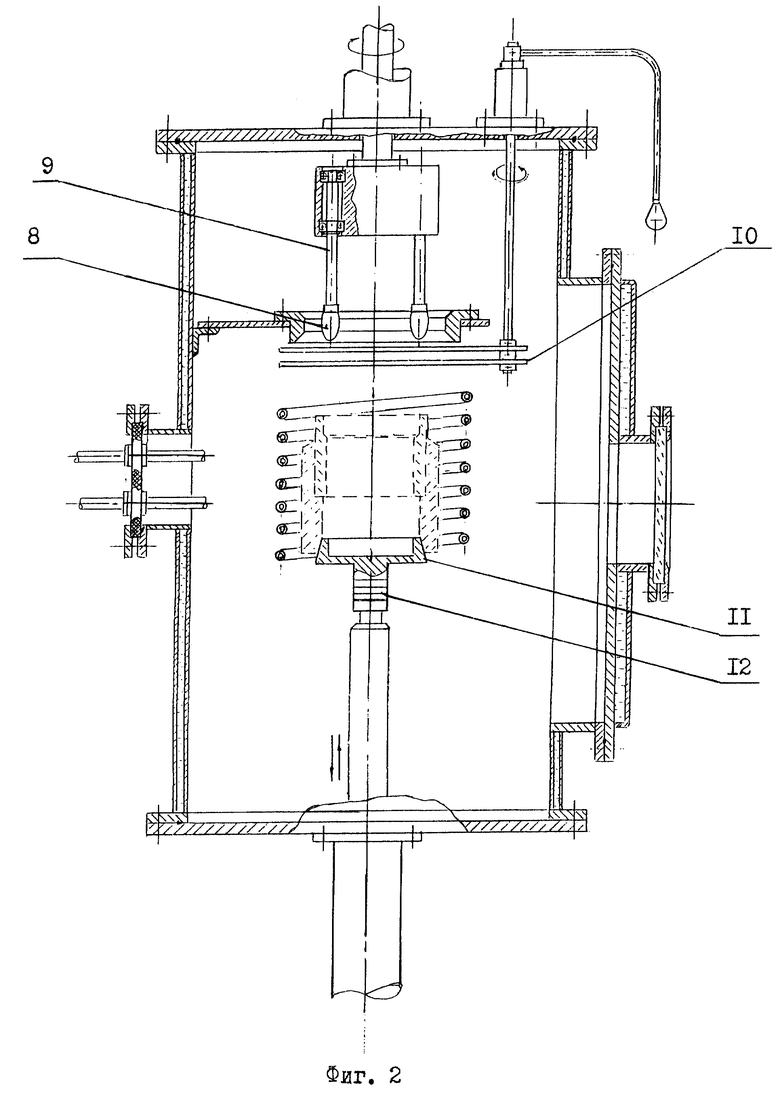
Сущность изобретения поясняется чертежами, где на фиг.1 показана установка для диффузионной сварки, когда подъемник установлен в крайнем нижнем положении, позволяющем легко устанавливать на сменную подставку свариваемую заготовку.
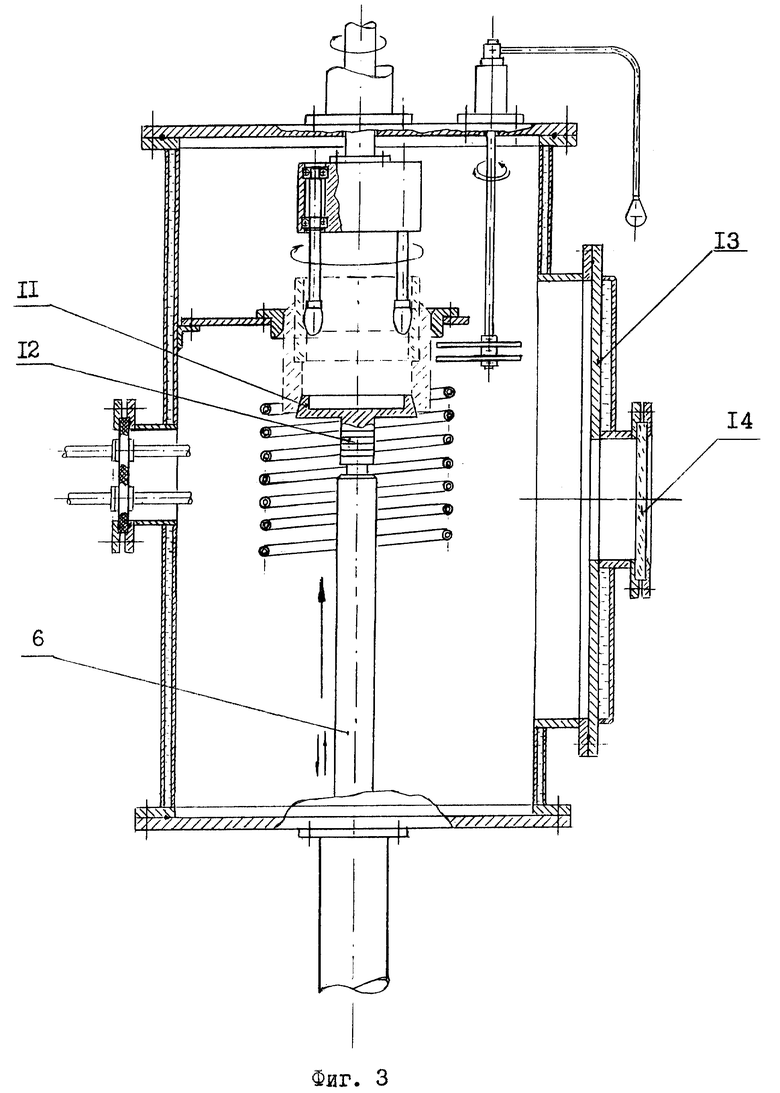
На фиг.2 показано положение заготовки, которую подъемник поднял и ввел в высокочастотный нагреватель для нагрева до температуры диффузионной сварки, а на фиг.3 показано положение нагретой заготовки переходника, которую подъемник движением вверх продавливает в кольцевой зазор между раскатными роликами вращающегося раскатника и неподвижной кольцевой опорой, при этом тепловой экран смещен в сторону.
Установка для диффузионной сварки внахлестку трубчатых переходников содержит вакуумную камеру 1 с системой обеспечения разряжения (не показана), высокочастотный нагреватель 2 с источником питания (не показан), роликовый раскатник 3, закрепленный на конце приводного вала 4, кольцевую опору 5, подъемник 6, привод подъемника 7, раскатные ролики 8 на длинных штангах 9, тепловой экран 10, сменную подставку 11 под свариваемую заготовку, опорный стержень 12 подставки 11 для свариваемой заготовки, люк 13 для загрузки и выгрузки свариваемой заготовки и смотровое окно 14.
Боковые стенки вакуумной камеры 1 выполнены водоохлаждаемыми, что способствует быстрому охлаждению сваренной заготовки и повышает производительность установки. Высокочастотный нагреватель 2 установлен над дном вакуумной камеры 1 на высоте, превышающей высоту свариваемой заготовки, что упрощает и облегчает установку свариваемой заготовка на сменную подставку, особенно тяжелую заготовку из труб большого диаметра. Роликовый раскатник 3 с раскатными роликами 8 на длинных штангах 9 установлен под верхним фланцем камеры 1 соосно подъемнику 6 и соосно со сменным опорным кольцом. Роликовый раскатник 3 в сочетании с опорным кольцом 5 образует кольцевую щель, через которую подъемник 6 продавливает горячую заготовку. Ширина щели на 0,5-1,5 мм меньше суммарной толщины свариваемых стенок заготовки, что обеспечивает сварочное сдавливание свариваемых поверхностен. Роликовый раскатник 3 крепится к приводному валу 4 с обеспечением центровки, что позволяет легко менять раскатники в зависимости от габаритов свариваемых труб. Подъемник 6 с приводом 7 может иметь механический привод, например, типа винт-гайка или реечный. При этом длина рабочего хода штока выбирается таким образом, чтобы торец штока подъемника мог достигать верхнего торца высокочастотного нагревателя, что позволяет продавливать нагретую заготовку через кольцевую щель между кольцевой опорой и раскатными роликами вращающегося раскатника на всю длину свариваемой нахлестки.
На торце штока 6 устанавливается преимущественно на резьбе сменная подставка 11 с опорным стержнем 12, выполненным в виде набора колец, торцы которых покрыты теплоизолирующнм покрытием, например в виде плазменного напыления из окиси хрома, что позволяет защитить от перегрева шток 6 подъемника 7 и исключить его тепловое заклинивание в направляющей втулке, установленной на выходе из корпуса привода подъемника 7.
Сменная подставка 11 выполнена с конусной боковой посадочной поверхностью, которая в сочетании с конусной посадочной поверхностью заготовки обеспечивает закрепление заготовки на штоке и ее центровку относительно оси штока.
Раскатные ролика 8, установленные на концах длинных штанг 9, выполнены сменными, что позволяет менять диаметр описанный вокруг них окружности в диапазоне до 80 мм только за счет перемены рабочих диаметров раскатных роликов.
Для защиты раскатника 3 от перегрева в результате инфракрасного излучения, исходящего от нагреваемой заготовки, между высокочастотным нагревателем и раскатником установлен тепловой экран 10 на поворачивающемся валу, рукоятка поворота которого выведена за пределы камеры 1 на высоте, удобной для оператора-сварщика и не мешающей открытию люка 13. Габариты люка 13 выполнены таким образом, что позволяют легко устанавливать и снимать сваренную заготовку, а также менять съемную подставку 11 и раскатник 3. Большое смотровое стекло 14 позволяет относительно легко контролировать процесс нагрева и раскатки внутренней трубы заготовки.
Установка работает следующим образом.
Обезжиренные и собранные втулки заготовки переходника через люк 13 устанавливают на сменную подставку 11, закрывают люк 13 и создают в камере рабочее разрежение, например, 5•10-6 мм ртутного столба, после этого включают подъем штока 6 до тех пор, пока заготовка полностью не войдет в высокочастотный нагреватель 2. После этого подъем штока останавливают, включают высокочастотный нагрев и греют заготовку до температуры диффузионной сварки.
Температуру нагрева контролируют с помощью термопары, закрепленной на заготовке, или с помощью пирометра, установленного вне камеры у смотрового окна 14.
После нагрева заготовки до температуры диффузионной сварки отводят в сторону тепловой экран 10 и включают подъем штока 6 с нагретой до температуры диффузионной сварки заготовкой. Одновременно с подъемом штока 6 включают вращение роликового раскатника 3. Диаметр описанной окружности вокруг раскатных роликов выбирают на 1-3 мм больше внутреннего диаметра раскатываемой трубы в зависимости от зазоров в нахлестке, образующихся при сборке и нагреве. При этом внутренний диаметр опорного кольца устанавливают равным наружному диаметру заготовки при температуре сварки.
Шток 6 подъемника 7, движущийся со скоростью 0,1-0,2 мм на один оборот раскатника 3, продавливает заготовку через кольцевую щель между кольцевой опорой 5 и раскатными роликами 8 вращающегося раскатника 3. Это продавливание обеспечивает сдавливание свариваемых поверхностей нахлестки и образование диффузионного сварного соединения.
После сварки привод штока 6 переключают на движение вниз.
Движение силового штока вниз прекращают, когда заготовка полностью окажется в охлаждаемом водой высокочастотном индукторе, что ускорит процесс ее охлаждения. Охладив заготовку примерно до 300oС, ее опускают в нижнее положение, показанное на фиг.1. В камеру напускают воздух и с помощью теплоизолирующнх рукавиц извлекают из камеры сваренную заготовку, а на ее место устанавливают новую заготовку и процесс сварки повторяют.
Установка позволяет сваривать переходники из коротких труб внахлестку в широком диапазоне диаметров: от 80 до 450 мм. Достигается это за счет смены раскатника или замены диаметров раскатных роликов, а также сменной подставки, а при необходимости и высокочастотного индуктора, если габариты свариваемой заготовки не будут входить в высокочастотный нагреватель или будут слишком малы для его диаметра.
Установка для диффузионной сварки с вакуумной камерой, например диаметром 700 мм, позволяет сваривать за смену 6-8 заготовок, собранных внахлестку.
Установка проста в изготовлении и обслуживании, повышает производительность труда и качество сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОДНОПОСТОВАЯ УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ В ВАКУУМЕ КОРОТКИХ ТРУБ ВНАХЛЕСТКУ | 2001 |
|
RU2183541C1 |
| ПОЛУАВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ ТРУБЧАТЫХ ЗАГОТОВОК | 2001 |
|
RU2188107C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ТРУБ ВНАХЛЕСТКУ | 1999 |
|
RU2164198C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ПЕРЕХОДНИКОВ ЦИРКОНИЙ-СТАЛЬ | 2004 |
|
RU2268125C1 |
| РОЛИКОВЫЙ РАСКАТНИК ДЛЯ ДИФФУЗИОННОЙ СВАРКИ РАЗНОРОДНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2001 |
|
RU2182062C1 |
| РОЛИКОВЫЙ РАСКАТНИК ДЛЯ СОЗДАНИЯ СВАРОЧНОГО ДАВЛЕНИЯ ПРИ ДИФФУЗИОННОЙ СВАРКЕ ТРУБ | 2000 |
|
RU2169651C1 |
| ТРЕХРОЛИКОВЫЙ РАСКАТНИК ДЛЯ СОЗДАНИЯ СВАРОЧНОГО ДАВЛЕНИЯ ПРИ ДИФФУЗИОННОЙ СВАРКЕ ТРУБ ВНАХЛЕСТКУ | 1999 |
|
RU2164463C1 |
| РОЛИКОВЫЙ РАСКАТНИК ДЛЯ СОЗДАНИЯ СВАРОЧНОГО ДАВЛЕНИЯ ПРИ ДИФФУЗИОННОЙ СВАРКЕ ТРУБ ВНАХЛЕСТКУ | 1999 |
|
RU2164197C1 |
| ОДНОРОЛИКОВЫЙ РАСКАТНИК ДЛЯ ДИФФУЗИОННОЙ СВАРКИ ТРУБ | 2005 |
|
RU2294270C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ПЕРЕХОДНИКОВ ИЗ ЦИРКОНИЕВЫХ И СТАЛЬНЫХ ВТУЛОК | 2004 |
|
RU2263015C1 |
Установка может быть использована при сварке разнородных материалов, которые не поддаются сварке плавлением, например, трубчатые соединения титан-сталь, цирконий-сталь. Опора установки выполнена в виде сменного кольца с внутренним диаметром, равным наружному диаметру свариваемого переходника, и закреплена над нагревателем соосно с ним. Над кольцом соосно с ним установлен роликовый раскатник с расположением сменных раскатных роликов внутри кольца. Под камерой соосно с опорой установлен подъемник с выходом его штока в камеру на высоту до верхнего торца нагревателя. На торце штока установлена сменная подставка для установки и закрепления свариваемого переходника. Сменная подставка закреплена на опорном стержне, выполненном наборным из колец, на торцевые поверхности которых нанесено теплоизолирующее покрытие. Подъемник может выполняться с механическим или гидравлическим приводом. Установка проста в изготовлении и обслуживании, повышает производительность труда и качество сварки. 6 з.п. ф-лы, 3 ил.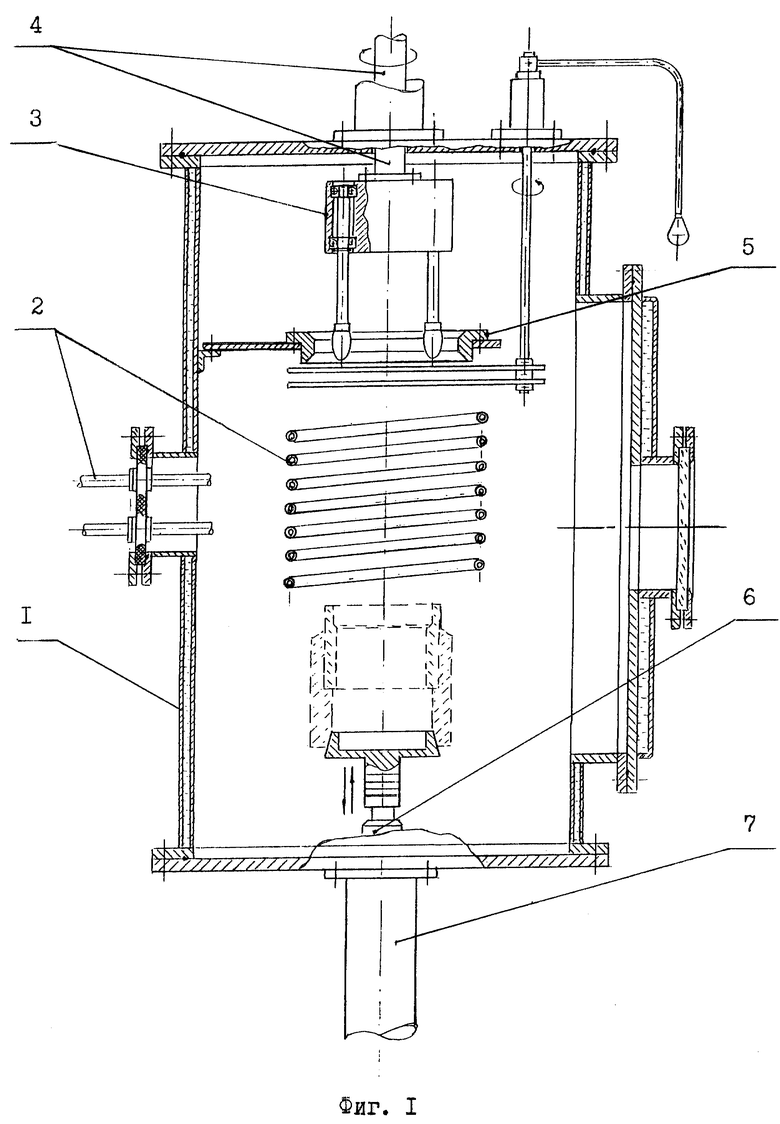
| КАЗАКОВ Н.Ф | |||
| Диффузионная сварка материалов | |||
| - М.: Машиностроение, 1976, с | |||
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
| Установка для сварки давлением | 1986 |
|
SU1324804A1 |
| РОЛИКОВЫЙ РАСКАТНИК ДЛЯ СОЗДАНИЯ СВАРОЧНОГО ДАВЛЕНИЯ ПРИ ДИФФУЗИОННОЙ СВАРКЕ ТРУБ ВНАХЛЕСТКУ | 1999 |
|
RU2164197C1 |
| УСТРОЙСТВО ДЛЯ ВВЕДЕНИЯ КИНЕМАТИЧЕСКИХ ПОПРАВОК | 1966 |
|
SU216968A1 |
| US 5165591, 24.11.1992. | |||

