со
ОР
Изобретение относится к диффузионной сварке и может быть использовано для сварки стержневых деталей в различных отраслях промьпилениости,
Цель изобретения - повьшение качества сварного соединения.
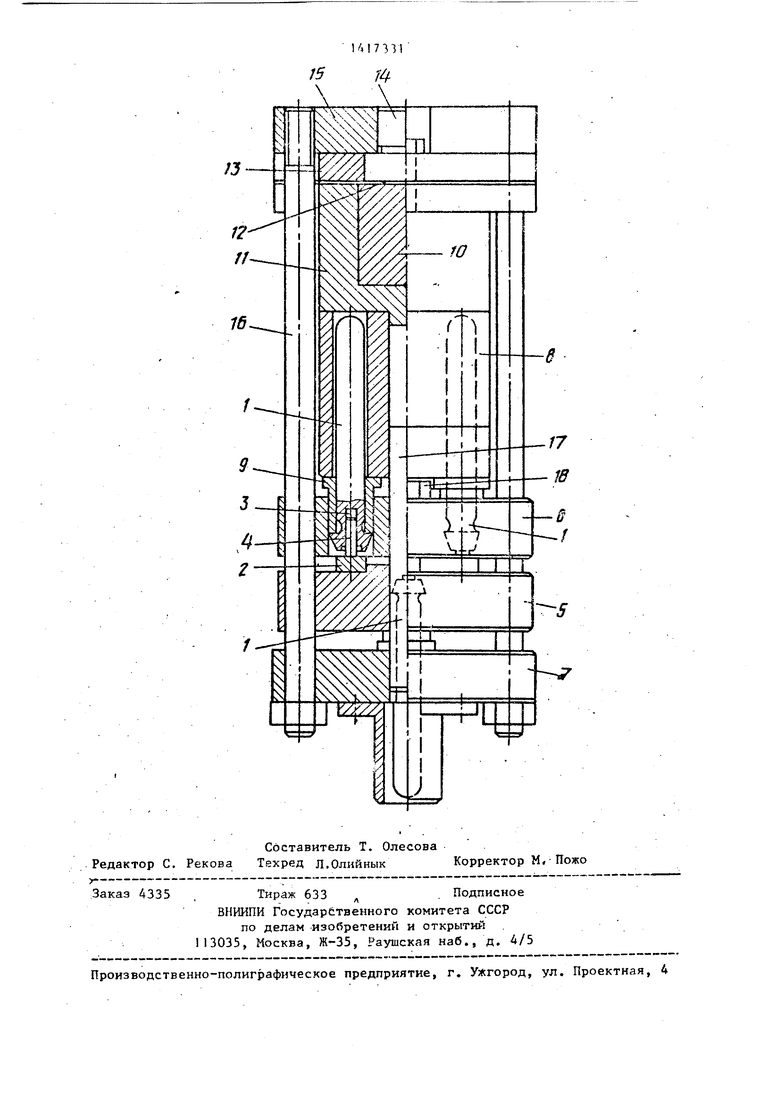
На чертеже показана схема осуще ствления предлагаемого способа.
Предварительно в торце свариваемой детали 1, привариваемой к диску 2, выполняют отверстие 3, устанавливают в нем с возможностью осевого перемещения стержень 4 из магния, обладающего геттерными свойствами. Деталь I и диск 2 при помощи стержня 4 устанавливают с зазором между свариваемыми поверхностями в приспособлении, содержащем плиты 5 и 6, нажимные плиты 7 и 8, распорные кондукторные втулки 9, привод давления, включающий легкоплавкую вставку 10,помещеннуй в корпус II, разделительную мембрану 12, прижимное кольцо 13, шток 14, плиту, передающую давление 15,стяжки 16, направляющую 17 и болты 18.
Величину зазора определяют в зависимости от площади свариваемых поверхностей исходя из условиях их качественной очистки в вакууме, она - составляет 1-1,5 мм. Приспособление устанавливают в вакуумной печи. При нагреве в вакууме до температуры плавления легкоплавкой вставки Ю свариваемые поверхности разведены, поэтому улучшаются условия для очистки их от окислов, которые в этом случае могут удаляться восстанавлеиием собственным углеродом (в сталях), диссоциацией (медь), сублимацией, pacTso рением в основном металле, восстановлением активными газами. В связи с увеличением объема при расплавлении вставки 10 разделительная мембрана 12 прогибается и посредством штока 14j плиты 15, стяжек 16 происходит выборка зазора. Свариваемые поверхности приходит в контакт и создается давление между ними. -Таким образом, реализуются все необходимые условия для повьгоения качества. соединения. Материал и геометрия легкоплавкой вставки выбираются из условия, что ее температура плавления на 100-200 градусов меньше температуры сварки, и увеличение объема при плавлении позволяет выбирать первоначальныу зазор и создавать сварочное давление. Например, для сварки изделий из меди при Т. Т в качестве легкоплавкой вставки используют алюминий, имеющий температуру Плавления . и увеличивающий объем до 15%, Использование стержня из магния повышает качество очистки за счет геттерных свойств магния, что также способствует повыгаению качества сварного соединения.
Пример. Проводили диффузионную сварку стержней с кольцом из материала - бескислородной меди. Упоры выполняли.из технического магния диаметром .3 мм, длиной 8 мм. Температура сварки 573°К. Давление в вакуумной печи 5-10 мм рт.ст. Время нагрева до температуры сварки 50 мин, время вьщержки 15 мин, охлаждение вместе с печью. Полученная прочность соединения составила/ 25 кг/мм..
Ф Ь р ,м ула изобретения
1.Способ диффузионной сварки стержневых деталей, при котором свариваемые детали устанавливают в приспособлении с зазором между сваривае- мыма поверхностями, выбираемый в процессе нагрева до температуры сварки, а сварочное давление создают за счет разницы коэффициентов термического расширения материалов элементов приспособления и свариваемых деталей, отличающийся тем, что,
с целью повышения качества сварного соединения, зазор образуют при помощи стержня, устанавливаемого с возможностью осевого перемещения в торце одной из свариваемых деталей.
2.Способ по п. 1, о т л и ч а ю- щ и и с я тем, что берут стержень из металла-геттера.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ диффузионной сварки стержневых деталей | 1989 |
|
SU1632704A2 |
| Способ диффузионной сварки | 2020 |
|
RU2730349C1 |
| Способ диффузионной сварки и устройство для его осуществления | 1986 |
|
SU1449287A1 |
| Способ контроля качества соединения при диффузионной сварке | 1990 |
|
SU1729719A1 |
| Способ диффузионной сварки | 1986 |
|
SU1384358A1 |
| Способ диффузионной сварки деталей из трудно свариваемых сплавов | 2022 |
|
RU2787287C1 |
| Способ диффузионной сварки | 1985 |
|
SU1269375A1 |
| Установка для диффузионной сварки в вакууме | 1983 |
|
SU1100064A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 1991 |
|
SU1817392A1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ | 2002 |
|
RU2214896C1 |
Изобретение относится к диффузионной сварке и может быть использовано для сварки стержневых деталей в различных отраслях промышленньстЙ4 Цель - повышение качества сварного соединения. Предварительно в торце свариваемой детали выполняют отверстие, устанавливают в нем с возможностью осевого перемещения стержень из мап иевого сплава. Детали устанавливают с зазором между свариваемыми Поверхностями, фиксируемым стержнем из металла-геттера в приспособлении. В процессе нагрева зазор между деталями выбирается за счет термического {)асю1рения, материалов приспособления и происходит их сварка. Благодаря зазору происходит качественная очистка свариваемых поверхностей. з.п. ф-яы, I ип.
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| и др | |||
| Диффузионная сварка в электронике | |||
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
| Приспособление в центрифугах для регулирования количества жидкости или газа, оставляемых в обрабатываемом в формах материале, в особенности при пробеливании рафинада | 0 |
|
SU74A1 |
