1
Предлагаемое устройство относится к устройствам для сварки, преимущественно для сварки патрубков в сосуд, и может найти широкое применепие в химическом и нефтяном машиностроении, судостроении, котлостроении и других отраслях промышленности.
Известно устройство для перемещения резака или сварочной горелки но линии пересечения двух цилиндрических поверхностей, содержащее кривошипно-кулисный механизм и два ползуна, один из которых соединен с кривошипно-кулисным механизмом, а другой - с резаком, причем ползун соединен между собой двуплечим рычагом jlj.
Известно также устройство для изготовления сосуда с патрубком, преимущественно для вварки патрубка в сосуд, содержащее установленные на основании роликоопоры, приводной механизм вращения сосуда, неподвижные направляющие, па которых размещена каретка с горелкой, и кулисный механизм иеремещения каретки вдоль оси сосуда, связанный с приводом вращения сосуда 2.
Это устройство не обеспечивает достаточной точности обработки.
Целью изобретения является повышение точности обработки.
Указанная цель достигается тем, что устройство снабжено дополнительным кулпсным механизмом, кривошип которого закреплен на общем валу с кривошипом основного кулисного механизма, а на основании установлены дополнительные направляющие, в которых смонтирована кулиса дополнительного кулисного механизма.
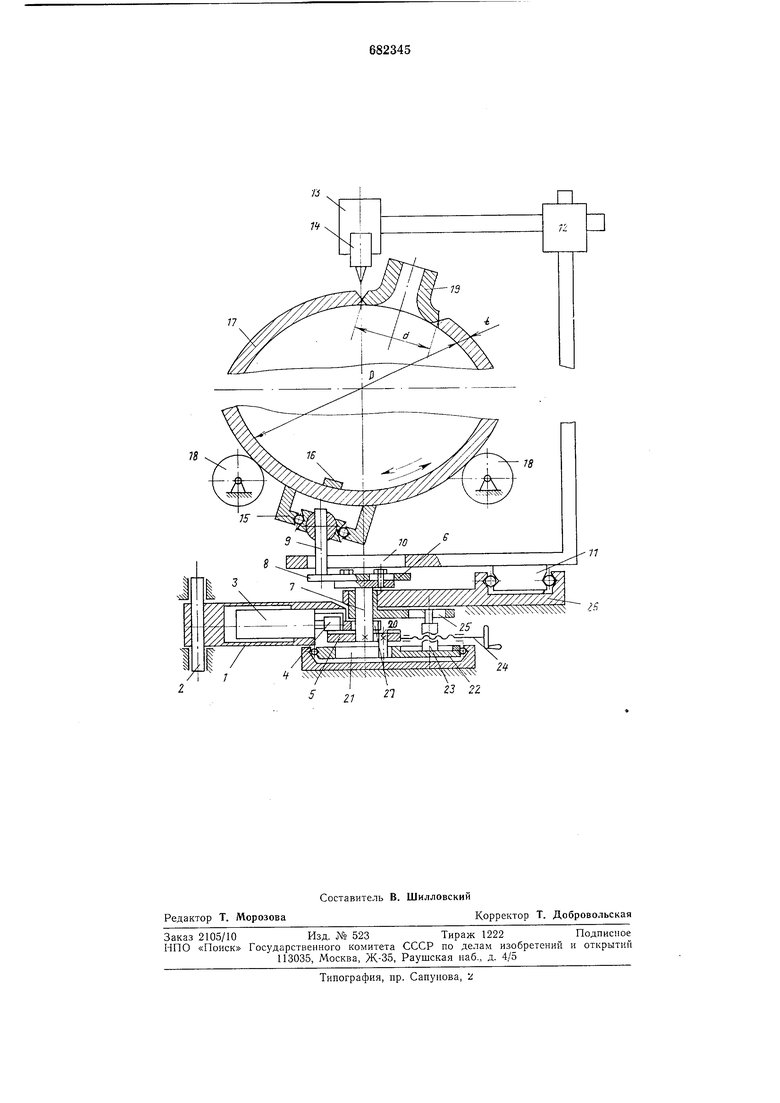
На чертелч.е схематически изображено устройство.
Устройство состоит пз приводного механизма 1, шарнирно закреиленного на осп 2 электродвигателя 3, шестерни 4, взаимодействующей с зубчатым венцом дополнительного кривошипа 5, жестко посаженного на свободно перемещаюшпйся в эксцентрпке 6 вал 7 с регулирующим основным кривошииом 8. На кривошипе 8 размещен палец 9, взаимодействующий посредством основной кулисы 10, каретки 11, механизмов 12 и 13 настройки с горелкой 14. Палец 9 посредством кулисы 15 и фиксатора 16 взаимодействует с сосудом 17, который установлен на роликоопорах 18, с прихваченным к нему патрубком 19. Палец 20, жестко закрепленный в кривошипе 5, взаимодействует через дополнительную кулису 21 с кареткой 22, несушей регулируемый палец 23, кннематнчески связанный с винтом
24. Через кулису 25, связанную с регулируемым пальцем 23, эксцентрик 6, свободно закрепленный в неподвижных направляющих 26, воздействует на вал 7, который в одном случае связан через кривошип 8 и палец 9 с кулисами 10 и 15, а в другом случае через паз 27 - с приводным механизмом 1.
Устройство работает следующим образом.
Устанавливают сосуд 17 на роликоопоры 18 и закрепляют на торце сосуда 17 фиксатор 16, жестко связанный с кулисой 15. Настраивают горелку 14 на стык сосуд 17 - патрубок 19 механизмами 12, 13 настройки.
Электродвигатель 3 через шестерню 4, кривошип 5, вал 7, регулируемый рычаг 8, палец 9, кулису 15 и фиксатор 16 преобразует вращательное движение пальца 9 в возвратно-вращательное перемещение сосуда 17 относительно своей оси. Палец 9 через кулису 10 перемещает в неподвижных направляющих 26 каретку И с горелкой 14 вдоль оси сосуда 17. Взаимно перпендикулярное расположение шестерни 4 и кривошипа 5, взаимодействующих с пальцем 9, позволяет получить постоянную скорость сварки. Палец 20, закрепленный в кривошипе 5, неремешает посредством кулисы 21 каретку 22 с регулируемым пальцем 23, который взапмодействует с кулисой 25 и перемещает эксцентрик 6. Эксцентрик 6 перемещает вал 7 и пальцем 9 через кулисы 15 доворачпвает сосуд 17 на величину, равную абсолютной погрешиости при преобразовании вращательного движения пальца 9 в возвратно-вращательное движение сосуда 17 и обесиечивает диаметральное иеремещеиие горелки 14 отпосительио стыка сосуд 17 - патрубок 19.
Погрешность определяется по формуле
2 )/)2 - d
где Л - абсолютная погрешпость, мм;
d - диаметр воротника патрубка, мм; D - нарулсный днаметр сосуда, мм; t - толщина сосуда, мм.
Настраивают на диаметр патрубка 19 изменением радиуса от пальца 9 до вала 7. Величину погрешности устраняют вращением винта 24, кинематически взаимодействующего с валом 7. Вал 7 перемещает посредством паза 27 приводной механизм 1 относительно оси 2 и обеспечивает нормальное зацепление шестерни 4 и кривощииа 5.
Предлагаемое устройство обеспечивает качественную сварку криволинейных замкнутых швов, так как постоянное нижнее положение горелки ио сравиению с пространственным значительно стабилизирует
процесс сварки, точная регулировка относительно стыка позволяет точно вести горелку по стыку, обеспечивается постоянство скорости на протяжении всей сварки. Предлагаемое устройство иозволит снизить срок при сварке указанных выше изделий на 15-20%.
Формула изобретения
Устройство для изготовления сосуда с патрубком, преимущественно для вваркн патрубка в сосуд, содержащее установленные на основании роликоопоры, приводной механизм вращения сосуда, неиодвижные
направляющие, на которых размещена каретка с горелкой, и кулисный механизм перемещения каретки вдоль оси сосуда, связанный с приводом сосуда, отличающееся тем, что, с целью повышения
точности обработкн, устройство снабжено дополнительным кулисным механизмом, кривошип которого закреплен на общем валу с кривошипом основного кулисного механизма, а на основании установлены дополнительные направляющие, в которых смонтирована кулиса дополнительиого кулисного механизма.
Источники информации, припятые во внимание при экснертнзе
1. Авторское свидетельство СССР № 166420, кл. В 23К 37/02, 1962.
2. Авторское свидетельство СССР № 341615, кл. В 23К 7/04, 1970.
17
5 21
г
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки продольных и кольцевых швов труб и трубных пересечений | 1960 |
|
SU139753A1 |
| Устройство для термической вырезки отверстий в трубах | 1982 |
|
SU1100055A1 |
| Устройство для автоматической сварки | 1988 |
|
SU1610711A1 |
| Механизм перемещения резака устройства для термической резки труб | 1981 |
|
SU996122A1 |
| ТКАЦКИЙ СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ КОСЫНОК | 1950 |
|
SU90620A1 |
| СЕКЦИЯ РОЛИКООПОР | 1996 |
|
RU2098252C1 |
| УСТРОЙСТВО для ПЕРЕМЕЩЕНИЯ РЕЗАКА ИЛИ СВАРОЧНОЙ | 1964 |
|
SU166420A1 |
| Шайбонавивочный автомат | 1979 |
|
SU810347A1 |
| СТАНОК ДЛЯ РЕЗКИ ТРУБ | 2003 |
|
RU2242333C1 |
| Устройство для дуговой сварки с поперечными колебаниями сварочной горелки | 1986 |
|
SU1333503A1 |