Предлагаемое устройство для сварки продольных и кольцевых швоч труб и трубных пересечений относится к известному типу устройств того же целевого назначения, имеющих кривошиино-шатунный механизм для поворота изделия и связанный с ним кpивoшипнo-UJaтyнный механизм нродольного иеремещения сварочной головки. Эти два механизма представляют собой исполнительный рабочиГ механизм устройства.
Особенностью предлагаемого устройства является применение в нем корректирующего механизма, состоящего из двух кривошипно-шатунных механизмов, связанных с меха}шзмом продольного перемещения сварочной головки и с механизмом поворота изделия через шестерню с плавающим пальцем и дифференциалом.
Применением корректируюи1,его механизма обеспечивается постоянство скорости относительного перемещения сварочной головки и изделия.
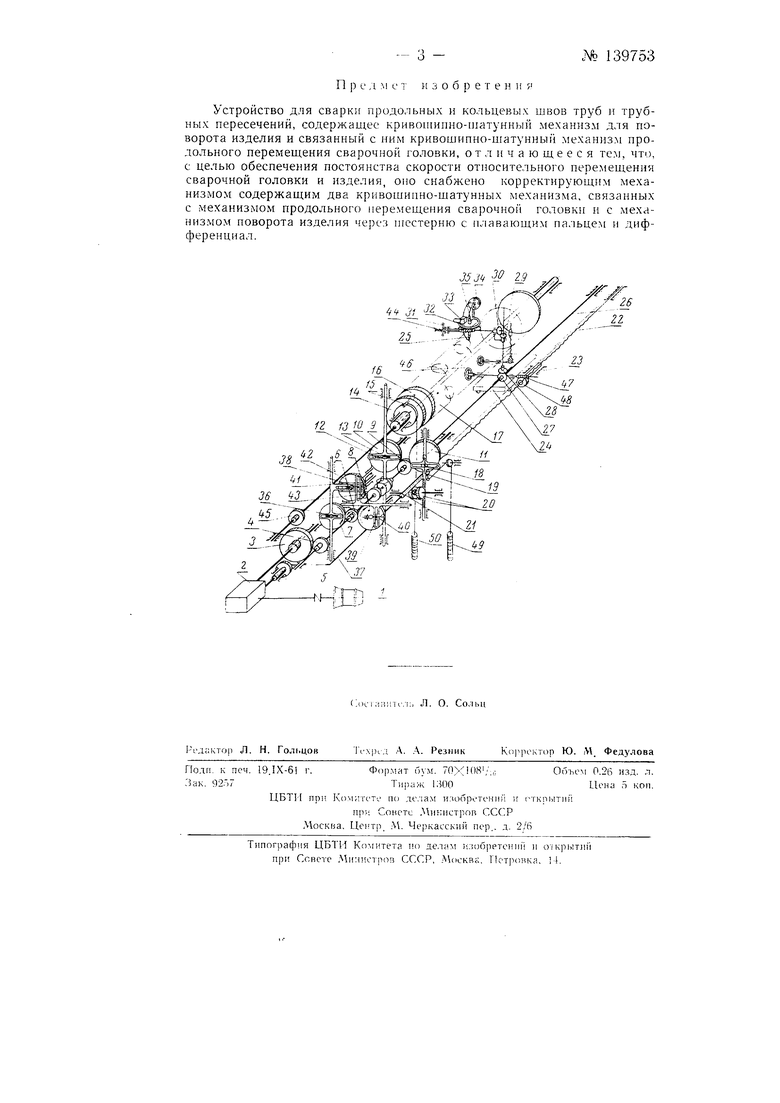
Па чертеже представлена кинематическая предлагаемогч: устройства.
От электродвигателя / через коробку передач 2 движение передастся шестерне ., которая, входя в зацепление с шестерней 4, приводит во вращепие вал 5. От последнего вращение через шестерню 6 передается двум большим шестерням 7 и 5 кривоп Ипно-Ц1атунных механизмов корректирующего механизма и через дифференциал и шестерню 9 двум 1иестерням 10 и // кривошиппо-шатунных механизмов исполнительного рабочего механизма.
Кривошип 12 при помощи винта через камень передает движение кулисе 13, которая, соверп1ая возвратно-поступательное движение, через рейку сообщает колебательное движениешестерне 14. Па шестерне 4 закреплен Полец 15, приводяши через планшайбу 16 в колебательное движение изделие 17.
№ 139753- 2 Кривошип J8 при помощи винта через камень передает движение кулисе 19, связанной через шестерню 20 с рейкой 21, которая тянет за собой ходовой винт 22 и гайку 23, сообщая, таким образом, возвратнопоступательное движение вдоль оси изделия каретке 24, на которой установлена горелка 25.
Одновременно через шестерню 9, вал 26, шестерни 27, 28, 29, 30 и червяк 31 передается червячной шестерне 32, па корпусе которой укреплен механизм 33 для 1Одачи присадочной проволоки катушкой 34 с электродной проволокой. В центре корпуса червячной шестерни укреплена плавающая горелка 25 с вольфрамовым электродом 35.
Таким образом во время движения горелки по коптуру ввариваемого фланца электродная проволока следит за швом, разворачиваясь по касательной к кривой линии шва.
Для обеспечения постоянства линейной скорост; i-орелки в кинематическую цепь вводеп корректирующий механизм, HjecTepnn 7 и 8 которые врашаются в одном направлении с одинаковой угловой скоростью.
При этом кривошип 36 приводит в движепис кулису 37, которая совершает возвратпо-поступательпое движение и тянет за собой ра.мку, соединенную с KpHBonJHnoM - альпем 38 посредством камня, котор).му сообщается .максимальный ход но вертикальной оси. В то же вре.мя кривошип 39 приводит в движение кулису 40, которая совершает возвратно-поступательное движение и тянет за собой ра.мку, соединенную с кривошипом -- пальцем 38 посредством камня, которому сообшается минимальны ход но горизонтальной оси.
Палеп 38 установлен на ползушке 41, свободно пере.мещаюпде.чся п пазу, имеюндейся в шестерпе 42, этот палец совершает движение гл эллиптической кривой, а шестерня 42 движется с переменной угловой скоростью и через шестерню 43 передает движение дифференциалу, через который шестерню 10 и 11 исполнительного рабочего механиз.ма получают неравномерное движение и движутся с неременной угловой скоростью, так что горелка перемещается по эллиптическо кривой и движется с постоянной линейной относительной скоростью.
При сварке кольцевых швов .муфта 44 отключается и сварочная головка поворачивается в нужное по,:южепие под сварку. Шесте) 3 приводится в зацепление с niecTepHeii 45, а палец 15 выводптся из зацепления с планшайбой 16. Таким образо.м, вращ,ение изделие получае непосредственно от электродвигателя через коробку передач и планшайбу. В это время кулисные механизмы отключаются и находятся к состоянии покоя.
Установка горелки вдоль оси изделия осу пествляется путем iniBopoта штурвала 46, который через червяк 47 и шестерню 48 передает вращательное движение гайке 23, иоследпяя, вращаясь на ви1ггу 22. nejieмеп;ает каретку 24 с установленной на ней сварочной оловкой в ту или другую сторону до места совпадения горелки со свариваемы.м гнвом.
При сварке продольных IHBOB муфта 44 отключается и сварочная головка новорачивается в нужное положение под сварку. Шестерня переводится в зацепление с шестерней 4 и передает вран;епие XOTOBOMV кинту 22.
Таким образом, от электродвигателя через коробку передач и виг1г движение передается каретке 24, которая может автоматически перемещаться вдоль оси изделия и перемен1ать установленную на Heir сварочную головку.
При работе кулисной системы для выборки люфтов предусмотрены грузовые устройства 49 и 50.
П р е л м с т и 3 о б р е т е н и я
Устройство для сварки продольных н кольцевых швов труб и трубных пересечений, содержащее кривощипно-шатунный механизм для поворота изделия и связанный с ним кривошипно-шатунный механизм нродольного перемещения сварочной головки, отличающееся тем, что, с целью обеспечения постоянства скорости относительного перемещения сварочной головки и изделия, оно снабжено корректирующим exaиизмом содержащим два кривощинно-щатунных механизма, связанных с механизмом продольного перемещения сварочной головки и с механизмом поворота изделия через шестерню с плавающим пальцем и дифференциал.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления сосуда с патрубком | 1977 |
|
SU682345A1 |
| УСТРОЙСТВО для ПЕРЕМЕЩЕНИЯ РЕЗАКА ИЛИ СВАРОЧНОЙ | 1964 |
|
SU166420A1 |
| АВТОМАТ ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1971 |
|
SU300283A1 |
| СТАНОК ДЛЯ ФАСОННОЙ РЕЗКИ ТРУБ | 1973 |
|
SU376192A1 |
| ТКАЦКИЙ СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ КОСЫНОК | 1950 |
|
SU90620A1 |
| Устройство для автоматической сварки криволинейных швов | 1980 |
|
SU887103A1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ | 1970 |
|
SU277150A1 |
| Устройство для дуговой сварки | 1986 |
|
SU1357167A2 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1994 |
|
RU2082602C1 |