Изобретение относится к сварке, и именно к конструкции устройств,, предназначенных, главным образом для автоматической сварки цилиндрических изделий с несколькими круговыми швами различного диа.метра, в условиях, когда прямой доступ оператора к устройству невозможен, и оно может быть использовано в химическом, sHepreTH- ческом и других отраслях машиностроения...
Цель изобретения обеспечение возможности- бтастрой- дистанционной пе-.
реналадки при сварке круговых швов различных диаметров..
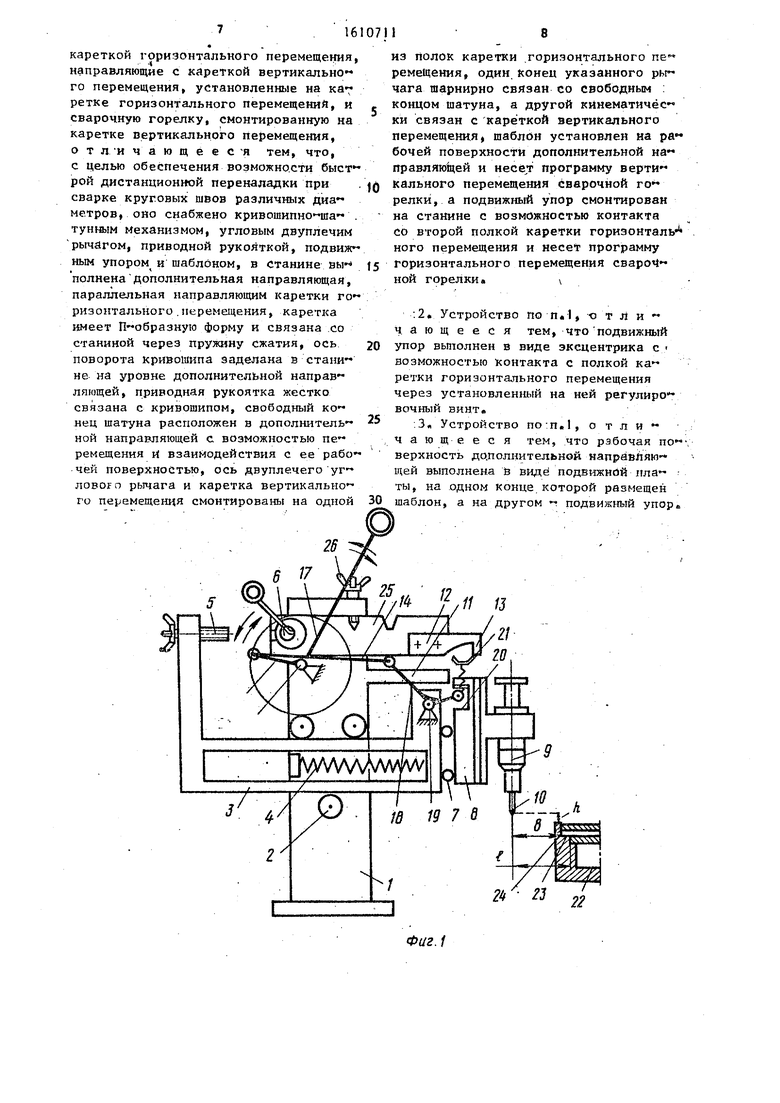
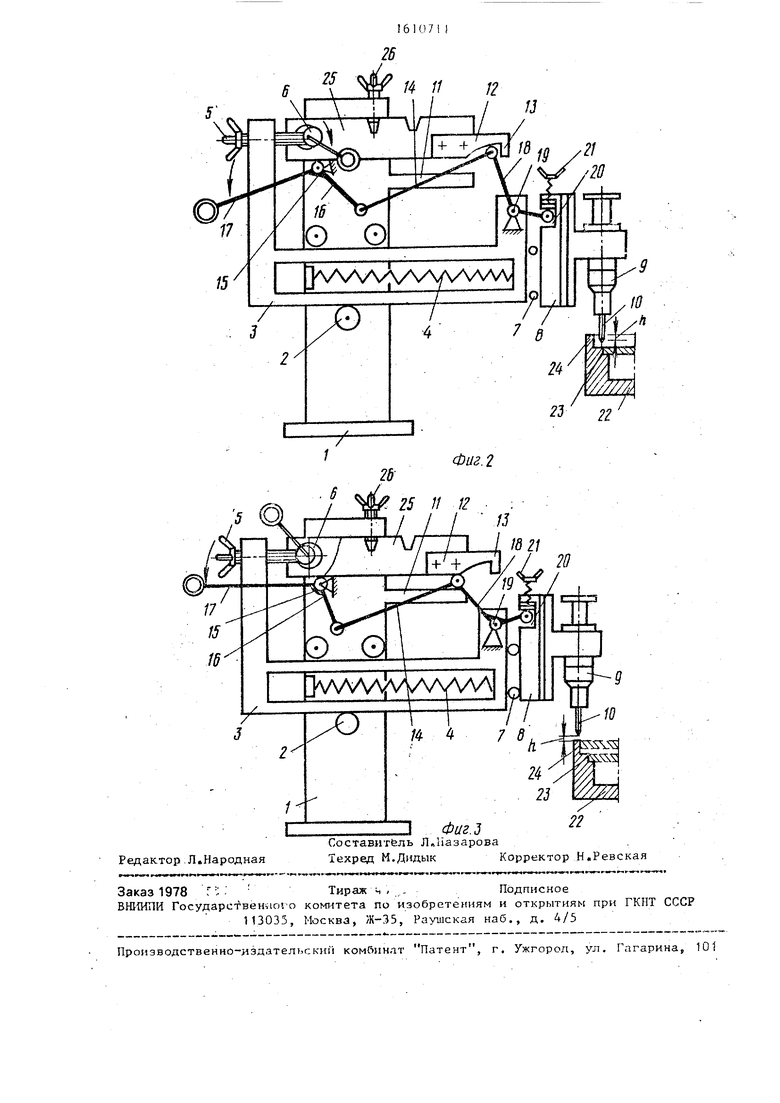
На фиг.1 представлена схема ycf- ройства в исходном положении; на. фиг,.2 - то же, при сварке стыка меньшего диаметра; на фиг.З то же, при сварКе. стыка большего диаметра.
Устройство для автоматической сварки поворотных кольцевых торцовък стыков неплавящимся электродом в ере де защитных газов содержит (фиг., 2, 3) станину 1, на направляющ;1Х 2
оторой установлена каретка 3 гори онтального перемещения П образной ормы, одна полка которой подпружй ена относительно станины пружиной , а через другую пропущен регули овочный винт 5, имеющий возможность онтакта с подвижным упором 6, за репленным на станине и вьтолненным в виде эксцентрика несущего про грамму горизонтального перемещения каретки :.3в
На вертикальньт направлякядих 7, установленных на каретке 3, закреп, лена каретка 8 вертикального переме « щения, котсзрая несет. горелку 9 с не плавящимся электродом 10« Усилие пру ЖИ11Ы 4 должно быть в дйа раза больше.. веса каретки 8 вертикального переме щения с горелкой ;9« На станине. , раллельно горизонтальным направляю ищм 2 выполнена дополни гельная на правлягощая 11, нижняя стенка которой короче верхней, несущей программу вертикального перемещения.горелки, в виде регулируемого шаблона 12,.упор ная часть-13 которого выступает за пределы нижней стенки направляющейв
На направляющей 11 с.возможностью горизонтального перемещения установ лен палец Шатуна.14 ось 15 вращения; кривошипа 16 которого задёлан.а на с нине 1, на уровне направляющей 11 . Кривошип 16 жёстко связан с приводг; ной рукояткой 17в Шатун 1 кривошипа 16 юарнирно связан с угловым двупле чим рычагом 18, ось 19 поворота ко торого заделана на полке Й 6бр1азной каретки 3 горизонтального перемеЩе ния В каретке 8.вьтОлнен лаз 20 в . который входит свободное плечо угяо во.го рычага 18, взаимодействующее с . вин товым регулятором 21л .-.
Для расширения диапазона изделий 22, в которые с помощью торцовых стыков 23, 24 ввариваются соответст Венно крьшжи, устройство снабжено платой 25j которая закреплена на ста нине 1 .с помош,ью cTonopHofо винта 26
с возможностью при необходимое
йации И перемещения в горизонтальном направлении. В этой случае упор 6 и шаблбн 12 закреплены на соответст вующих концах платы 25
УстройсЧгвО работает ёледующим об , рааом. . .; . .,..
Когда горелка 9 с неплавящимся элек,тродом 10 находится в исходном
Положении,.Tie на расстоянии 1 от стыка 23 и Ь от стыка 24 и На высо Teh от последнего что соответству ет дуговому промежутку, рукоятка Г7 занимает крайнее правое положение, при этом шарнир между кривошипом 16 и шатуном 4 занимает положение вы ше оси 15 вращения кривошипа 16 и дополнительной направляющей 11, а шатун 14 при этом находится ближе к
-левой стороне дополнительной направ ляющей. Поскольку шатун 14 шарнирно связан с угловым рычагом 18, то одно его плечо входит в паз 20 каретки 8, а другое-в этот момент занимает крайнее верхнее, положение и в этом положении держит на верт1 кальных на правляющих 7 каретку В с-горелкой 9«-- При этом, поскольку ось 19 заделана на П Образной каретке 3, при занятии
;пальца шатуна 14 левого положения на дополни ельНой направляющей 1 Г одна полка каретки 3, преодолевая усилие .пружины 4, поднимается к ста нине, а другая полка, несущая регу лировочный винт 5, отойдет от стани ньг и будет выве,цена из контакта с
эксцентриковым упором 6 (фиг 1) изделие 22 с крьшкой, имеющей стык 23, устанавливают во вращатеггь
, (на Чертеже( не показано) и зажимают Для осуществления сварки стыка 23 необходимо горелку 9 С электродом Ю установить в рабочее положение. Для этого эксцентриковый уйор 6 .повора .Чивают вокруг его оси в крайнее пра воё положение, по часовой стрелке и таким образом устанавливают такое .ё го Положение, которое точно соот ветствует расстоянию 1, которое
: электро- 10 вместе с горелкой 9 и кареткой 3 должны пройти до стыка 23
. Затем рукоятку 17 с помощью мани пулятора (на чертеже не показан) по ворачйВсШт вокруг оси 15 в крайнее .левое положение (против часовой стрелки смв фиГ ,2) при этом криво ШИП 16, разворачиваясь вокруг оси 15 уходит в положение ниже этой оси, а шатун 14,шарнирно с ним связанный, по дополнительной направлякяцей 11. перемещается вправо и проходит всю направляющую и Шаблон 12 до его упор ной части 13, разворачивая таким об разом шарнирно связанный с ним уГ лоаой рычаг 18 вокруг оси 19 и кая его свободное плечо, входящее в
516107
паз 20, вместе с кареткой 8, горелкой 9 и электродом 10 вниз по направляющим 7 на стык 23,;
Одновременно во время перемещения шатуна 14 по дополнительной на:прав- ляющей 11 каретка 3 под действием пружины 4, перемещается вправо до упора регулировочного винта 5 в эксцентриковый упор 6, тем самым обес- jg печивая перемещение горелки 9 с электродом 10 вправо до стьпса 23« Таким образом горелка. 9, пройдя по горизонтали путь 1 и опустившись до стыка 23, заняла рабочее положение. 5 Винт 5 для осуществления предварительной тонкой настройки.
Затем включают вращатель (на чертеже не показан) с изделием 22, воз- . буждают сварочную- дугу и осуп1ествля- 20 ют сварку поворотного стыка 23«. После окончания продесса сварки выключают сварочную дугу и движение вращателя (на чертеже не показан). Рукоятку . 1 7 манипулятором поворачивают 25 вокруг оси 15 в крайнее правое положение (см, фиг,1). При этом кривошип 16 занимает положение несколько выше уроьня оси 1 . 5 его вращения и допол- . нательной заправляющей 1, перемещая зо шатун 4 /i крайнее левое положение, - KOTOph3-i, рпзворачнвая угловой рычаг 18 вокруг оси 19, перемещает вначале каретку 8 с горелкой 9 и электродом. 10 вверх, а каретку 3, несущую их, - преодолевая усилие прунхины 4, в исходное левое положение, I.
Вместе с ней в крайнее левое положение перемещается регулировочный . Q винт 5, таким образом горелка 9 проходит путь 1 в обратном направлении, занимал исходное полох ение. С помощью манипулятора поворачивают экс- дентриковый упор 6 в следующее левое дЗ положение (см,, фиг.З), соответствую- щее перемещению горизонтальной каретки 3 вместе с кареткой 8 вертикального перемещения, горелкой 9 и электродом 10 на расстояние b до 50 следующего ко.пьдевого стыка 24 изделия 22. Далее манипулятор разворачи- , вает приводную рукоятку 17 вокруг оси 15 против часовой стрелки в следующее левое положение, при этом кривошип 5 16, разворачиваясь вокруг оси 15, пе- . ремещает шатун 14 по направляющей 11 вправо, а вместе с ним через угловой рычаг 18 .каретка 3 под действием пру1
жяны 4 пкремещается вправо до упор,- регулировочного винта 5 г эксцентри ковый упор 6. При этом шатун 1А, пемещаясь по направляющей 1, доходит до края нижней стенки, а каретка 3 горелкой 9 и электродом 10, пррГщя расстояние b останайливается на сТЫ ке 24 изделия 22 на расстоянии h от стыка. Снова включают вращатель с изделием 22, возбуждают сварочную д гу и осуществляют сварку кольдевого стыка 24,
После окончания сварки выключают сварочную дугу и останавливают вра щатель. Манипулятором поворачивают приводную рукоятку 17 уже против ча совой стрелки вокруг оси 15 нправо,, а кривошип 16, разворачиваясь во круг оси 5, перемещает шатун 14, а вместе с ним через угловой рычаг 18 с осью 19 каретку 3, преодолевая усилие пружины 4, в исходное левое положение (см. фиг.1). При этом ре- гулировочньш винт 5 выходит из кон такта с эксдентриковым упором электрод 10 проходит расстояние b в обратном направлении. .Готовое изде лие 22 разжимают и вынимают из вращателя ,
Далее всё повторяется в указанном порядке. При необходимости сварки изделий 22 другой номенклатуры плата 25 с помощью винта 26 освобождается, перемещается гори:1онтальио в требуемом направлении и фиксируется тем же 13ИНТОМ 26, Затем осуществ- ляется настройка упора 6, регулировочных БИНТОВ 5, 21 и шаблона 12, если это требуется и все повторяется в описанном порядке, при этом следует отметить, что винты 5, 21 служат для осуи;ествления тонкой настройки.
Предлагаемое устройство позволяет повысить производительность продесса за счет улучщення условий обслуживания манипулятором при дистандион- .ном выполнении работ, поскольку про- десс настройки электрода на стьпс значительно упрощается за счет автоматизации.
Форм ула изобретения
i. Устройство для автоматической сварки преимущественно круговых швов, содержащее станину, направляющие с
кареткой горизонтального перемещения, направляющие с кареткой вертикально го перемещения, установленные на ка7 ретке горизонтального перемещений, и сварочную горелку, смонтированную на каретке вертикального перемещения, о т л И ч а ю щ е е с -я тем, что, с целью обеспечения возможности быст рой дистанционнюй переналадки при сварке круговых швов различных диа метров, оно снабжено кривошипно тпа . тунным Механизмом, угловым двуплечим рычагом, приводной рукояткой, подвиж ным упором и шаблоном, в станине вы- полнена дополнительная направляющая, параллельная направляющим каретки го ризоптального.перемещения, каретка имеет П -образную форму и связана .со станиной через пружину сжатия, ось поворота кривошипа заделана в стани не на уровне дополнительной направ ляющей, приводная рукоятка жестко связана с кривошипом, свободный ко нец шатуна расположен в дополнитель ной направляющей с возможностью пе ремещения и взаимодействия с ее рабо чей поверхностью, ось двуплечего углового рычага и каретка вертикально го перемещения смонтированы на одной
из полок каретки .горизонтального пе ремещения, один конец указанного рычага шарнирно связан со свободным : концом шатуна, а другой кинематичёс ки связан с кареткой вертикального перемещения, шаблон установлен на ра бочей поверхности дополнительной правлягощей и несет программу верти кального перемещения сварочной релки, а подвижный упор смонтирован на станине с возможностью контакта со второй полкой каретки горизонталь ного перемещения и несет программу горизонтального перемещения свароЧ ной горелки.
:2, Устройство по п«1, от Л и чающееся тем, что подвижный упор вьтолнен в виде эксцентрика с возможностью контакта с полкой ка ретки горизонтального перемещения через установлен1Шй на ней регулиро вечный винт.
.3« Устройство по:п,1, о т л и чающееся тем, что рабочая верхность дополнительной направляю- щей выполнена в виде подвижной лла ты, на одном конце которой размещен шаблон, а на другом - подвижный упор
2
5
Составитель Л.Назарова.
Редактор.Л.Народная Техред М.Дидык Корректор Н.Ревская
Заказ 1978 Г ;. Тираж ч , , -Подписное
ВШШПИ Государствен юго комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
/4 // П
/J
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для газопрессовой сварки | 1961 |
|
SU143299A1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ МНОГОПРОХОДНОЙ СВАРКИ | 1990 |
|
SU1743111A1 |
| Устройство для автоматической сварки кольцевых швов | 1985 |
|
SU1263476A1 |
| Устройство для дуговой сварки | 1983 |
|
SU1116618A1 |
| Устройство для изготовления сварных шнеков | 1975 |
|
SU599942A1 |
| УСТРОЙСТВО ДЛЯ ПОЗИЦИОНИРОВАНИЯ ИЗДЕЛИЕМ В ПРОЦЕССЕ СВАРКИ | 1990 |
|
SU1743112A1 |
| Устройство для дуговой сварки | 1986 |
|
SU1357167A2 |
| Установка для сварки кольцевых швов | 1979 |
|
SU941107A1 |
| УСТРОЙСТВО ДЛЯ НАСТРОЙКИ СВАРОЧНОЙ ГОРЕЛКИ НА СТЫК | 1987 |
|
SU1471416A1 |
| МАШИНА ДЛЯ ГАЗОПРЕССОВОЙ СВАРКИ | 1990 |
|
SU1774574A1 |
| Станок для автоматической дуговой сварки трубных решеток | 1958 |
|
SU118925A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
