1
Изобретение относится к области автоматизации технологических процессов в машпностроеиии и приборостроении, в частности к средствам автоматизации операций свинчивания резьбовых соединений.
Известио устройство для сборки крепежных элементов, содержащее загрузочные устройства, расположеппые па приводпом валу диски с гпездами под детали и сектора с направляющими площадками 1J.
Недостатком известпого устройства является то, что В нем Профиль гнезда поворотпых дисков выполнен в виде призмы, что требует мгновенного захода крепежного элемента в гнездо из загрузочного устройства. Это приводит к тому, что при непрерывной работе устройства крепежные элементы не успевают полпостью зайти в гнезда дисков, упираются в боковые стенки гнезда и неподвижного сектора, вызывая тем самым заклинивание механизма сборки. Кроме того, раз.меры гнезд диска ориентации и перемещения щайб таковы, что в них помещается только половина шайбы. Вторая половина располагается па направляющей площадке пеподвилсного сектора. Перемещаясь, щайба одновременно находится па подвижиой и пеподвижпой плоскостях. Это прпводпт к тому, что перемещение щайбы прпипмает хаотический характер и возможен случай, когда щайба встанет в распор между гнездамп диска и боковой поверхпостыо неподвижного сектора, что вызовет заклинивание механизма
сборки и всего устройства в целом.
Такп.м образом, известное устройство недостаточно надежно в работе и может работать только в импульсном, прерывистом режп.ме, что значительпо снижает его ироизводительность. Кроме того, известное устройство не обеспечпвает достаточно четкой п надежной орпентации оси заготовки болта относительно отверстпя шайбы. Целью изобретения является иовыщение
наделспости и пропзводптельности.
Для этого в предлагаемом устройстве для сборки крепежных элементов профиль заходной частн гнезд дисков выполнен по спирали Архп.меда, между дпсками расположены направляющие илощадки секторов, а .между секторами - пружина.
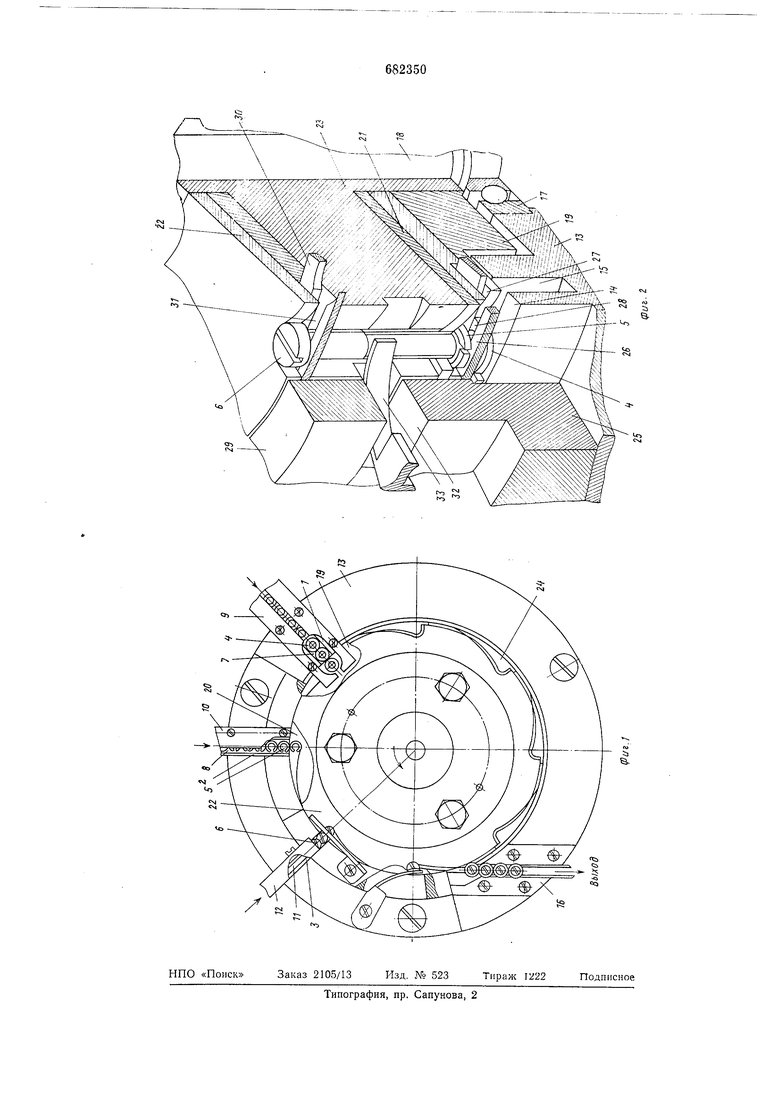
На фиг. 1 показано предлагаемое устройство для сборки крепел ных элементов, впд сверху; на фпг. 2 - то же в аксонометрии
(вблизиЗОНЫ сборки).
Устройство для сборкп крепежпых элемептов содержпт загрузочные устройства, в частностп трп впбробункера с питателямп 1, 2 и 3 (см. фпг. 1), которые предназначены для подачи комплектуемых щайбы
4,пружинной шайбы 5 и винтов 6 к механизму сборки. Питатели 1 и 2 выполнены из металличесвих лластин с пазами 7 и 8, профиль которых соответствует профилю определенного типоразмера подаваемых шайб 4 и 5, закрытых сверху ограничительными пластинами 9 и 10, которые предохраняют шайбы 4 и 5 от выпадания. Питатель 3 представляет собой металлическую пластину со сквозным продольным пазом 11, предназначенным для предварительной ориентации винта 6 в вертикальном положении резьбовой частью вниз. Для предохранения винта от выпадения, сверху литатель закрыт планкой 12. Механизм сборки состоит из основания 13, на верхней плоскости которого расположена кольцевая площадка 14, являющаяся направляющей для шайбы 4, с пазом 15, который вместе с лотком 16 служит для отвода собранных комплектов на выход.
В основании 13 на шарикоподшипниках 17 (один из них не показан) установлен приводной вал 18, соединенный с механизмом привода (не показан).
На приводном валу 18 жестко закреплены ориентирующие диски 19-23, которые по периферии снабжены одинаковым количеством установочных гнезд 24 (см. фиг. 1), предназначенных для захвата, ориентации и перемещения кренежных элементов в зону сборки. Профиль заходной части установочных гнезд 24 всех дисков выполнен по спирали Архимеда, что позволяет осуществить постепенный заход крепежного элемента (винта или шайбы) в гнездо при непрерывном вращении вала 18 с дисками, обеснечивая тем самым надежный захват крепежного элемента из питателя и гарантированное попадание элемента в гнездо. Диск
19предназначен для захвата, ориентации и подачи шайбы 4 в зону сборки, а диск 20 - для шайбы 5.
Глубина установочных гнезд дисков 19 и
20соответственно равна толщине шайб 4 и
5,а размеры установочных гнезд в зоне захвата равны диаметрам ориентируемых шайб 4 и 5, что позволяет осуществить захват, ориентацию и транспортировку крепежных элементов в зону сборки при непрерывной работе устройства. Диск 21 служит для ориентации резьбовой части винта
6,а для захвата и ориентации головки винта 6 служит диск 22. Диски 19-23 установлены на вал 18 и жестко скреплены между собой, центры всех установочных гнезд расположены на одной вертикальной оси, что создает условия для надежной сборки крепежных элементов. На основании 13 жестко закреплен сектор 25 с направляющей площадкой 26. Сектор 25 вплотную примыкает к основанию 13 и с зазором - к дискам 19, 20, 21 и 23, замыкая с внешней стороны установочные гнезда 24 дисков и ограничивая тем самым возможность диаметрального перемещения шайб. Зазор между сектором 25 и дисками выбран из расчета свободного вращения дисков относительно сектора. Направляющая площадка 26 сектора 25 при этом расположена в пазу 27, образовавшемся между дисками 19 и 20. Она является направляюп1.ей для шайбы 5 и одновременно замыкает сверху установочное гнездо для шайбы 4 диска 19, тем самым ограничивая возможность вертикального перемещения ориентируемых шайб. Установочное гнездо для шайбы 5 сверху нрикрыто диском 21. Для прохода резьбовой части винта при
сборке его с шайбами площадка 26 снабжена пазом 28. На секторе 25 установлен сектор 29 с направляющей площадкой 30. Направляющая площадка 30 при этом входит в паз между дисками 22 и 23 и является направляющей для винта 6, для чего в площадке 30 выполнен паз 31, щирина которого больще диаметра резьбовой части винта, но меньше диаметра головки. В зоне сборки ширина паза выполнена больше
диаметра головки. Для ориентации винта 6 предназначены диски 21 и 22. Диаметры установочных гнезд диска 21 равны диаметру резьбовой части винта, а диаметры гнезд диска 22 равны диаметру головки
винта. Центры этих гнезд совмещены, а сами диски жестко скреплены друг с другом, что позволяет осуществить строго вертикальную ориентацию винта, причем ось винта совпадает с центрами отверстий шайб,
что создает наилучшие условия для осуществления сборки этих элементов. Кроме того, для предотвращения вынужденных колебаний винта относительно вертикальной оси, возникающих при вращении вала
18 с дисками, в пазу 32 между секторами 25 и 29 установлена пружина 33, которая служит для прижима винтов 6 к боковым граням установочных гнезд дисков 21 и 22. Таким образом, пружина 33 предназначена
для активной ориентации винтов в строго вертикальном положении.
Устройство работает следующим образом.
От привода вращение передается валу 18
и закрепленным на нем дискам 19-23 с установочными гнездами. Из вибробункеров крепежные элементы 4, 5 и 6 поступают соответственно в питатели 1, 2 и 3. При подходе установочного гнезда диска 19 к питателю 1 происходит постепенный заход шайбы 4 в гнездо, так как его профиль выполнен ло спирали Архимеда. После окончания захода шайбы 4 в установочное гнездо диска 19 она располагается на поверхности
кольцевой площадки 14 основания 13. Дальнейщее ее перемещение в зону сборки осуществляется боковой поверхностью установочного гнезда диска 19. При последующем повороте шайба 4 перемещается
под направляющую плоп1,адку 26 сектора
25 и оказывается помещенной в замкнутый объем, так как к внешней стороне основания 13 и диска 19 примыкает неподвижный сектор 25, а сверху шайба 4 нрикрыта направляющей площадкой 26. Таким образом, для щайбы 4 ограничена возможность любого перемещения в пределах установочного гнезда, т. е. осуществляется принудительная ориентация центра отверстия щайбы с центром установочного гнезда диска 19. При дальнейшем повороте установочное гнездо диска 20 подходит к питателю 2 с шайбами 5. Захват и перемещение щайбы 5 происходит аналогично, а замкнутый объем, в котором располагается щайба 5, образуется верхней поверхностью направляющей площадки 26, внутренней боковой поверхностью сектора 25, боковой поверхностью установочного гнезда диска
20и нижней поверхностью диска 21. Из иитателя 3 в установочное гнездо диска 22 поступает винт 6, дальнейщее перемещение которого осуществляется по иазу 31 направляющей площадки 30 сектора 29 боковыми поверхностями установочных гнезд дисков
21и 22. После окончания захвата винта в устройстве образуется комплект крепежных деталей, в котором шайбы 4 и 5 расположены с окончательной ориентацией, а винт 6 ориентируется предварительно по диаметрам головки н резьбовой части и может колебаться относительно вертикальной осн. Вращением дисков комплект подается в зону сборки. При подходе к зоне сборки
винт 6 при помощн пружнны 33, установленной между секторами 25 и 29, поджимается к боковым поверхностям установочных гнезд дисков 21 и 22, чем осуществляется
окончательная ориентация винта 6 относительно щайб 4 и 5, т. е. происходит принудительное совмещение осн винта 6 с центрами отверстий шайб 4 н 5. В момент поступления комплекта в зону сборки впнт 6
выходит из зоны действия пружнны 33 и под действием силы тяжести падает вниз, ироходя через отверстия шайб 4 и 5 в паз 15 основания 13. Собранный комплект но пазу 15 поступает в лоток 16 н передается
к устройству для завинчивания (не показано). В дальнейшем цикл работ повторяется.
Форм}ла изобретения
Устройство для сборки крепежных элементов, содержащее загрузочные устройства, расположенные на приводном валу, диски с гнездамн под детали и сектора с направляющими площадками, отличающееся тем, что, с целью повыщения надежности работы н производительности, профиль заходной части гнезд выиолнен по спирали Архимеда между дисками расположены направляющие площадки секторов, а
между секторами - пружина.
Источники информации, принятые во внимание при экспертизе 1. Патент ФРГ № 1527590, кл. В 23Р 19/08, опубл. 1973.