(54) ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ
мя тягами, шарнир.но прикрепленными к верхней части .
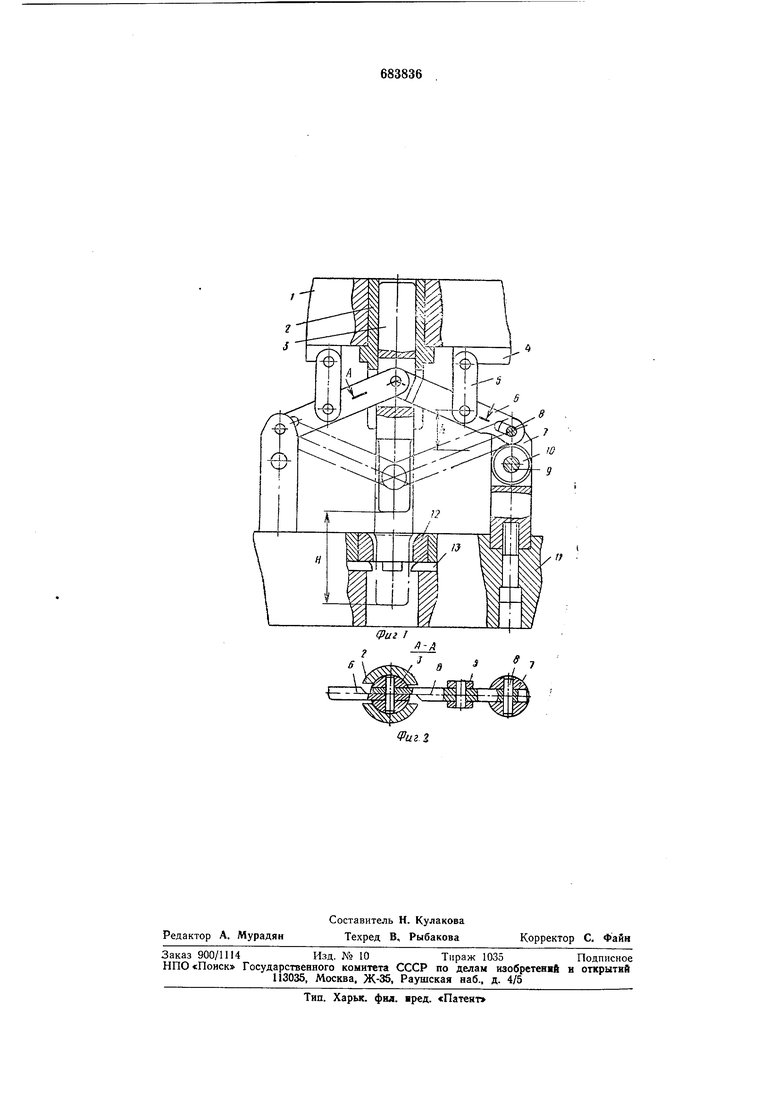
На фиг. 1 представлен последовательный штамп (операция вытяжки), попереЧНый разрез; на фиг. 2 - сечение Л-А фиг. 1.
ШтаМП €одерж1ит верхнюю плиту /, в которой на Преосовой посадке закреплена втулка 2, служащая на|П1ра,вляюп,ей для вытяжного пуансона 3. По обе стороны втулки 2 расположены две планки 4 с проушинами, к которым шарнирно присоединено по две тяги 5. Ниж-нне коицы этих тяг также шарнирно связаны с рычагами 6. Один конец каждого из рычагов 6 входит в паз иуаНСоиа 3 и шарнирно связан с ним, а другой, снабженный продолговатым отверстием, входит в иаз стойки 7 с сидящим в ией штифтом 8. ,В каждой из стоек 7 на оси .9 сидит ролик 10, служащий опорой для пижней поверхности контактируюи1,его с ним рычага 6. Стойки 7 прикреплены к нижней части /:/ штам.па, в которой помещены также вытяжная матрпца 12 и съемники У5для съема детал.и с пуансоиа, конструкции которых известны и здесь не описаны.
|Штам,п работает следующим образом.
Л.осле того как полоса или лента (на чертежах не показана) с паходящейся в ней заготовкой для вытяжки (на чертежах не показана) и связанная с ней одним из известных способов, например, запрессов кой, дойдет до последней позиции, показанной на фиг. 1, и пресс соверщит очередной рабочий ход, верХНяя плита / штамла опустится по отношению к положению, показанному на фиг. 1, на расстояние /г. При этом рычали 6 под действием тяг 5 перейдут в положение, показанное на фиг. 1 штрих-пунктиром, и пуансон 3 опустится на расстояние Н, в два-три раза большее расстояния h. Пуансон 3 произведет вытяжку детали из заготовки на матрице 12 и протолкнет ее до съемников 13. При подъе.ме верхней плиты / все описанные штам1па сработают в обратном порядке и пуансон 8 вернется в ИСходйое положещ е, а деталь (на чертежах не показа1на) будет снята с пуансона и упадет под штамп.
В данном примере рассмотрена конструкция штам1па, на последней позиции которого производится вытяжка. Штамп, где на последней позиции производится гибка, 5 будет отличаться от описанного только формой сечения пуансона и матрицы, что не меняет существа изобретения.
Технико-экономический эффект, создаваемый данным штампом, определяется повышением стойкости его рабочих частей на позициях, выполняющих разделительные операции, так как штамповка будет производиться на прессе с меньшим ходом и в штампе не будут создаваться значительные
инерционные усилия и вибрации, которые наблюдаются при увеличенных рабочих ходах ползуна. Кроме того, уменьшается износ направляющих колонок и втулок штампа, т. е. повышается его долговечность.
Формула изобретения
Штамп последовательного действия, содержащий установленные на верхней плите
5 пуансоны, а на нижней - матрицы разделительных и формоизменяющих операций, о тл и ч а ю щ и и с я тем, что, с целью повышения стойкости рабочих частей штампа на разделительных операциях, пуансон на последней формоизменяющей позиции снабжен механизмом увеличения его хода, выполненным в виде шарнирно соединенных с ним одними концам1И двух симметрично расположенных относительно него рычагов,
5 другие концы которых связаны .с расположвнным1И на нижней плите стойками, а также шарнирно соединенных со средней частью рычагов тяг, связанных с верхней плитой штампа.
Источники информации, принятые во внимание при эГсопертизе:
1.Малов А. Н. Технология холодной штам1павки. М., «Машиностроение, 1969,
5 с. 411-4112, рис. 237.
2.Дорин В. И. Точная штамповка деталей оптико-механических приборов, М., Оборонгиз, 1958, с. 156, фиг. 7, 13.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ КАЛИБРОВКИ РАДИУСА И ФЛАНЦА КОРОБЧАТЫХ ДЕТАЛЕЙ | 1993 |
|
RU2074039C1 |
| ШТАМП ПОСЛЕДОВАТЕЛЬНО-СОВМЕЩЕННОГО ДЕЙСТВИЯ | 1991 |
|
RU2018395C1 |
| Штамп для листовой штамповки | 1977 |
|
SU633644A1 |
| Штамп последовательного действия для вытяжки и обрезки в ленте | 1983 |
|
SU1131573A1 |
| Штамп для вырубки и многопереходной вытяжки | 1990 |
|
SU1801671A1 |
| Штамп для вырубки и многопереходной вытяжки | 1987 |
|
SU1459768A1 |
| Комбинированный совмещенный штамп | 1983 |
|
SU1138208A1 |
| ШТАМП ДЛЯ ВЫРУБКИ И МНОГОПЕРЕХОДНОЙ ВЫТЯЖКИ | 2006 |
|
RU2322321C2 |
| Штамп для вытяжки на прессе простого действия | 1980 |
|
SU995985A1 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ | 2000 |
|
RU2207929C2 |