I1131
Изобретение касается обработки метадпов давлением и относится к штамповочной оснастке.
Известен штамп для вытяжки и обрезки в ленте, содержащий матрицы, 5 съемник, вытяжные и обрезной пуансоны l j .
Недостатком этого штампа является его ограниченные технологические возможности, что обусловлено тем, 10 что он пригоден только для изготовения деталей с фланцем.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является штамп 15 последовательного действия для вытяжки и обрезки в ленте, содержащий вытяжные и полый обрезной пуансоны, естко связанные с подвижной плитой, к которой подпружинен прижим, и не- 20 подвижную плиту с жестко закрепленbiMH на ней вытяжными и обрезной матрицами 2j .
Недостатком этого штампа является его ограниченные технологические 25 возможности, обусловленные тем, что. он позволяет штамповать только детали с фланцем.
Цель, изобретения - расширение техологических возможностей штампа утем изготовления стаканообразных еталей с торцовыми выступами.
Указанная цель достигается тем, что штамп последовательного действия ля вытяжки и обрезки в ленте, со- 35 держащий вытяжные и полый обрезной пуансоны, жестко связанные с подвижной плитой, к которой подпружинен прижим, и неподвижную плиту с жестко закрепленными на ней вытяжными 40 и обрезной матрицами . снабжен жестко связанным с подвижной плитой и помещенным внутри обрезного пуансона отбортовочным пуансоном и установленной соосно с ним отбортовоч- 45 ной матрицей, а также жестко закрепленным на неподвияшой плите регулируемь1М упором и шарнирно связанным с подвижной плитой вертикально подпружиненным рычагом, одно плечо кото-50 рого связано с отбортовочным пуансоном, а другое имеет на конце ролик, установленный с возможностью контактирования с упором.
На фиг. 1 изображен продольный 55 разрез (крайнее верхнее положение|; на фиг. 2 - вид сверху на нижнюю часть штампа; на фиг. 3 - вид сбоку
732
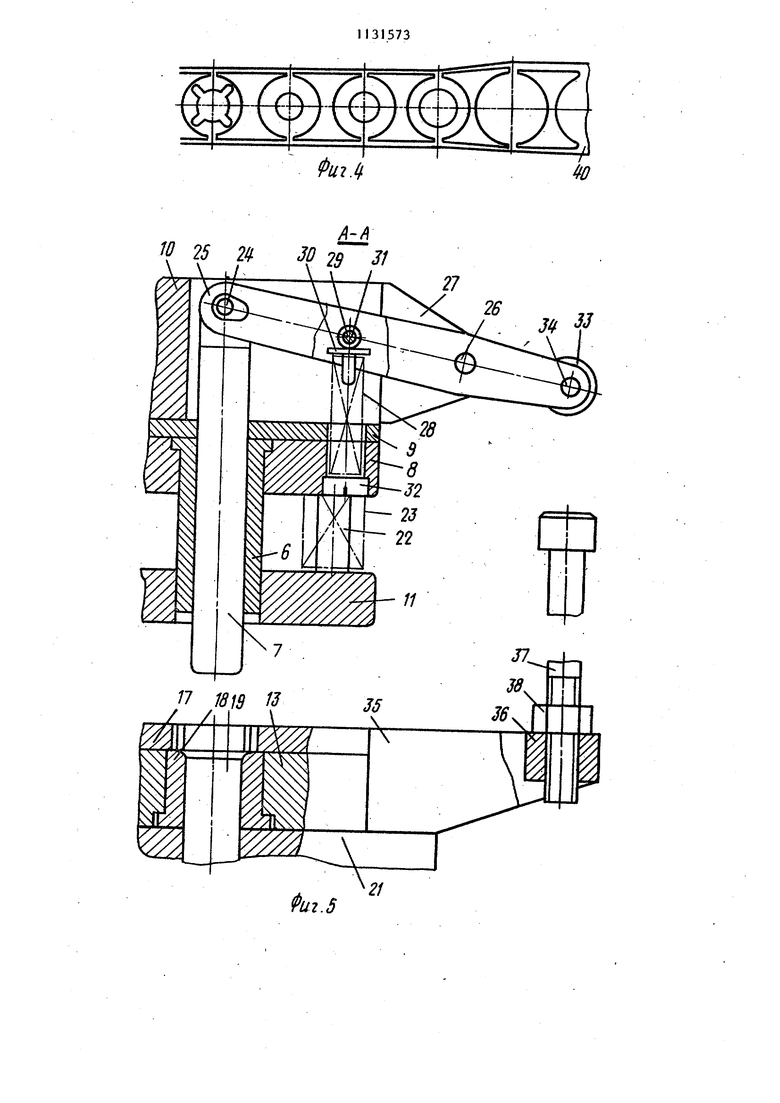
на ленту - носитель с переходами вытяжки и отделенной от нее готовой деталью; на фиг. 4 - лента на виде сверху; на фиг. 5 - разрез А-А на фиг. 2 в увеличенном масштабе); на фиг. 6 - разрез А-А на фиг. 2 ( в конце рабочего хода); на фиг. 7 - сечение Б-Б на фиг.2; на фиг. 8 вид В на фиг.6; на фиг. 9 вид Г на фиг.6.
Штамп содерядат в верхней части пробивной пуансон 1 с подпружиненным прижимом - съемником 2, вытяжные пуансоны 3,4 и 5, полый обрезной пуансон 6 и помещенный внутри него с возможностью вертикального перемещения отбортовочный пуансон 7. Пробивной 1, вытяжные 3,4 и 5 обрезной пуансоны 6 закреплены в пуансонодержателе 8, который вместе с прокладкой 9 прикреплен к подвижной плите 10 стандартного блока (не показан) . К плите 10 присоединен подпружиненный прижим - съемник 11.
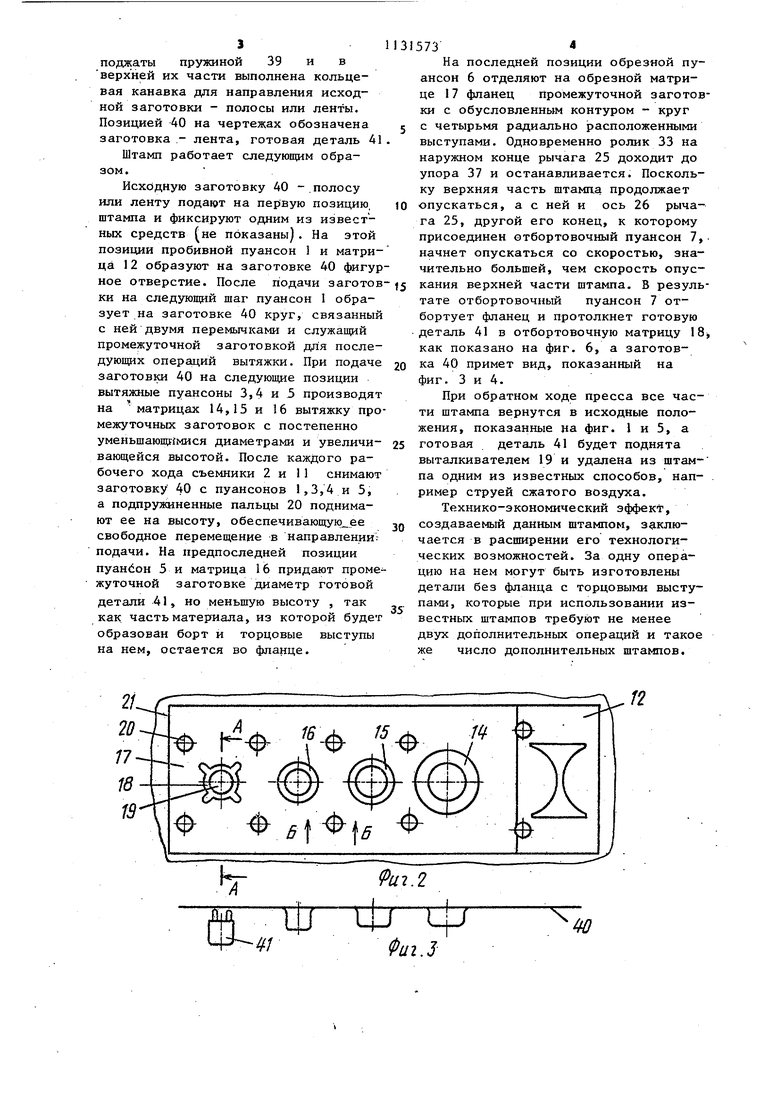
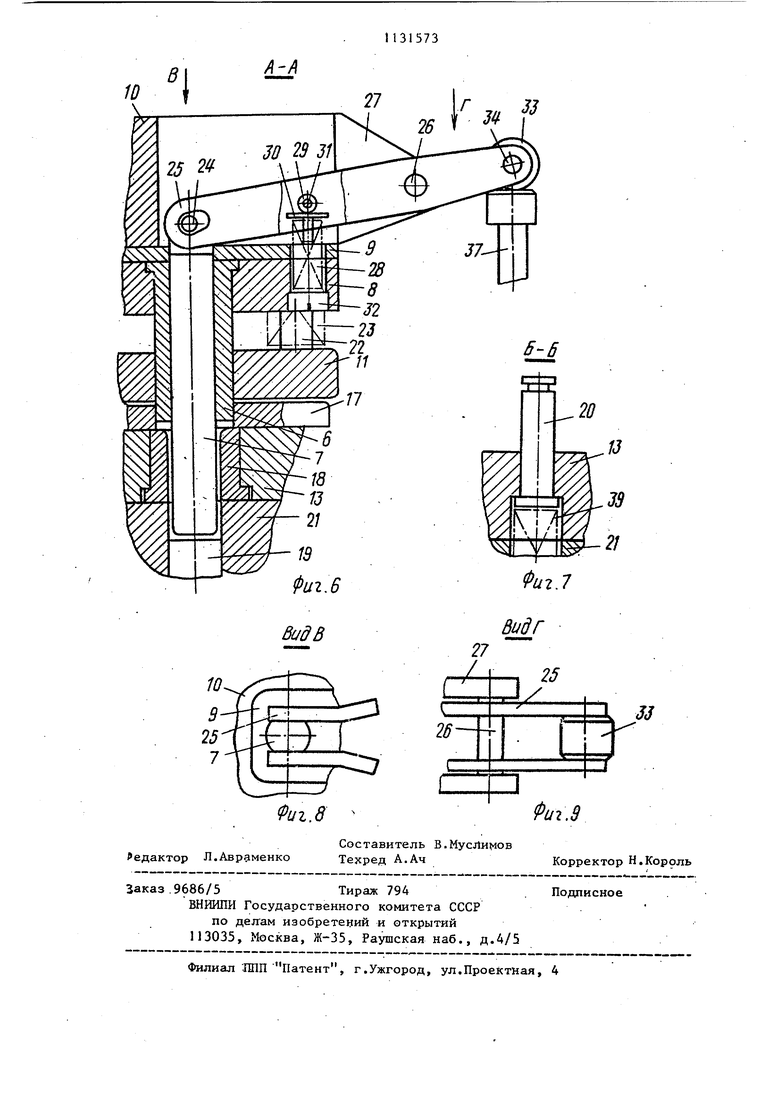
В нижней части штамп содержит пробивную матрицу 12 и обойму 13 с вытяжными 14, 15, 16, обрезной 17 и отбортовочной 18 матрицами, внутри последней из которых расположен выталкиватель 19. В пробивной матрице 12 и в обойме 13 помещены вертикально подпружиненные пальцы 20, служащие для подъема исходной заготовки (полосы или ленты). Пробивная матрица 12 и обойма 13 прикреплены к неподвижной плите 21 блока. К плите 10 с помощью ступенчатых винJTOB 22 с Надетыми на них пружинаNm 23 присоединен съемник 11. В отверстии обрезного пуансона 6 помещен с возможностью вертикального пе-. ремещения отбортовочный пуансон .7, шарнирно связанный осью 24 с левым концом рычага 25. Ось 26 качания рычага 25 находится в кронштейне 27, прикрепленном к плите 10. Рычаг 25 вместе с отбортовочным пуансоном 7 удерживается в верхнем положении пружиной 28, верхний конец которой опирается на палец 29 с шайбой 30, надетый на ось 31, а нижний поджат-резьбовой пробкой 32. Другой конец рычага 25 снабжен роликом 33, сидящим на оси 34. К обойме 13 прикреплен кронштейн 35 -с колодкой 36, в резьбовое отверстие которой помещен с возможностью регулировки по высоте упор 37, застопоренный гайкой 38. Пальцы 20 3 поджаты пружиной 39 и в верхней их части выполнена кольцевая канавка дпя направления исходной заготовки - полосы или ленты. Позицией 40 на чертежах обозначена заготовка .- лента, готовая деталь 4 Штамп работает следующим образом. Исходную заготовку 40 - полосу или ленту подают на первую позицию, штампа и фиксируют одним из известных средств не показаны). На этой позиции пробивной пуансон 1 и матрица 12 образуют на заготовке 40 фигур ное отверстие. После подачи заготов ки на следующий шаг пуансон 1 образует на заготовке 40 круг, связанный с ней двумя перемычками и служащий промежуточной заготовкой для последующих операций вытяжки. При подаче заготовки 40 на следующие позиции вытяжные пуансоны 3,4 и 5 производят на матрицах 14,15 и 16 вытяжку про межуточных заготовок с постепенно уменьшающг{мися диаметрами и увеличивающейся высотой. После каждого рабочего хода съемники 2 и 11 снимают заготовку 40 с пуансонов 1,3,4 и 5, а подпрулшненные пальцы 20 поднимают ее на высоту, обеспечивающую ее свободное перемещение в направлении подачи. На предпоследней позиции пуанбон 5 и матрица 16 придают проме жуточной заготовке диаметр готовой детали 41, но меньшую высоту , так как. часть материала, из которой буде образован борт и торцовые выступы на нем, остается во фланце. 734 На последней позиции обрезной пуансон 6 отделяют на обрезной матрице 17 фланец промежуточной заготовки с обусловленным контуром - круг с четырьмя радиально расположенными выступами. Одновременно ролик 33 на наружном конце рычага 25 доходит до упора 37 и останавливается. Поскольку верхняя часть штампа продолжает опускаться, а с ней и ось 26 рычага 25, другой его конец, к которому присоединен отбортовочный пуансон 7, начнет опускаться со скоростью, значительно большей, чем скорость опускания верхней части штампа. В результате отбортовочный пуансон 7 отбортует фланец и протолкнет готовую деталь 41 в отбортовочную матрицу 18 как показано на фиг. 6, а заготовка 40 примет вид, показанный на фиг. 3 и 4. При обратном ходе пресса все части штампа вернутся в исходные положения, показанные на фиг. i и 5, а готовая деталь 41 будет поднята выталкивателем 19 и удалена из штампа одним из известных способов, например струей сжатого воздуха. Технико-экономический эффект, создаваемый данным штампом, заключается в расширении его технологических возможностей. За одну операцию на нем могут быть изготовлены детали без фланца с торцовыми выступами, которые при использовании известных штампов требук)Т не менее двух дополнительных операций и такое же число дополнительных штампов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный штамп для вырубки, вытяжки, формовки дна детали и пробивки отверстия | 1978 |
|
SU759179A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ФИГУРНЫХ КОНИЧЕСКИХ ДЕТАЛЕЙ | 1993 |
|
RU2065793C1 |
| Комбинированный штамп для выполнения разделительных и формообразующих операций на прессах двойного действия | 1981 |
|
SU958014A1 |
| Штамп совмещенного действия | 1988 |
|
SU1763071A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| Штамп для вытяжки и обрезки | 1986 |
|
SU1333449A1 |
| Штамп совмещенного действия | 1980 |
|
SU927379A1 |
| Штамп для вырубки и многопереходной вытяжки | 1987 |
|
SU1459768A1 |
| Комбинированный штамп для вытяжки и обрезки в ленте | 1979 |
|
SU871905A1 |
| Штамп для вытяжки и обрезки полых деталей | 1980 |
|
SU912342A1 |
ШТАМП ПОСЛЕДОВАТЕЛЬНОГО . ДЕЙСТВИЯ ДЛЯ ВЫТЯЖКИ И ОБРЕЗКИ В ЛЕНТЕ, содержащий, вытяжные и полый обрезной пуансоны, жестко связанные с подвижной плитой, к которой подпружинен прижим, и неподвила€ую плиту с жестко закрепленными на ней вытяжными и обрезной матрицами, отличающийся тем, что, с целью расширения технологических возможностей путем изготовления стаканообразных деталей с-торцовыми выступами, он снабжен жестко связанным с подвижной плитой и помещенным внутри обрезного пуансона отбортовочным пуансоном и установленной соосно с ним отбортовочной матрицей, расположенной под обрезной матрицей, а также жестко закрепленным на неподвижной плите регулируемым-упором и шарнирно связанным с подвижной плитой вертикально подпружиненным .рыча(Л гом, одно плечо которого связано с отбортовочным пуансоном, а другое с: имеет на конце ролик, установленный с возможностью контактирования с упором. OQ СП ч 00 Фи1.1
А-я / 25 J J 29 31
77 18W 3
LU.
/
I
/////I
Фиг.5
27
26
3ff
35 X
ВидВ
ФигЛ
ВидГ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Дурандин М.М | |||
| и др | |||
| Штампы для холодной штамповки мелких деталей | |||
| М | |||
| Малшяостроение, 1978, с.41, рис | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Романовский В.П., Спра:вочник по холодной штамповке | |||
| Л., Машиностроение, 1971, с.623 - 625, рис | |||
| ЯКОРЬ ДЛЯ МАШИНЫ ВЫСОКОЙ ЧАСТОТЫ | 1922 |
|
SU535A1 |
