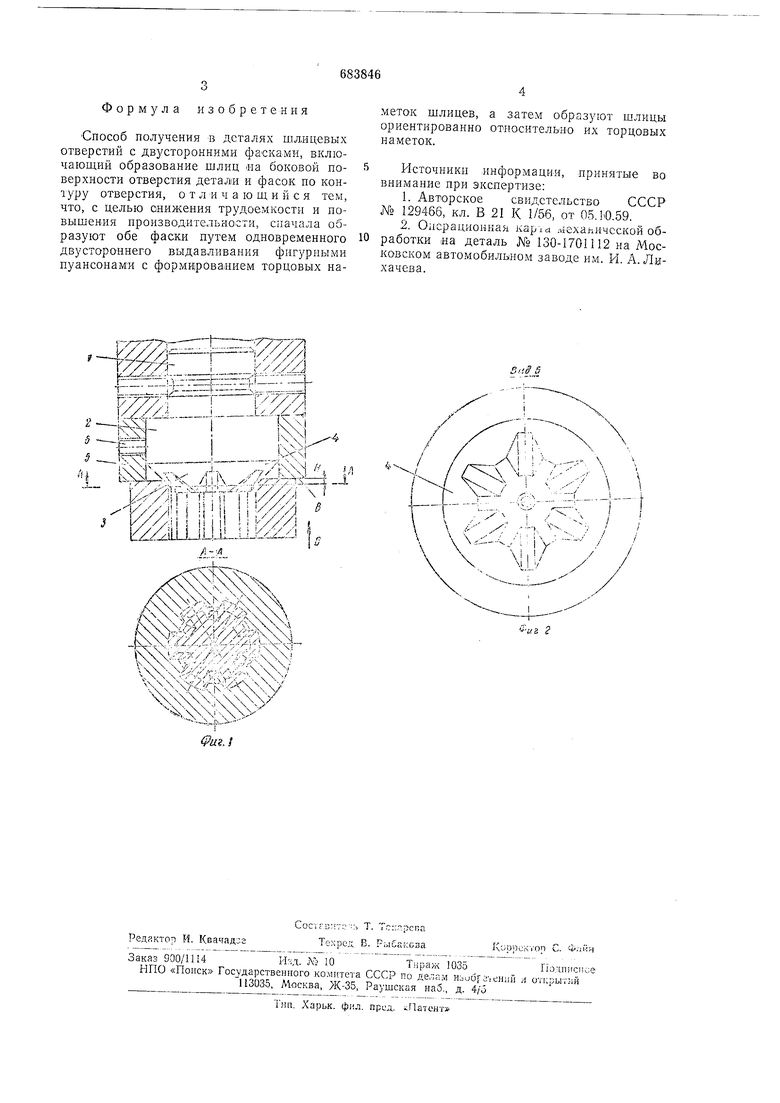
Изобретение относится к обработке металлов давлением, а именно к .способам получения в деталях шлицевых отверстий с двусторонними фасками. Известен способ получения в деталях шлицевых отверстий с двусторонними фасками путем пластичеСкого деформирования 1. Иедостатками известного способа явля-ются невысокое качество и производительность работы. Известен способ получения в деталях шлицевых отверстий с двусторонними фасками, включающий образование шлиц на боковой поверхности отверстия детали и фасок по контуру отверстия 2. Недостатка.мл известного способа является трудоемкость и низкая производительность способа. Целью изобретения является устранение указанных недостатков, а именно снижение трудоемкости « повышение производительности способа. Указанная цель достигается тем, что сначала образуют обе фа.ски путем одновременного двустороннего выдавливания фигурны.ми пуансонами с формированием торцовых наметок шлицов, а затем образуют шлицы ориентированно относительно их торцовых наметок. На фиг. 1 показана конструкция инструмента (фигурного пуансона) для осушестиления предлол-сенного способа и разрез А-А, на фиг. 2 - вид Б фиг. 1. Фигурный луансон состоит из хвостовика /, с помошью которого его «репят к ползуну пресса, цилашдрического участка рабочей части 2, конической рабочей части 3 с коническими зубцами 4. Базовый торец В унорного кольца 5 закрепляют на цилиндрическом уча-стке рабочей части 2 CTonopiHbni винтом 6 от сечения Л-А на заданную высоту фаски Н. Для одновременного получения фасок с обеих сторон шлицевого отверстия детали фигурные пуансоны устанавливают друг против друга. Предложенный способ реализуется слсдуюшим образом. Заготовку помешают в матрицу и путем одновременного двустороннего выдавливания фигурными пуансонами образуют обе фаски с формированием торцовых наметок шлицев, а затем образуют шлицы ориентированно относительно их торцовых наметок. Использование иредложенного способа получения в деталях шл 1цевь х отверстий с двусторонними фасками снижает трудоемкость и повышает производительность способа.
Формула изобретения
Способ получения в деталях шдицевых отверстий с двусторонними фа-сками, включающий образование шлиц «а боковой поверхности отверстия детали и фасок по контуру отверстия, отличающийся тем, что, с целью снижения трудоемкости и повышения ироизводительности, сначала образуют обе фаски путем одновременного двустороннего выдавливания фигурными пуансонами с формированием торцовых наметок шлицев, а затем образуют шлицы ориентированно относительно их торцовых наметок.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР № 129466, кл. В 21 К 1/56, от 05.Ю.59.
2.Операционная кар id механической обработки «а деталь № 130-1701112 на Московском автомобильном заводе им. И. А. Лихачева.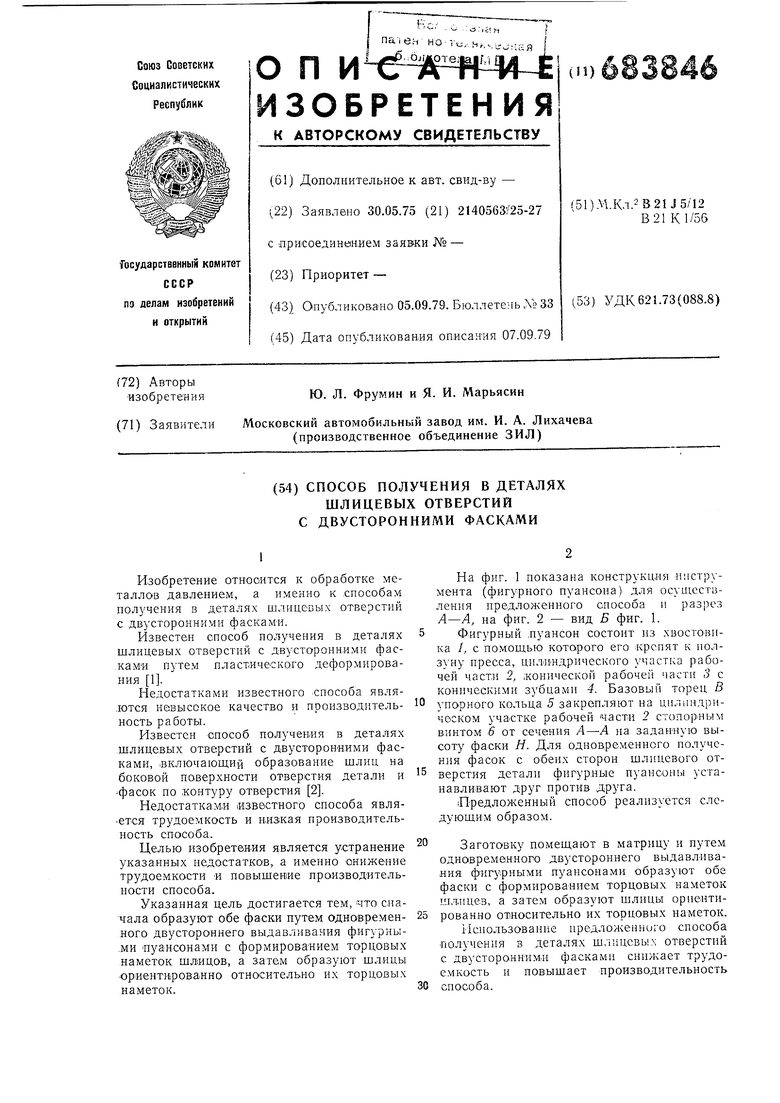
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многогранных гаек | 1989 |
|
SU1690942A1 |
| Способ упрочнения отверстий в металлических деталях | 1990 |
|
SU1801050A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВОК ТОРЦОВЫХ КЛЮЧЕЙ С ФАСОННОЙ ПОЛОСТЬЮ И СТУПЕНЧАТОЙ НАРУЖНОЙ ПОВЕРХНОСТЬЮ | 2003 |
|
RU2254957C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИН С ОТВЕРСТИЯМИ | 2003 |
|
RU2244607C1 |
| Способ изготовления точной поковки пальца шарнира грузового автомобиля | 2016 |
|
RU2649627C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ШЛИЦЕВЫХ ВТУЛОК | 1994 |
|
RU2070466C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГОЛОВОК ТОРЦОВЫХ КЛЮЧЕЙ С ФАСОННОЙ ПОЛОСТЬЮ | 2003 |
|
RU2254956C1 |
| Способ получения отверстий с фасками | 1981 |
|
SU988415A1 |
| Способ изготовления гаек | 1988 |
|
SU1655650A1 |
| Устройство для образования фасок в отверстиях листовых деталей | 1981 |
|
SU1031564A1 |
Si.S в
f-as 2
