(k) СПОСОБ ПОЛУЧЕНИЯ ОТВЕРСТИЙ С ФАСКАМИ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИН С ОТВЕРСТИЯМИ | 2003 |
|
RU2244607C1 |
| Устройство для штамповки листового материала | 1990 |
|
SU1784360A1 |
| Способ изготовления гаек | 1988 |
|
SU1655650A1 |
| Способ получения отверстий с фасками в толстолистовых заготовках | 1981 |
|
SU1017422A1 |
| Способ получения отверстий с фасками | 1978 |
|
SU774705A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВТУЛКИ С НАРУЖНЫМ КОЛЬЦЕВЫМ ЭЛЕМЕНТОМ | 1997 |
|
RU2122917C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВТУЛКИ С ФЛАНЦЕМ | 2000 |
|
RU2185916C2 |
| Способ изготовления полых ступенчатых деталей | 1988 |
|
SU1622072A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТВЕРСТИЙ С ФАСКОЙ | 1995 |
|
RU2080950C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА НАКОНЕЧНИКА ТОРМОЗНОГО ШЛАНГА | 2010 |
|
RU2428273C1 |
Изобретение относится, к обработке металлов давлением и может быть использовано для получения в листовых заготовках отверстий с фаскаМи.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ получения отверстий с фасками в листовых заготовках, который включает операцию выдавливания углубления с образова-нием стержня, последующую пробивку отверстия с диаметром, превышающим диаметр углубления, и формование фаскиЦП.
Недостатком известного способа является низкое качество получаемых отверстий, связанное с несоосностью фасок и нестабильностью размеров отверстия по всей его длине, образованием торцового заусенца и т.д.
Цель изобретения- - повышение качества получаемых отверстий с фасками .
Цель достигается тем, что после пробивки отверстия металл в кольцевой зоне, прилегакщей к стенкам отверстия, смещают в осевом направлении до об1разования впадины и выступа на противоположных кромках отверстия, после чего осаживают металл этой зоны с одновременным формообразованием фасок и калибровкой отверстия по пуансону.
ш
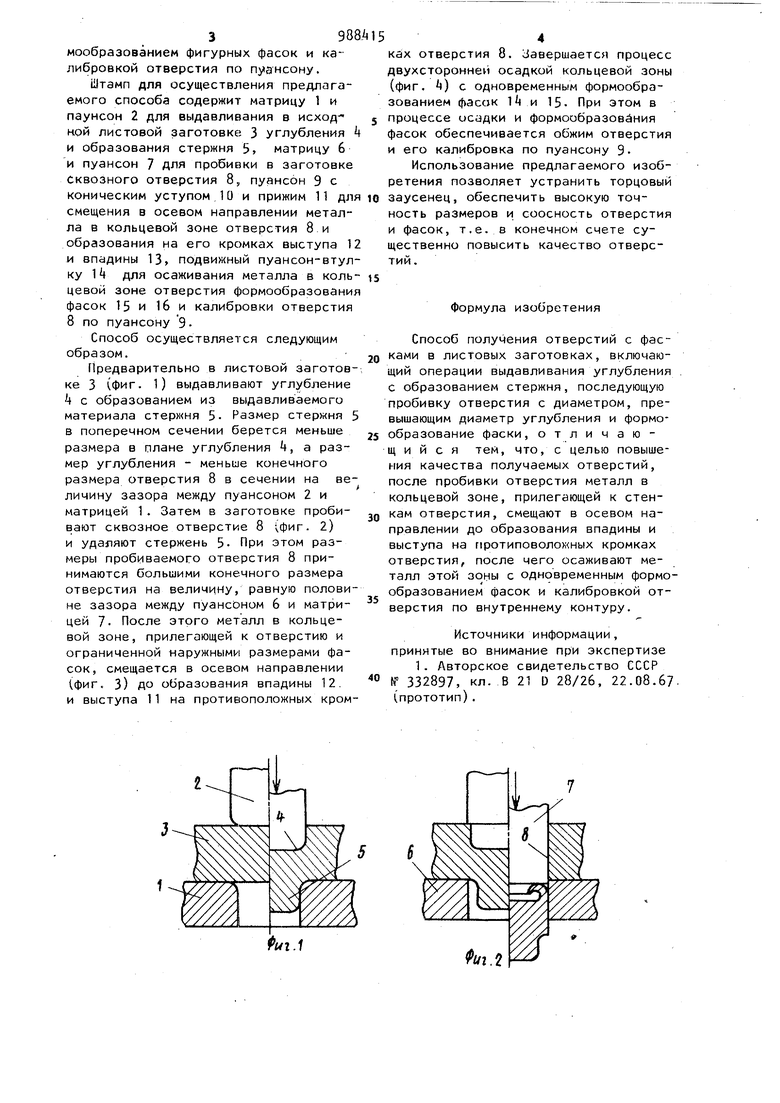
На фиг. 1 изображена схема процесса выдавливания углубления и образования стержня в листовой заготовке, реализующая предлагаемый способ; на
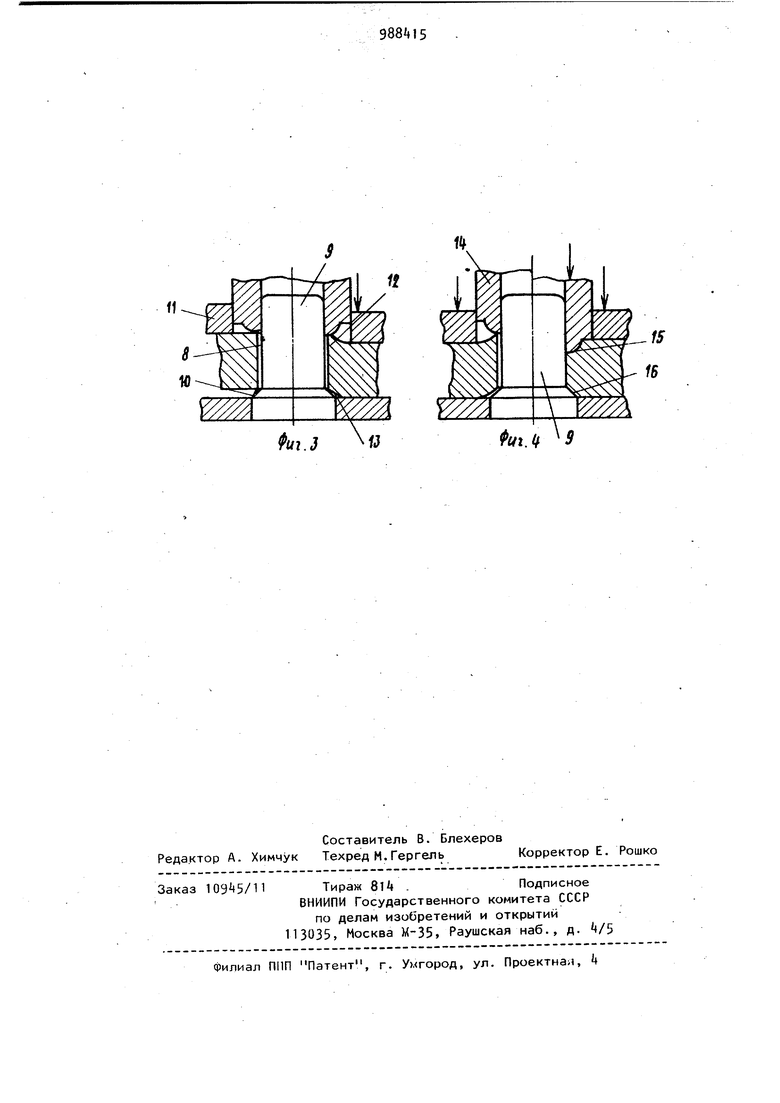
15 фиг. 2 - пробивка сквозного отверстия диаметром, превышающим диаметр углубления; на фиг.- 3 - смещение в осевом направлении металла в кольцевой зоне, прилегающей к отверстию,и
20 образование на противоположных кромках отверстия выступа и впадины; на фиг. - процесс осадки металла в кольцевой зоне с одновременным фор- /
398а
мообразованием фигурных фасок и калибровкой отверстия по пуансону.
Штамп для осуществления предлагаемого способа содержит матрицу 1 и паунсон 2 для выдавливания в исходкой листовой заготовке 3 углубления k и образования стержня 5, матрицу 6 и пуансон 7 для пробивки в заготовке Сквозного отверстия 8,, пуансон 9 с коническим уступом, 10 и прижим 11 для смещения в осевом направлении металла в кольцевой зоне отверстия 8 и образования на его кромках выступа 12 и впадины 13 подвижный пуансон-втулку 1 4 для осаживания металла в кольцевой зоне отверстия формообразования фасок 15 и 16 и калибровки отверстия 8 по пуансону Э.
Способ осуществляется следующим образом.
Предварительно в листовой заготовке 3 (фиг. 1) выдавливают углубление k с образованием из выдавливаемого материала стержня 5. Размер стержня 5 в поперечном сечении берется меньше размера в плане углубления k, а размер углубления - меньше конечного размера отверстия 8 в сечении на величину зазора между пуансоном 2 и матрицей 1 . Затем в заготовке пробивают сквозное отверстие 8 ;,фиг. 2) и удаляют стержень 5. При этом размеры пробиваемого отверстия 8 принимаются большими конечного размера отверстия на величину, равную половине зазора между пуансоном 6 и матрицей 7- После этого металл в кольцевой зоне, прилегающей к отверстию и ограниченной наружными размерами фасок, смещается в осевом направлении (фиг. 3) до образования впадины 12. и выступа 11 на противоположных кромках отверстия 8. Завершается процесс двухсторонне11 осадкой кольцевой зоны (фиг. ) с одновременным формообразованием фасок и 15. При этом в процессе осадки и формообразования фасок обеспечивается обжим отверстия и его калибровка по пуансону 9Использование предлагаемого изобретения позволяет устранить торцовый заусенец, обеспечить высокую точность размеров и соосность отверстия и фасок, т.е. в конечном счете существенно повысить качество отверстий.
Формула изобретения
Способ получения отверстий с фасками в листовых заготовках, включающий операции выдавливания углубления с образованием стержня, последующую пробивку отверстия с диаметром, превышающим диаметр углубления и формообразование фаски, отличающийся тем, что, с целью повышения качества получаемых отверстий, после пробивки отверстия металл в кольцевой зоне, прилегающей к стенкам отверстия, смещают в осевом направлении до образования впадины и выступа на протиповоложных кромках отверстия, после чего осаживают металл этой зоны с одновременным формообразованием фасок и калибровкой отверстия по внутреннему контуру.
Источники информации, принятые во внимание при экспертизе
иг.1
ui.3
ui.tf 9
