Применяемые для сборки трубчаых Теплообменников (осооенно с линными, но тонкими медными трубками) стойки-ставлюги имеют ряд cvцестЕенных недостатков всле/1ствие наличия множества клееных деревянных прокладок в виде полуколец. В процессе сборки таких теплообменников прокладки часто ломаются, в результате чего требуется ремопт или полная их замена.
Технологический процесс сборки трубчатой части теплообменников с применением полуколец чрезвычайно медленный, так как с увеличением диаметра трубчатой часги теплообменника должны постепенно выниматься полукольца из каждой стойкиставлюги вследствие набора очередного ряда трубок.
Поскольку этих полуколец применяется много, то набранные трубы теплообменника приходится очень часто поднимать и опускать при помощи подъемных механизмов большой грузоподъемности.
Предлагаемое устройство для сборки трубчатых теплообменников устраняет отмеченные недостатки. В нем предус.мотрен ряд параллельно устао4 Свод в. 11.
повленных станин, каждая из которых снабжена рычагами, шарнирно соединенными наподобие ножниц. Одни концы рычагов несут ролики для ремня, наматываемого на барабан и служащего для поддержания собираемых трубок. Вторые концы рычагов снабжены гайками для винта, осуществляющего их перемещение, в результате чего можно поднимать и опускать трубки, находящиеся на ремне.
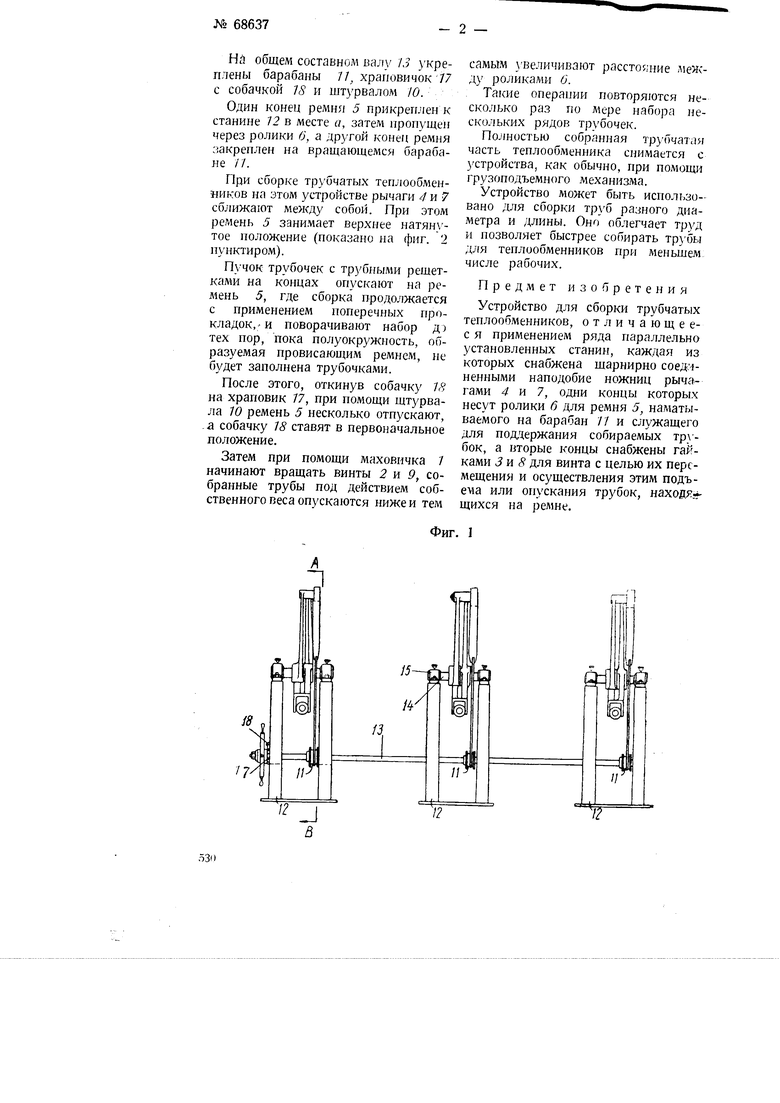
На фиг. 1 предлагаемое устройство изображено сбоку, а на фиг. 2 - в разрезе по AS.
Устройство состоит из станин 72, соединенных между собой валом /Л (фиг. 1). Каждая станина /2 в подщипниках /5 несет вал 14, являющийся осью вращения рычагов 4 7 (фиг. 2). Эти рычаги в верхних частях на осях /9 имеют ролики 6 ДJlя ремня 5, а в нижних частях они шарнирно соединены со свободно висящими гайками J и S. в которых вращаются винты 2 и 9 с правой и левой резьб№. Винты 2 и 9 соедииены между собой муфтой 6.
Один из винтов имеет на конце маховичок /.
529
Ни общем составном валу 13 укреплены барабаны 7/ храповичок 77 с собачкой 18 и штурвалом 10.
Один конец ремня 5 прикреплен к станине 72 в месте а, затем пропущен через ролики 6, а другой конец ремня закреплен на вращающемся барабане II.
При сборке трубчатых теплообменНиков на этом устройстве рычаги 4 к 7 сближают между собой. При этом ремень 5 занимает верхнее натянутое положение (показано на фиг. 2 пунктиром).
Пучок трубочек с трубными рещетками на концах опускают на ремень 5, где сборка продолжается с применением поперечных прокладок,- и поворачивают набор д) тех пор, пока полуокружность, образуемая провисающим ремнем, не будет заполнена трубочками.
После этого, откинув собачку 18
на храповик 77, при помощи щтурвала 10 ремень 5 несколько отпускают,
а собачку 18 ставят в первоначальное
положение.
Затем при помощи маховичка 7 начинают вращать винты 2 и Р, собранные трубы под действием собственного веса опускаются ниже и тем
i8
самым звеличивают расстояние .между роликами 6.
Такие операоии повторяются несколько раз по Aiepe набора нескольких рядов трубочек.
Полностью собранная трубчатая часть теплообменника снимается с устройства, как обычно, при помощи грузоподъемного механизма.
Устройство может быть использовано для сборки труб разного диаметра и длины. Оно облегчает труд и позволяет быстрее собирать трубы для теплообменников при меньшем числе рабочих.
Предмет изобретения
Устройство для сборки трубчатых теплообменников, отличающеес я применением ряда параллельно установленных станин, каждая из которых снабжена шарнирно соединенными наподобие ножниц рычагами 4 и 7, одни концы которых несут ролики б для ремня 5, наматываемого на барабан 77 и служащего для поддержания собираемых трубок, а вторые концы снабжены гайками Зтл 8 для винта с целью их перемещения и осуществления этим подъevia или опускания трубок, находя..щихся на релше.
Фиг. 1
Фиг. 2
k (f
jiVl/«j
/Л-./А
| название | год | авторы | номер документа |
|---|---|---|---|
| Шпалотаска | 1937 |
|
SU52933A1 |
| Приспособление для снятия фаски по окружности цилиндра | 1936 |
|
SU52504A1 |
| Приспособление для калибровки труб | 1936 |
|
SU51837A1 |
| Прибор для определения конфигурации излома трубы в буровой скважине | 1949 |
|
SU78845A1 |
| Устройство для изготовления проволочных штырей и запрессовки их в изделие | 1988 |
|
SU1593879A2 |
| Ротационный штамп для оформления вырезов в кромках листов или лент | 1941 |
|
SU67404A1 |
| Механизм для транспортирования обуви при затяжке | 1930 |
|
SU23831A1 |
| Сновально-ткацкий станок для тканья бесконечных приводных ремней | 1935 |
|
SU50111A1 |
| Устройство для поперечной резки сукна | 1928 |
|
SU13581A1 |
| Устройство-конструктор для обслуживания пациента на кровати | 2021 |
|
RU2779485C1 |

