1
Изобретение касается сварки и относится к конструкции устройства для сварки изделий прямоугольного профиля.
Известно устройство для сварки изделий прямоугольного профиля, содержащее стол с закрепленными на нем стойкой со сварочной горелкой и механизм перемещения изделия, выполненный в виде приводной шеетерни и профильной зубчатой рейки с гнездой для изделия, смонтированной в обойме с фигурным окном и поджатой упором к окну обоймы 1.
Известное устройство позволяет производить сварку по замкнутому контуру изделий различной конфигурации с минимальным радиусом закругления, равным 2,1 мм. Этот радиус закругления (R 2,1 мм) ограничен минимально допустимым количеством зубьев шестерни (Z 14) и миниальным модулем (т 0,3).
Таким образом, указанный радиус закругления получается из следующей форму R m/-z 0,|,1А 2,1мм.
мА
Недостатком такого устройства для сварки изделий прямоугольного профиля является то, что оно не обеспечивает высокого качества сварки изделий с радиусом между кромками, близким к нулю.
Цель изобретения - создание такой конструкции устройства, которая обеспечивала бы повышение качества сварки изделий с радиусом между кромками, близким к нулю.
Это достигается тем, что между зубчатой рейкой и гнездом для изделия смонтирован двуплечий рычаг, пространственный шарнир которого установлен на стане, при этом опора для изделия оснащена системой подвески, выполненной в виде втулки; основной и дополнительной тяг, и направляющей, причем опора для изделия смонтирована во втулке с возможностью поворота, а к наружной поверхности втулки жестко прикреплена основная тяга, противоположный конец которой посредством цилиндрического шарнира соединен с дополнитетьной тягой, установленной в направляющей, закрепленной на столе.
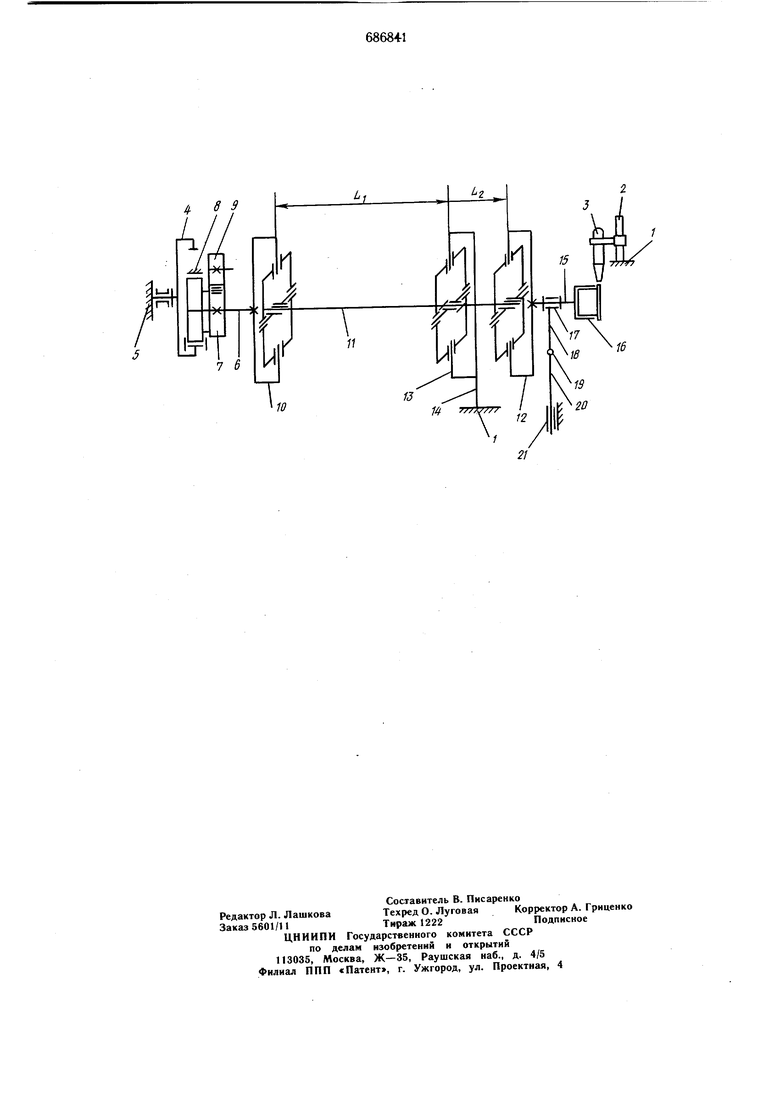
На чертеже изображена кинематическая схема предлагаемого устройства.
На столе 1 установлены стойка 2 с закрепленной на ней сварочной горелкой 3 и
механизм перемещения изделня прямоуго.тьного профиля. Механизм перемещения имеет обойму 4 с фигурным окном, профиль и размеры которого выбраны в зависимости от профиля и размеров свариваемого изделия. Обойма 4 вмонтирована в опору 5. В окне обоймы 4 на оси 6 помещена профильная часть замкнутой рейки 7, постоянно прижатая к обойме 4 упором 8. Зубчатая часть рейки 7 взаимодействует с щестерней
9.На оси 6 закреплена ша-рнирная муфта
10.В щарнирную муфту 10 свободно входит один конец двуплечего рычага 1 1, другой его конец также свободно входит в шарнирную муфту 12. На двуплечем рычаге закреплен пространственный щарнир 13, который соединен со стойкой 14, расположенной на столе 1. Стойка 14, установленная на столе 1, может перемещаться, изменяя тем самым соотношение плечей двуплечего рычага 11. Шарнирная муфта 12 соединена с валом 15, на котором установлена опора для свариваемого изделия 16. Вал 15 смонтирован во втулке 17. К наружной поверхности втулки жестко прикреплена основная тяга 18, противоположный конец которой посредством цилиндрического щарнира 19 соединен с тягой 20, установленной в направляющей 21, закрепленной на столе 1.
Для сварки изделий с радиусами закругления от 2 мм и меньше (близкими к нулю), геометрические размеры зубчатой рейки 7 и ее радиусов закругления преднамеренно увеличиваются, а соотношения плечей двуплечего рычага 1 1 устанавливается в соответствии с величиной преднамеренного увеличения зубчатой рейки 7 и ее радиусов закругления.
Предлагаемое устройство работает следующим образом.
Свариваемое изделие прямоугольного профиля устанавливается в гнездо 16 и подается сигнал па его перемещение. При этом шестерня 9 перемещает замкнутую зубчатую рейку 7. Ось 6 зубчатой рейки 7 передает движение на шарнирную муфту 10. Двуплечий рычаг 11 повторяет профильное движение зубчатой рейки 7 и передает его через вал 15 на опору для изделия 16. Соотношение размеров плечей двуплечего рычага влияет на геометрические размеры свариваемых изделий по отношению к раз.меру зубчатой рейки 7.
Для сварки изделий с радиусом закругления в 0,3 мм следует увеличить геометрические размеры замкнутой зубчатой рейки и радиуса ее закругления, например в 10 раз, при этом соотношение плечей двуплечего рычага будет 10:1 (L, 10, U 1).
На предлагаемом устройстве производится качественная сварка изделий с радиусами закругления от 2,1 мм и меньше (близкими к пулю). Например, выполняется сварка реле типа РЭС-47, РЭС-49, РЭС-53, РЭС-60и др.
Благодаря возможности изменения соотпощения плечей двуплечего рычага можно сварить изделия с любыми необходимыми рааиусами закругления, не изготавливая механизм перемещения для каждого типа размеров сваривае.мых изделий.
Формула изобретения
Устройство для сварки изделий прямоугольного профиля, содержащее стел с закреплеппыми на нем стойкой, со сварочйой горелкой и механизм перемещения изделия, выполненный в виде приводной щестерни и профильной зубчатой рейки с опорой для изделия, смонтированной в обойме с фигурным Окном и поджатой упором к окну обоймы, отличающееся тем, что, с целью повыщения качества сварки изделий с радиусом между кромками, близким к нулю, между зубчатой рейкой и гнездом для изделия с.монтирован двуплечий рычаг, который пространственным шарниром установлен на столе, при этом опора для изде.тия оснащена системой подвески, выполненной в виде втулки, основной и дополнительной тяг и направляющей, причем опора для изделия смонтирована во втулке с возможностью поворота, к наружной поверхности втулки жестко прикреплена основная тяга, противоположный конец которой посредством цилиндрического щарнира соединен с дополнительной тягой, установленной в направляющей закрепленной на столе.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 491460, кл. В 23 К 37/04, 1973. 8 9
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки | 1973 |
|
SU491460A1 |
| Поточная линия для изготовления сварных конструкций | 1976 |
|
SU654374A2 |
| Прокатно-ковочный стан | 1988 |
|
SU1547891A1 |
| Автоматизированный комплекс для штамповки крупногабаритных деталей | 1985 |
|
SU1324725A1 |
| Кантователь | 1987 |
|
SU1496975A1 |
| СПОСОБ ПРОИЗВОДСТВА ДЕРЕВОМЕТАЛЛИЧЕСКИХ БАЛОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2254229C2 |
| Рабочая клеть роликового стана | 1983 |
|
SU1107915A1 |
| СПОСОБ СКРЕПЛЕНИЯ ПО ТОРЦУ ЛИНЕЙНЫХ РАЗРЕЗОВ ПРЕИМУЩЕСТВЕННО СТЕНОК КРОВЕНОСНОГО СОСУДА И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2394508C1 |
| МЕХАНИЗМ НАТЯЖЕНИЯ И ОТПУСКА ОСНОВЫ НА ТКАЦКОМ СТАНКЕ | 2003 |
|
RU2240390C2 |
| ЯМКОДЕЛАТЕЛЬНЫЙ АГРЕГАТ И.Г.МУХИНА | 1998 |
|
RU2144755C1 |