фиг.}
CD 9) О СЛ
31496
Изобретение относится к сварке, в частности к вспомогательному оборудованию для механизации сборочно- сварочных работ, а именно к конструк- ции кантователей.
Целью изобретения является повышение производительности, расширение технологических возможностей и упрощение конструкции путем обеспечения продольного перемещения изделия без его neiJeycTaHOBKn и использования механизма перемещения корпусов и вращения шпинделей для зажима изделия.
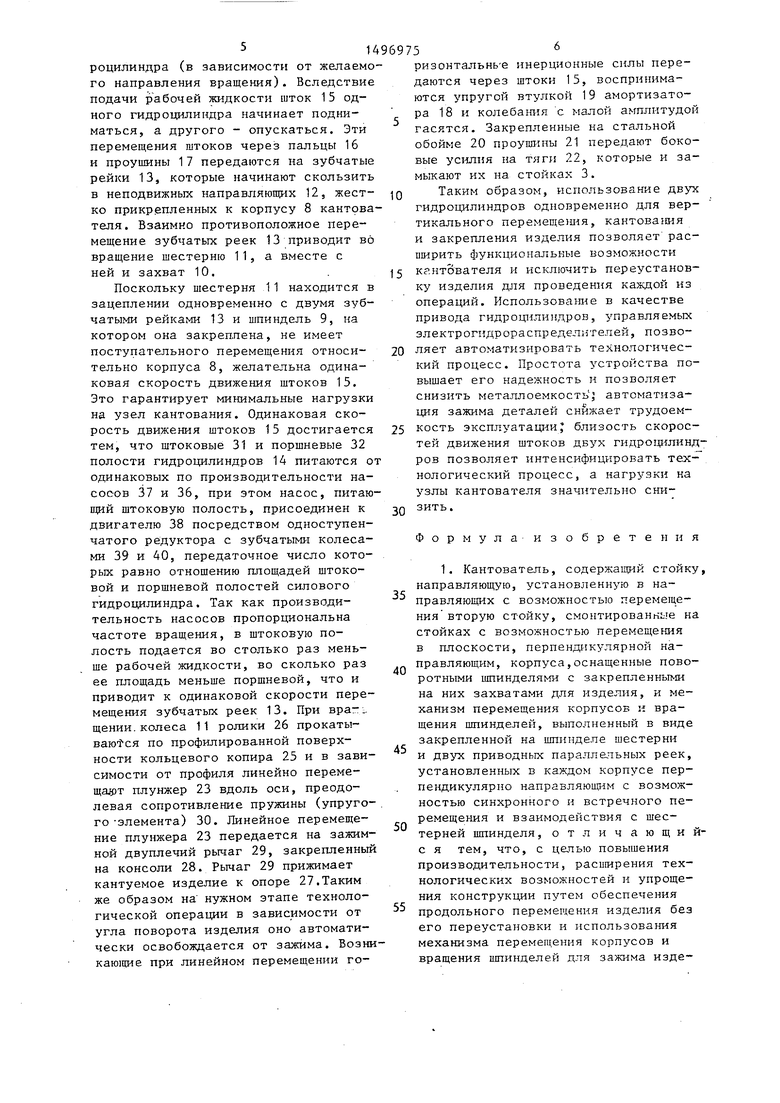
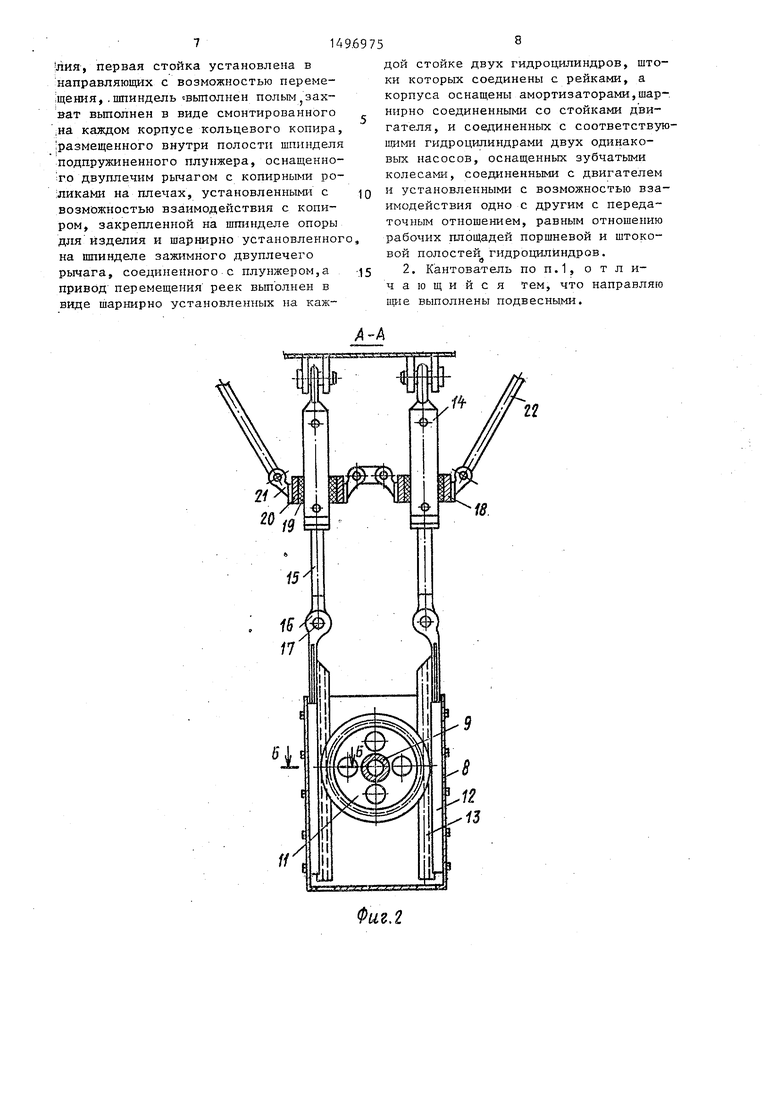
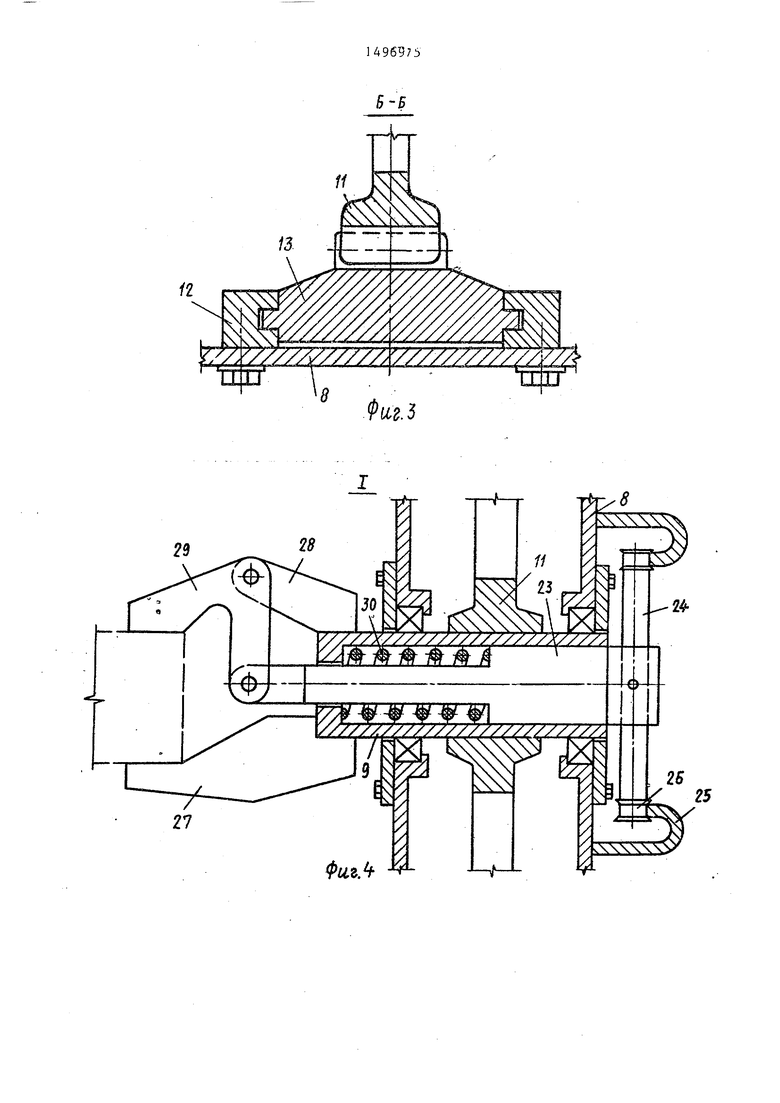
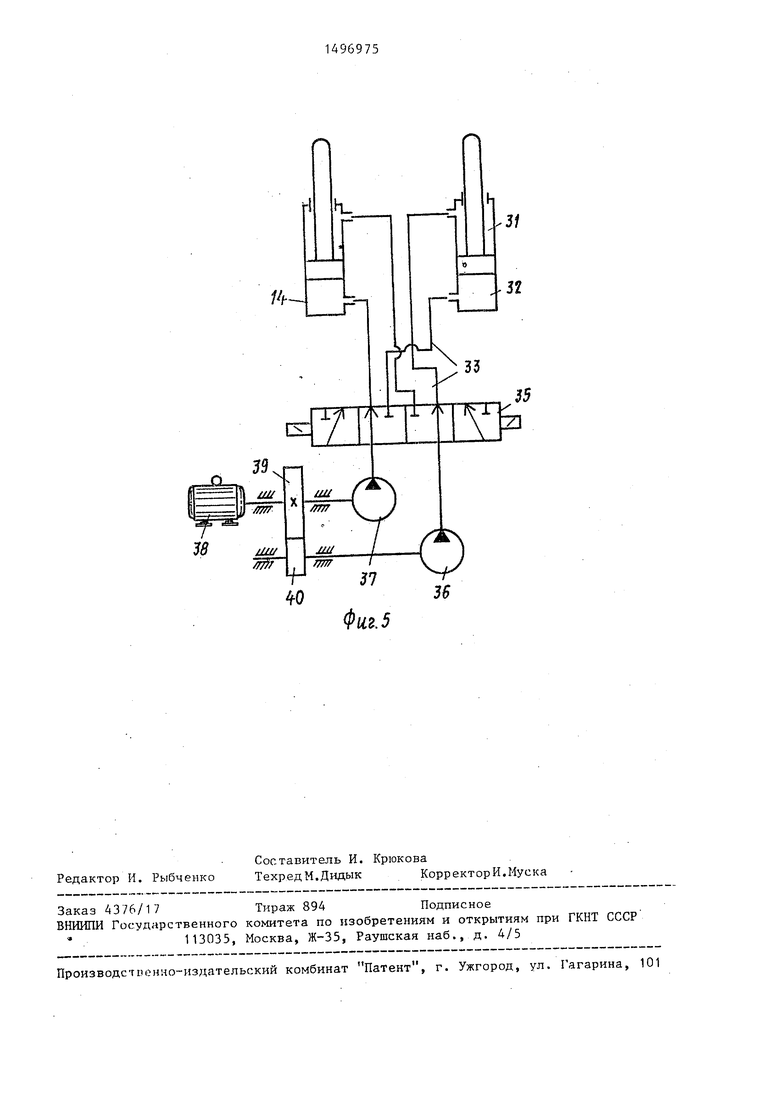
На фиг.1 изображен кантователь; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.2; на фиг.4 - узел I на фиг.1; на фиг.З - схема управления.
Кантователь содерткит подвесную на- правляющую 1, установленные на ней посредством тележек 2 стойки 3. Тё- лежки 2 снабжены ходовыми колесами
4,а на стойках смонтированы ролики
5,взаимодействующие с приводной цепью б; и блоки 7 гидрораспределительной арматуры.
Кантователь оснащен корпусами 8, установленными с возможностью вертикального перемещения, смонтирован- ными в корпусах шпинделями 9 с зaxвaтa ш 10 для изделия и механизмами перемещения корпусов и вращения шпинделей.
Механизм каждой стойки 3 выполнен
в виде закрепленной на шпинделе 9 шестерни 11 и двух уста-новленных в направляющих 12 корпуса 8 реек 13. Рейки 13 расположены параллельно друг другу, перпендикулярно направ- ляющей 1 и установлены с возможность син-хронного перемещения в одном направлении, а также с возможностью, встречного п6)емещення.
Привод перемещения реек 13 выпол- пен в виде шарнирно установленных на каждой стойке двух гидроцилиндров 14, штоки 15 которых посредством пальцев 16 шарнирно соединены с проушинами 17 реек 13.
На корпусах гидрогтилиндров 14 смонтированы амортт:заторы 18, выполненные в виде упругой втулки 19 и жесткой обоймы 20 с проушинами 21 для тяг 22 с целью шарнирного соединения амортизаторов со стойками.
Каждый захват 10 для изделия выполнен в виде установленного в полом шпинделе 9 плунжера 23, смонтирован-
Q
5
0
5
0
5
0
,
0
5
ного на корпуса 8 кольцевого копира 24, шарнирно установленного на плунжере 23 двуплечего рычага 25 с копир- ными роликами 26 на его плечах, закрепленной на шпинделе опоры 27 и установленного на шпинделе посредством кронштейна 28 зажимного двуплечего рьгчага 29. Плунжер 23 подпружинен отн,осительно шпинделя 9 пружиной 30, благодаря чему ролики 26 прижаты к копиру 25.
Штокове полости 31 и поршневые полости 32 силовых гидроцилиндров 14 посредством трубопроводов 33 подсоединены к насосной станции 34, смонтированной на стойке 3. Насосная станция 34 включает электрогидрорас- пределитель 35, насосы 36 и 37, двигатель 38 и цилиндрическую передачу с зубчатыми колесами 39 и 40.
Кантователь работает следующим образом.
°С помощью приводной цепи 6, подвешенной к направляющей 1 посредством роликов .5, тележки 2, перемещающиеся на ходовых колесах 4, устанав- ливаются таким образом, чтобы захваты j10 кантователя находились над краем кантуемого изделия. От насоса 37 насосной станции 34 рабочая жидкость через электрогидрораспределитель подъема -опускания (не показан) блока 7 подается в поршневые полости 32 гидроцилиндров 14. Корпуса 8 опускаются до уровня кантуемого изделия, установленного, например, на стеллаже. С помощью тяговой цепи -6 тележки 2 кантователя сближаются, в результате чего кантуемое изделие оказывается между опорбй 27 и рычагом 29. После этого в зависимости от плана твхно,догической операции изделие может быть поднято и перенесено, например, к месту сварки./Для этого через электрогидрораспределитель подъема-опускания по трубопроводам 33 рабочая да1дкость подается в штоковые полости 31 гидроцилиндров. Изделие поднимается на необходимую высйту, может быть перемещено при помош цепи 6 и установлено на стел- паж. для выполнения рабочей операции. -При необходимости кантования изделия на произвольный угол рабочая жидкость от насосов 37 и 36 электрогид- рораспределите пь 35 одновременно подается в ШТОКОВУЮ полость 31 ОДНОГ О
и поршневую полость 32 другого гидроцилиндра (в зависимости от желаемого направления вращения). Вследствие подачи р абочей жидкости шток 15 одного гидроцилиндра начинает подниматься, а другого - опускаться. Эти перемещения штоков через пальцы 16 и проушины 17 передаются на зубчатые рейки 13, которые начинают скользить в неподвижных направляющих 12, жестко прикрепленных к корпусу 8 кантователя. Взаимно противоположное перемещение зубчатых реек 13 приводит во вращение шестерню 11, а вместе с ней и захват 10.
Поскольку шестерня 11 находится в зацеплении одновременно с двумя зубчатыми рейками 13 и шпиндель 9, на котором она закреплена, не имеет поступательного перемещения относительно корпуса 8, желательна одинаковая скорость движения штоков 15. Это гарантирует минимальные нагрузки на узел кантования. Одинаковая скорость движения штоков 15 достигается тем, что штоковые 31 и поршневые 32 полости гидроцилиндров 14 питаются от одинаковых по производительности насосов 37 и 36, при этом насос, питаю- пдай штоковую полость, присоединен к двигателю 38 посредством одноступенчатого редуктора с зyбчaты ш колесами 39 и 40, передаточное число которых равно отношению площадей штоко- вой и поршневой полостей силового гидроцилиндра. Так как производительность насосов пропорциональна частоте вращения, в штоковую полость подается во столько раз меньше рабочей жидкости, во сколько раз ее площадь меньше поршневой, что и приводит к одинаковой скорости перемещения зубчатых реек 13. При враг:, щении.колеса 11 ролики 26 прокатываются по профилированной поверхности кольцевого копира 25 п в зависимости от профиля линейно переме- щадот плунжер 23 вдоль оси, преодолевая сопротивление пружины (упруго- го-элемента) 30. Линейное перемещение плунжера 23 передается на зажимной двуплечий рычаг 29, закрепленный на консоли 28. Рычаг 29 прижимает кантуемое изделие к опоре 27.Таким же образом на нужном этапе технологической операции в зависимости от угла поворота изделия оно автоматически освобождается от зажима. Возникающие при линейном перемещении го0
5
0
5
0
5
0
5
0
5
ризонтальнь е инерционные силы передаются через штоки 15, воспринимаются упругой втулкой 19 амортизатора 18 и колебания с малой амплитудой гасятся. Закрепленные на стальной обойме 20 проушины 21 передают боковые усилия на тяги 22, которые и замыкают их на стойках 3.
Таким образом, использование двух гидроцилиндров одновременно для вертикального перемеш.ения, кантоваьшя и закрепления изделия позволяет рас- пмрить функциональные возможности к,нтователя и исключить переустановку изделия для проведения каждой из операций. Использова те в качестве привода гидроцили1 дров, управляемых злектрогидрораспределнтелей, позволяет автоматизировать технологический процесс. Простота устройства повышает его надежность и позволяет снизить металлоемкость з автоматизация зажима деталей снижает трудоемкость эксплуатацииJ близость скоростей движения штоков двух гидрощ линд- ров позволяет интенсифицировать технологический процесс, а нагрузки на узлы кантователя значительно снизить.
Формулаизобретения
1. Кантователь, содержащий стойку, направляющую, установленную в на- правляюш:их с возможностью перемещения вторую стойку, смонтированные на стойках с возможностью перемещения в плоскости, перпендикулярной направляющим, корпуса,оснащенные поворотными шпинделями с закрепленными на них захватами для изделия, и механизм перемещения корпусов и вращения шпинделей, выполненный в виде закрепленной на шпинделе шестерни и двух приводных параллельных реек, установленных в каждом корпусе перпендикулярно направляющим с возможностью синхронного и встречного перемещения и взаимодействия с щес- терней шпинделя, отличающий- с я тем, что, с целью повышения производительности, расширения технологических возможностей и упрощения конструкции путем обеспечения продольного перемещения изделия без его переустановки и использования механизма перемещения корпусов и вращения шпинделей для изде7149.6975
лия, первая стойка установлена в направляющих с возможностью переме- 1щения, .шпиндель вьтолнен полым захват выполнен в виде смонтированного ,на каждом корпусе кольцевого копира, ;размвщенного внутри полости шпинделя подпружиненного плунжера, оснащенно- ;го двуплечим рычагом с копирными роликами на плечах, установленными с Q возможностью взаимодействия с копиром, закрепленной на шпинделе опоры для изделия и шарнирно установленного, на шпинделе зажимного двуплечего
рычага, соединенного с плунжером,а привод перемещения реек вьшолнен в виде шарнирно установленных на кажQ
5
дои стоике двух гидродилиндров, штоки которых соединены с рейками, а корпуса оснащены амортизаторами,шарнирно соединенными со стойками двигателя, и соединенных с соответствующими гидроцилиндрами двух одинаковых насосов, оснащенных зубчатыми колесами, соединенными с двигателем и установленными с возможностью взаимодействия одно с другим с передаточным отношением, равным отношению рабочих площадей поршневой и штоковой полостей гидрощшИндров. в
2. Кантователь по п.1, отличающийся тем, что направляю щие выполнены подвесными.
| название | год | авторы | номер документа |
|---|---|---|---|
| А. Е. РУДНИЦКИЙ | 1968 |
|
SU217623A1 |
| СТЕНД ДЛЯ СБОРКИ И ДВУСТОРОННЕЙ СВАРКН ЛИСТОВОГО МАТЕРИАЛА В ПОЛОТНИЩА | 1973 |
|
SU366951A1 |
| Кантователь | 1981 |
|
SU986691A1 |
| Кантователь | 1978 |
|
SU766800A1 |
| Траверса для кантования грузов | 1989 |
|
SU1703601A1 |
| Двухшпиндельный станок для глубокого сверления | 1985 |
|
SU1268310A1 |
| ШПИНДЕЛЬНАЯ ГОЛОВКА ДЛЯ КОНУСНО ЭЛЛИПСНОЙОБТОЧКИ | 1965 |
|
SU174490A1 |
| Устройство для стыковки днищ с обечайками | 1985 |
|
SU1294549A1 |
| МНОГОШПИНДЕЛЬНЫЙ ПОЛУАВТОМАТ | 1966 |
|
SU222843A1 |
| Способ формообразования автомобильного бампера и устройство для его осуществления | 1983 |
|
SU1132999A1 |
Изобретение относится к сварке, в частности к вспомогательному оборудованию для механизации сборочно-сварочных работ при изготовлении крупногабаритных конструкций, а именно к конструкции кантователей. Изобретение решает задачу расширения функциональных возможностей кантователя и упрощения конструкции. В кантователе на направляющей 1 смонтированы две подвижные стойки 3 с механизмом перемещения корпусов 8 и вращения шпинделей 9. Этот механизм включает смонтированную на шпинделе 9 шестерню, взаимодействующую с двумя параллельными рейками, перемещаемыми гидроцилиндрами 14 либо в одном направлении для перемещения корпуса 8, либо в разных направлениях для вращения шпинделя 9. При вращении шпинделя производится одновременный зажим изделия. Перемещение изделия на следующую позицию производят перемещением стоек 3 вдоль направляющей. 1 з.п. ф-лы, 5 ил.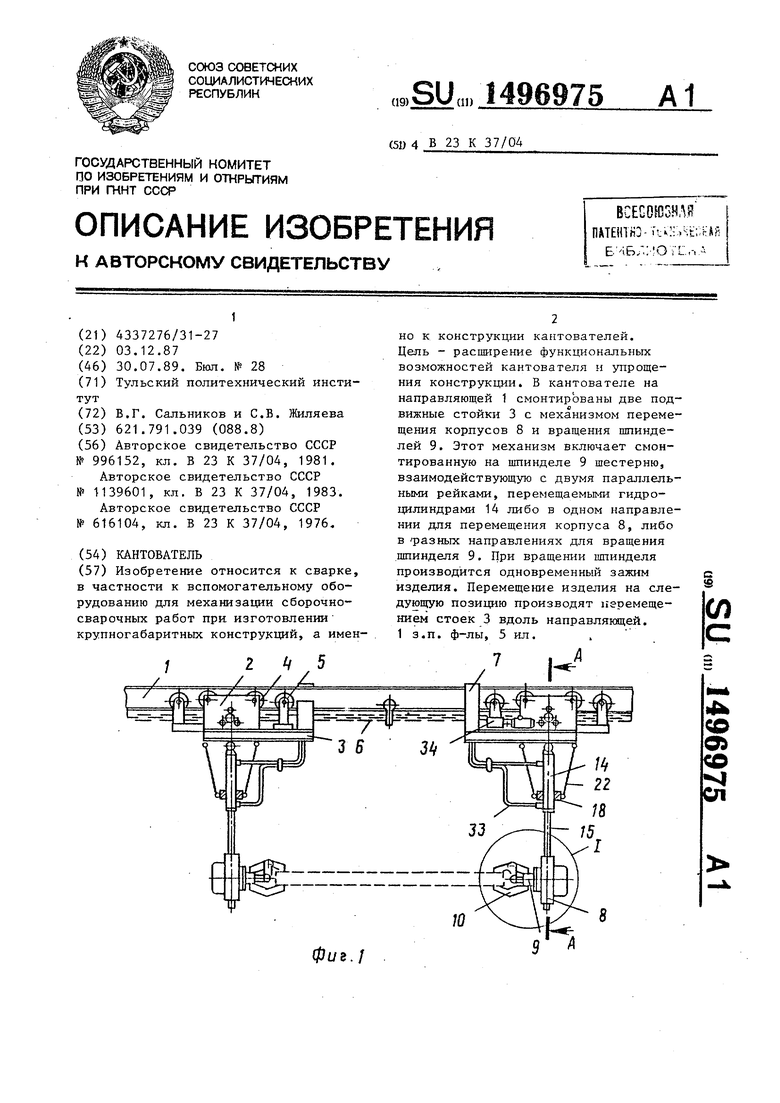
ФигЛ
29
27
Фаг.
Фиг.5
Ttlf
38
Фиг. 5
| Привод кантователя | 1981 |
|
SU996152A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Кантователь | 1983 |
|
SU1139601A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Кантователь | 1976 |
|
SU616104A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
