(54) УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛЕЙ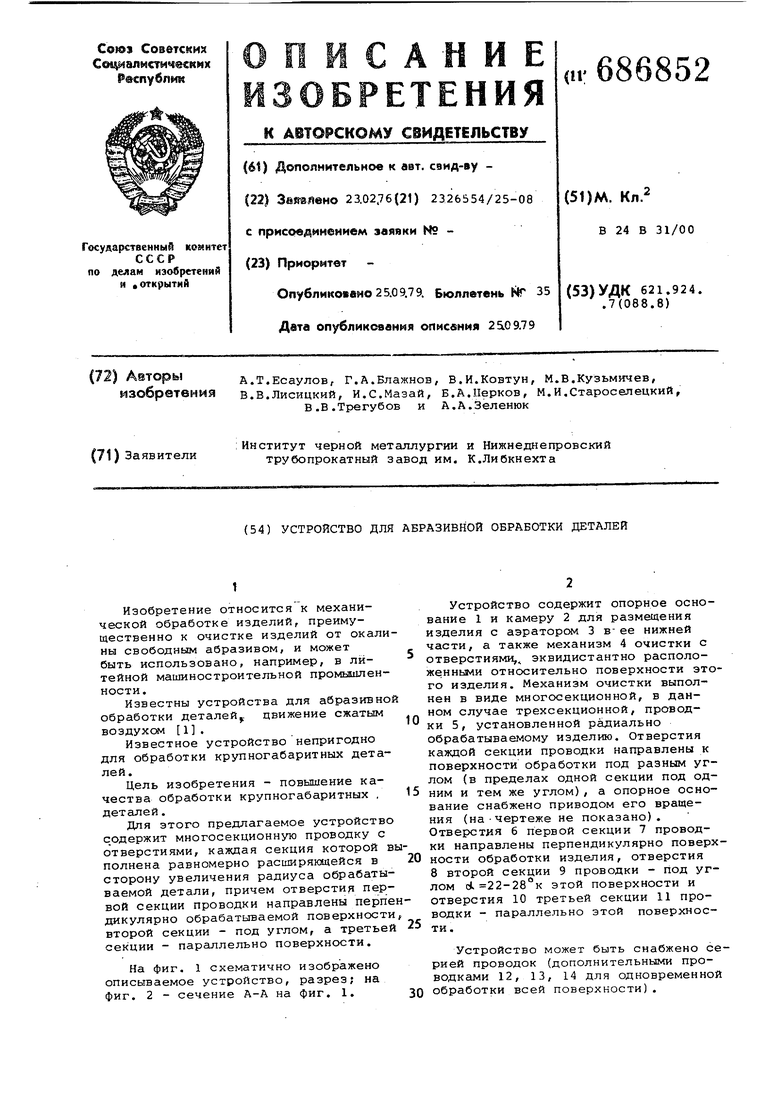
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| Устройство для ленточного шлифования криволинейных поверхностей | 1982 |
|
SU1013228A1 |
| СПОСОБ АБРАЗИВНО-ПОРОШКОВОЙ ОЧИСТКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ОТ ОКАЛИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2527556C2 |
| УСТРОЙСТВО ДЛЯ ГАЛТОВКИ | 2013 |
|
RU2540246C1 |
| Устройство для обработки торца трубы | 2020 |
|
RU2744786C1 |
| УСТРОЙСТВО ДЛЯ ГАЛЬВАНОМЕХАНИЧЕСКОГО ОСАЖДЕНИЯ ПОКРЫТИЙ | 2012 |
|
RU2503753C1 |
| МЕТАЛЛОРЕЖУЩИЙ ГЕКСАПОДНЫЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР И ГЕКСАПОДНЫЙ МЕХАНИЗМ ДЛЯ НЕГО | 2005 |
|
RU2299797C2 |
| КООРДИНАТНО-ШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2074081C1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНО-ЗАЧИСТНОЙ ОБРАБОТКИ | 2013 |
|
RU2542203C1 |
| ЛИНИЯ ХИМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ И БАРАБАН ДЛЯ НЕЕ | 2013 |
|
RU2544723C1 |
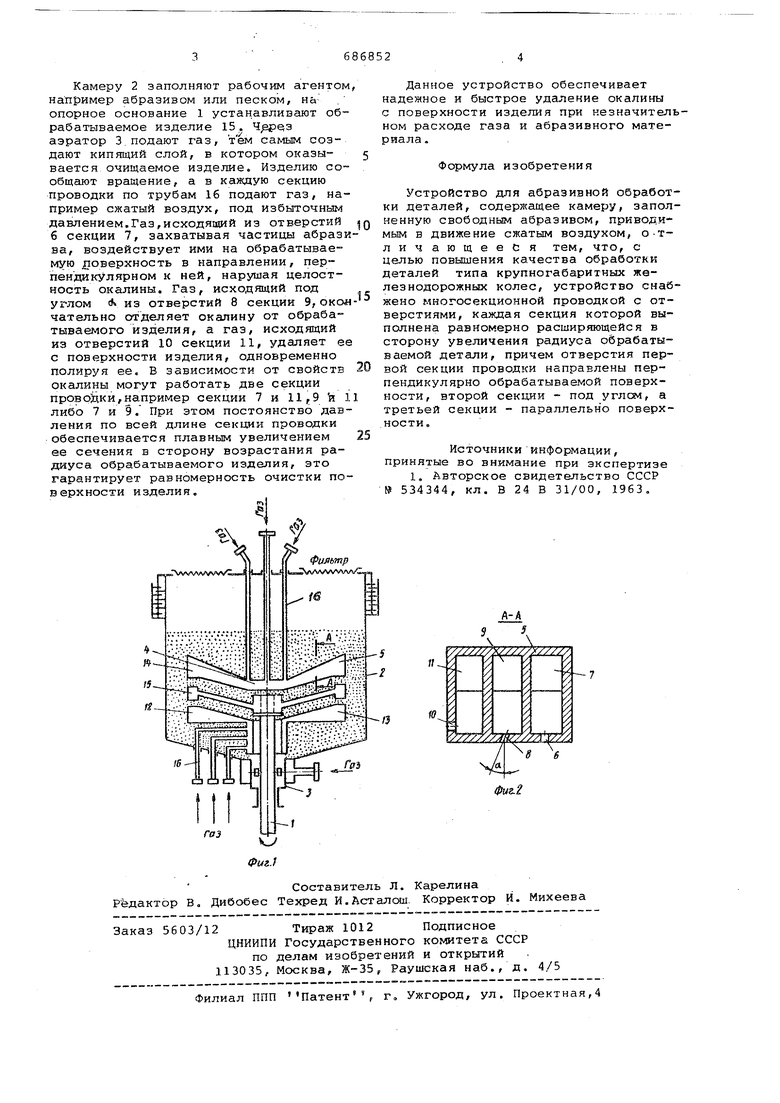
Изобретение относится к механической обработке изделий, преимущественно к очистке изделий от окали ны свободным абразивом, и может быть использовано, например, в литейной машиностроительной промышленности. Известны устройства для абразивно обработки деталей, движение сжатым воздухом 1. Известное устройство непригодно для обработки крупногабаритных деталей. Цель изобретения - повышение качества обработки крупногабаритных , деталей. Для этого предлагаемое устройств с одержит многосекционную проводку с отверстиями, казкдая секция которой полнена равномерно расширяющейся в сторону увеличения радиуса обрабаты ваемой детали, причем отверстия пер вой секции проводки направлены перп дикулярно обрабатываемой поверхност второй секции - под углом, а третье секции - параллельно поверхности. На фиг, 1 схематично изображено описываемое устройство, разрез; на фиг. 2 - сечение А-А на фиг. 1. Устройство содержит опорное основание 1 и камеру 2 для размещения изделия с аэратором 3 в-ее нижней части, а также механизм 4 очистки с отверстиями,, эквидистантно расположенными относительно поверхности этого изделия. Механизм очистки выполнен в виде многосекционной, в данном случае трехсекционной, проводки 5, установленной радиально обрабатываемому изделию. Отверстия каждой секции проводки направлены к поверхности обработки под разным углом (в пределах одной секции под одним и тем же углом), а опорное основание снабжено приводом его вращения (на-чертеже не показано). Отверстия 6 первой секции 7 проводки направлены перпендикулярно поверхности обработки изделия, отверстия 8 второй секции 9 проводки - под углом dL 22-28°K этой поверхности и отверстия 10 третьей секции 11 проводки - параллельно этой поверхности. Устройство может быть снабжено серией проводок (дополнительными проводками 12, 13, 14 для одновременной обработки всей поверхности).
