Предложение относится к механической обработки материала, а именно к подготовке торцов труб для сварки.
Известен инструмент для обработки торцов труб (патент RU № 2638484, МПК В23В 5/16, B23D 79/08, опубл. 13.12.2017 Бюл. № 35), содержащий фрезу и шабер, причем он снабжен корпусом в виде трубы и пружиной, в боковой стенке корпуса выполнен продольный паз, а его торцы перекрыты первой и второй крышками, содержащими опорные части, контактирующие с торцами корпуса, и крепежные части, выполненные в виде коротких труб, закрепленных внутри корпуса, при этом первая крышка имеет сквозную направляющую трубку, соосную корпусу, а вторая крышка выполнена с радиальным пазом, расположенным на ее опорной части, при этом фреза включает основание, выполненное в виде соосного корпусу диска с диаметром, равным внутреннему диаметру корпуса, режущими лезвиями и сквозным отверстием, соосным корпусу, причем упомянутый диск соединен с пальцем, расположенным на его боковой поверхности и введенным в упомянутый продольный паз корпуса, при этом шабер имеет основание и стержень, причем основание выполнено в виде диска, одна сторона которого снабжена радиальным ребром для ввода в радиальный паз второй крышки, а стержень закреплен на другой стороне соосно корпусу, пропущен через отверстие основания фрезы и имеет режущие кромки, размещенные на его конце, при этом фреза поджата к крепежной части первой крышки упомянутой пружиной, опертой на основание шабера, режущие лезвия фрезы расположены с обеспечением возможности нарезания наружной фаски на трубе, а режущие кромки шабера - обработки внутренней поверхности трубы, введенной через направляющую трубку внутрь корпуса.
Недостатками данного инструмента являются сложность изготовления и высокая металлоемкость, так как имеет большое количество сложно сопрягаемых деталей, а обрабатываемая труба должна вставляться внутрь инструмента, при этом узкая область применения, так как не предназначена для обработки большого количества труб из-за ручного использования.
Известен также инструмент для зачистки концов армированных полимерных труб (патент RU № 2406603, МПК B28B 21/00, B23C 3/02, опубл. 20.12.2010 Бюл. № 35), отличающийся тем, что содержит корпус, внутри которого с возможностью вращения установлена втулка с полостью, открытой со стороны одного из торцов корпуса, приводную ручку, расположенную снаружи корпуса со стороны его второго торца, которая связана со втулкой для обеспечения ее вращения, цилиндрическую фрезу, ось которой установлена параллельно оси втулки с возможностью вращения в расположенном радиально отверстии втулки, выполненную с режущими зубьями, выступающими сбоку внутрь полости втулки, при этом внутри корпуса соосно втулке расположен неподвижный относительно корпуса внутренний зубчатый венец, зубья которого ориентированы в направлении оси втулки, цилиндрическая фреза имеет участок, на котором соосно фрезе выполнена зубчатая шестерня, сопряженная с зубчатым венцом для передачи вращения, а зубья цилиндрической фрезы на участке со стороны отверстия в полость втулки выполнены с расположенными под углом режущими кромками, образующими коническую поверхность в форме фаски.
Недостатками данного инструмента являются сложность изготовления и высокая металлоемкость, так как имеет большое количество сложно сопрягаемых деталей, а обрабатываемая труба должна вставляться внутрь инструмента, при этом узкая область применения, так как не предназначена для обработки большого количества труб из-за ручного использования.
Известно также устройство для фасочной обработки концов труб (патент на ПМ RU № 153264, МПК В23В 5/16, опубл. 10.07.2015 Бюл. № 19), содержащее приводной вал, причем на приводном валу установлена планшайба, в планшайбе выполнены два параллельных паза, расположенных на равном расстоянии от оси симметрии планшайбы, и в которых диаметрально противоположно друг другу установлены две одинаковые державки, выполненные из двух частей - неподвижной, крепящейся к планшайбе, и подвижной подпружиненной части с установленным роликом, копирующим наружную поверхность обрабатываемой трубы, при этом на подвижной части одной из державок закреплен резец для снятия наружной фаски, а на подвижной части второй державки закреплен резец для получения торцевого притупления трубы.
Недостатками данного инструмента являются сложность изготовления и высокая металлоемкость, так как имеет большое количество сопрягаемых деталей со сложной кинематикой, что приводит к сложности в настройке и низкой надежности.
Наиболее близким по технической сущности является устройство для обработки торца трубы (патент SU № 138500, МПК В23В 5/16, опубл. 1961 Бюл. № 10), содержащее приводной вал с планшайбой, расположенные соосно обрабатываемой трубе, и режущий инструмент, выполненный в виде абразивного диска, установленный на торце планшайбы, обращённом в сторону трубы.
Недостатками данного устройства является узкая область применения из-за невозможности обработки одним режущим инструментом торцов труб различного типоразмера.
Технической задачей предлагаемого технического решения является создание простой и надежной конструкции устройства для обработки торца трубы, позволяющего одним режущим инструментом обрабатывать торцы труб различного типоразмера.
Техническая задача решается устройством для обработки торца трубы, включающим приводной вал с планшайбой, расположенные соосно обрабатываемой трубе, режущий инструмент, установленный на торце планшайбы, обращённом в сторону трубы.
Новым является то, что режущий инструмент выполнен в виде абразивного диска, зафиксированного на торце планшайбы.
Новым является также то, что торец абразивного диска сформирован фигурным для одновременной обработки торца и фаски трубы под сварку и может быть изготовлен из нескольких уровней для обработки торцов труб различного типоразмера.
Новым является также то, что основание абразивного диска выполнено с возможностью деформации при упоре в торец обрабатываемой трубы.
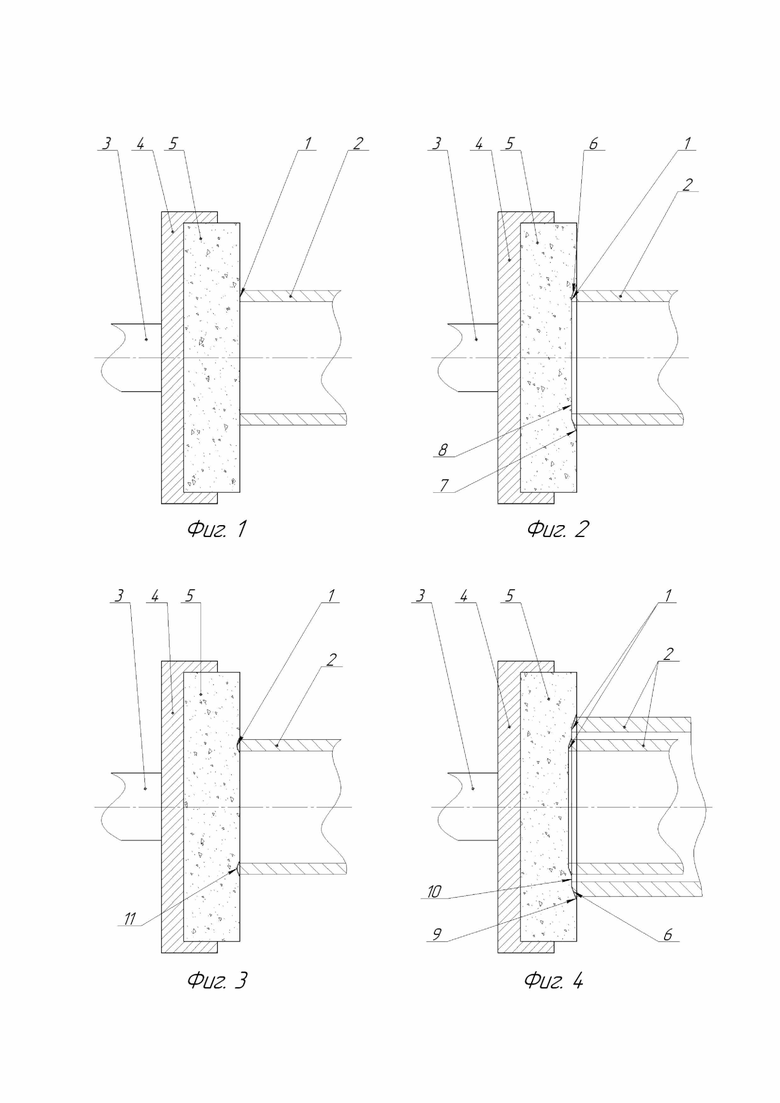
На фиг. 1 изображена схема работы устройства в продольном разрезе.
На фиг. 2 изображена схема работы устройства в продольном разрезе с фигурным торцом.
На фиг. 3 изображена схема работы устройства в продольном разрезе с «мягким» шлифовальным диском.
На фиг. 4 изображена схема работы устройства в продольном разрезе с фигурным торцом для обработки разных типоразмеров труб.
Устройство для обработки торца 1 (фиг. 1 – 4) трубы 2 (показаны условно) включает приводной вал 3 с планшайбой 4, расположенные соосно обрабатываемой трубе 2, режущий инструмент в виде абразивного диска 5, установленного на торце планшайбы 4, обращённом в сторону трубы 2. Абразивный диск 5 может быть зафиксирован на торце планшайбы 4 при помощи кулачков (как на токарном станке – не показано), прижат хомутом с бортиками по периметру (не показано), при помощи клея с торцом, оснащённым «липучкой» для крепления абразивных кругов (не показано), и/или т.п., авторы на это не претендуют, так как вариантов крепления много (см. в том числе МПК В24В 45/00).
Абразивный диск 5 с плоским торцом (фиг. 1) предназначен только для выравнивания торца 1 трубы 2.
Для обработки одновременно и торца 1 (фиг. 2) и фаски 6 трубы 2 под сварку рекомендуется делать торец абразивного диска 5 фигурным с фаской 7 под фаску 6 и плоскостью 8 для выравнивания торца 1 трубы 2.
Для подготовки торцов 1 (фиг. 4) труб 2 нескольких типоразмеров, чтобы каждый раз не менять абразивный диск 5, его торец оснащают несколькими уровнями с как минимум одними дополнительной фаской 9 под фаску 6 и дополнительной плоскостью 10 для выравнивания торца 1 трубы 2 другого типоразмера.
Для обработки торца 1 трубы 2, выполненного из мягкого материала (полипропилен, пластик, металлопластик и/или т.п.), где величина угла фаски 6 не так важна для сварки, выравнивают только торец 1 (фиг. 3) трубы 2 со снятием заусенцев (не показаны) по краям. Поэтому к планшайбе 4 крепят абразивный диск 5 изготовленный с возможностью деформации 11 при упоре в торец 1 обрабатываемой трубы 2 с последующей обработкой торца 1 и снятием заусенцев, благодаря изгибу по краям деформации 11 абразивного диска 5, взаимодействующими внутренними и наружными углами торцов 1 стенок трубы 2. Абразивный диск 5 может быть изготовлен из резинового или полиуретанового с вваренными в него абразивными частицами внутри, также может быть изготовлен в виде основания из плотного поролона, резины или полиуретана с торцом, оснащенным «липучкой» или клеем для установки абразивного круга (чаще на тканевой основе) или т.п. На конструкцию условно «мягких» абразивных дисков 5 авторы не претендуют. Такие абразивные диски 5 могут обрабатывать торцы 1 труб 2 из мягкого материала любого типоразмера, не превышающего диаметр самого абразивного диска 5.
Конструктивные элементы и технологические соединения, не влияющие на работоспособность устройства, на чертежах (фиг. 1 – 4) не показаны или показаны условно.
Устройство работает следующим образом.
Приводной вал 3 (фиг. 1-4) соединяют напрямую или через редуктор с электродвигателем (не показаны) на планшайбу 6 устанавливают соответствующий абразивный диск 5 (фиг. 1, 2, 3 или 4). Соосно приводному валу 3 (фиг. 1-4) со стороны абразивного диска в лафете устанавливают трубу 2. После чего торец 1 трубы 2 прижимают к абразивному диску 5 до получения необходимой формы торца 1 трубы 2. После чего трубу 2 переворачивают или устанавливают на лафет другую трубу 2 соответствующего типоразмера для обработки следующего торца 1. Обработку торцов 1 трубы 2 повторяют необходимое количество раз. Для обработки торца 1 трубы 2 подвижным в продольном направлении может быть приводной вал 3 с планшайбой 4 и абразивным диском 5 или лафет с трубой 2, на это авторы также не претендуют. Толщину абразивного слоя диска 5 выбирают исходя из необходимого количества обрабатываемых торцов 1 металлических труб 2 (чем больше труб 2, тем толще абразивный слой диска 5). Для обработки торцов 1 (фиг. 4) труб 2, выполненных из мягкого материала, толщина абразивного слоя не так важна, как адгезия абразивных частиц к поверхности торца абразивного диска 5, исходя из этого и выбирают материал, из которого изготовлен абразивный слой диска 5.
Предлагаемое устройства для обработки торца трубы простое и надежное из-за малого количества простых деталей, и позволяет одним абразивным диском обрабатывать торцы труб различного типоразмера.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ТОРЦОВ ТРУБ | 2016 |
|
RU2638484C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ, ПРЕИМУЩЕСТВЕННО ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК И ТРУБ | 1998 |
|
RU2207227C2 |
| СПОСОБ ИМПУЛЬСНОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2005 |
|
RU2302329C2 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ | 2005 |
|
RU2301724C2 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА СО СТАТИКО-ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2302331C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2207224C2 |
| Станок для обработки концов труб | 1982 |
|
SU1065088A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2552616C1 |
| ИНСТРУМЕНТ ДЛЯ ЗАЧИСТКИ КОНЦОВ АРМИРОВАННЫХ ПОЛИМЕРНЫХ ТРУБ | 2009 |
|
RU2406603C1 |
| ПОДШИПНИКОВЫЙ УЗЕЛ РОТАЦИОННОГО ИНСТРУМЕНТА | 2008 |
|
RU2381874C1 |
Изобретение относится к области механической обработки торцов труб, например, при подготовке для сварки. Устройство содержит приводной вал с планшайбой и закрепленный на торце планшайбы режущий инструмент в виде абразивного диска. Торец абразивного диска выполнен с несколькими плоскостями, расположенными на разных уровнях относительно торца диска с возможностью обработки торцов труб различного типоразмера, в том числе с возможностью одновременной обработки торца и фаски. Использование изобретения позволяет упростить устройство, а также повысить его надежность и производительность. 2 з.п. ф-лы, 4 ил.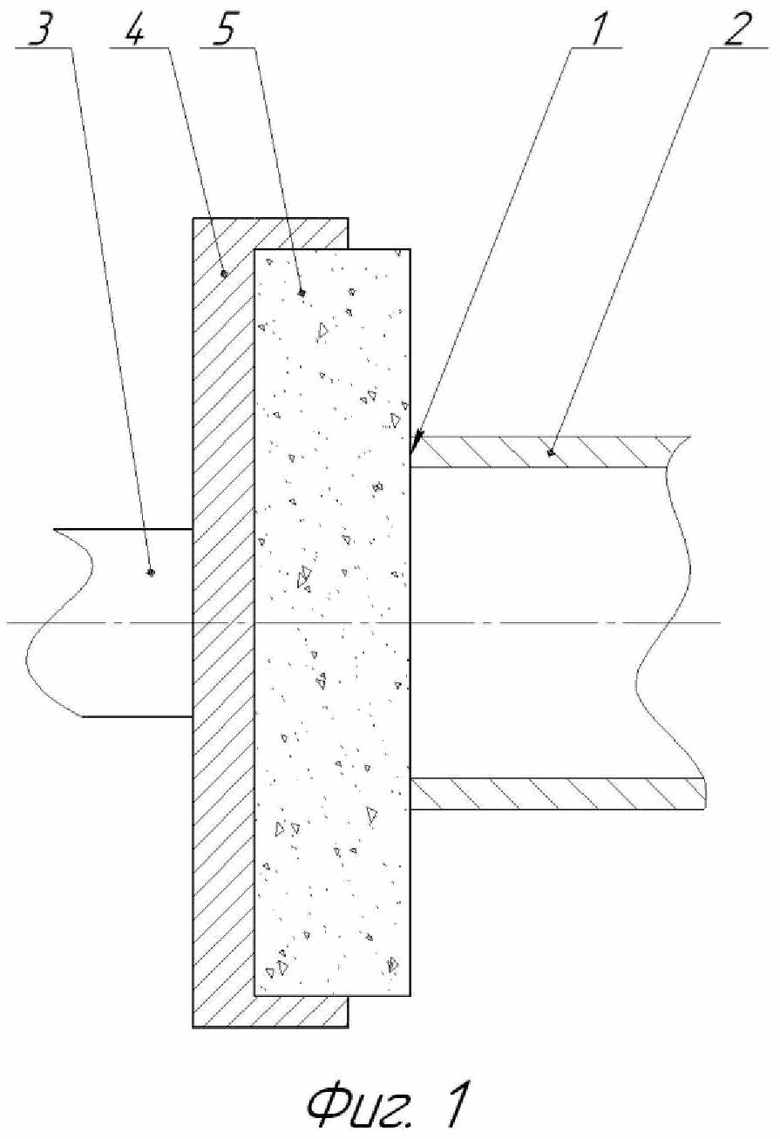
1. Устройство для обработки торца трубы, включающее приводной вал с планшайбой и закрепленный на торце планшайбы режущий инструмент в виде абразивного диска, отличающееся тем, что торец абразивного диска выполнен с несколькими плоскостями, расположенными на разных уровнях относительно торца диска с возможностью обработки торцов труб различного типоразмера.
2. Устройство по п. 1, отличающееся тем, что плоскости для обработки торцов труб выполнены с фасками с возможностью одновременной обработки торца и фаски трубы.
3. Устройство по п. 1 или 2, отличающееся тем, что абразивный диск выполнен с возможностью деформации при упоре в торец обрабатываемой трубы.
| Станок для шлифования торцовой поверхности резьбовых трубных муфт | 1960 |
|
SU138500A1 |
| ГОЛОВКА ДЛЯ ЗАЧИСТКИ КОНЦОВ ТРУ | 0 |
|
SU351676A1 |
| Способ снятия острых кромок на внутренней окружности разрезных колец | 1961 |
|
SU147873A1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ФАСОК И КРОМОК ОТВЕРСТИЙ | 1991 |
|
RU2045385C1 |
| Устройство для шлифования торцов деталей | 1974 |
|
SU541648A1 |
| CN 209175439 U, 30.07.2019 | |||
| CN 107971855 A, 01.05.2018 | |||
| CN 105235197 A, 13.01.2016. | |||

