1
Изобретение относится к проиэводству строительных материалов и может быть использовано при изготовлении ячеистых бетонов с уплотненными поверхностными слоями.
Известен способ, позволяющий получать ячеистобетонные изделия с уплотненным поверхностным слоем 1, Способ заключается в изготовлении изделий в закрытых формах при переменном давлении, создаваемом прижимным устройством.
Недостатком известного способа является наличие уплотненного слоя лишь на одной грани изделия и неравномерная пористость по сечению. Уплотнение поверхностного слоя осуществляют после образования ячеистой структуры и за счет ее смятия. Вследствие этого изделия имеют недостаточную прочность и пониженные эксплуатационные характеристики.
Наиболее близким к изобретению по технической сущности и достигаемоKV результату является способ изготовления ячеистобетонных изделий путем центрифугированйл в процессе вспучивания 2, Согласно указанноKV пособу приготовленную сырьевую смесь загружают в форму, закрывают
крьаикой, которую крепят к бортам и придают центробежное ускорение. Под действием ускорения образовавшегося газа в массе создают объемный т радиент давления. Под действием центробежных сил масса равномерно распределяется, частицы поверхностного слоя приобретают наиболее плотную упаковку и отжимают свободную воду,
0 способствуя тиксотропному разжижению и вспучиванию смеси, В результате этого изготавливаекые изделия имеют структуру с переменной пористостью, плавно изменяющейся от пери5ферии сечения к центру, и плотн/ю оболочку. Такие изделия отличгиотся большой прочностью и низким водопоглощением.
Недостатком известного способа
0 является невозможность регулирования толщины уплотненного поверхностного слоя, что вызвано созданием оболочки и вспучиванием массы при постоянных значениях центробежных сил и воз5растающем давлении газа в процессе газовыделения в массе. При этом процесс вспучивания происходит не только во внутренних, но и в наружных ;слоях, что приводит к уменьшению 0 толщины уплотненной оболочки и, следовательно, к снижению прочностных и эксплуатационных характеристик,Образован не тонкой оболочки удлиняет срок достижения изделием распгшубочной прочности.
Целью изобретения - повышение качества изделий и сокращение времени формования.
Это достигается тем, что в известном способе Фор ювания| изделий из ячеистобетонных смесей путем их центрифугирования в процессе вспучивания, центрифугирование осу ществляют сначала со скоростью 60600 об/мин в течение 0,5-2 мин, а затем со скоростью 2-30 об/мин в течение 3-6 мин,
В начальный момент формования,, т,е, в период, когда происходит создание плотной оболочки изделия, форме придают вращение с большим числом оборотов, а затем на стадии активного структурообразования скорость вращения снижают, В процессе вращения тяжелая фракция составляющих компонентов, имеющая наибольшее центробежное ускорение, перемещается в поверхностные слои, где происходит их плотная упаковка. Вода из поверхностных слоев отжимается во внутренние, создавая тем самым местное повышение водотвердого отношения и пластичности массы. Давление газа в этот период минимально, так как активное газовыделение еще не началось, С начала активного газовыделения, т,е, через 0,5-2 мин, скорость
вращения плавно понижают до 230 об/мин и вращают форму с этой скоростью в течение 3-6 минут до окончания процесса вспучивания.
Изменение скорости вращения приводит к понижению центробежного ус- корения и повышению градиента давления газа в массе. Масса вспучивается и заполняет весь объем формы, сохраняя при этом плавный переход от плотного материала оболочки к поризованной структуре в центре без деформированных ячеек,
Режикн вращения должны быть различны при изготовлении ячёисТобетонных изделий и зависят в каждом конкретном случае от состава смеси.
Предлагаемым способом могут изготавливаться ячеистобетонные изделия с объемной массой 350-900 кг/м и прочностью на сжатие от 30 до 120 кгс/см.
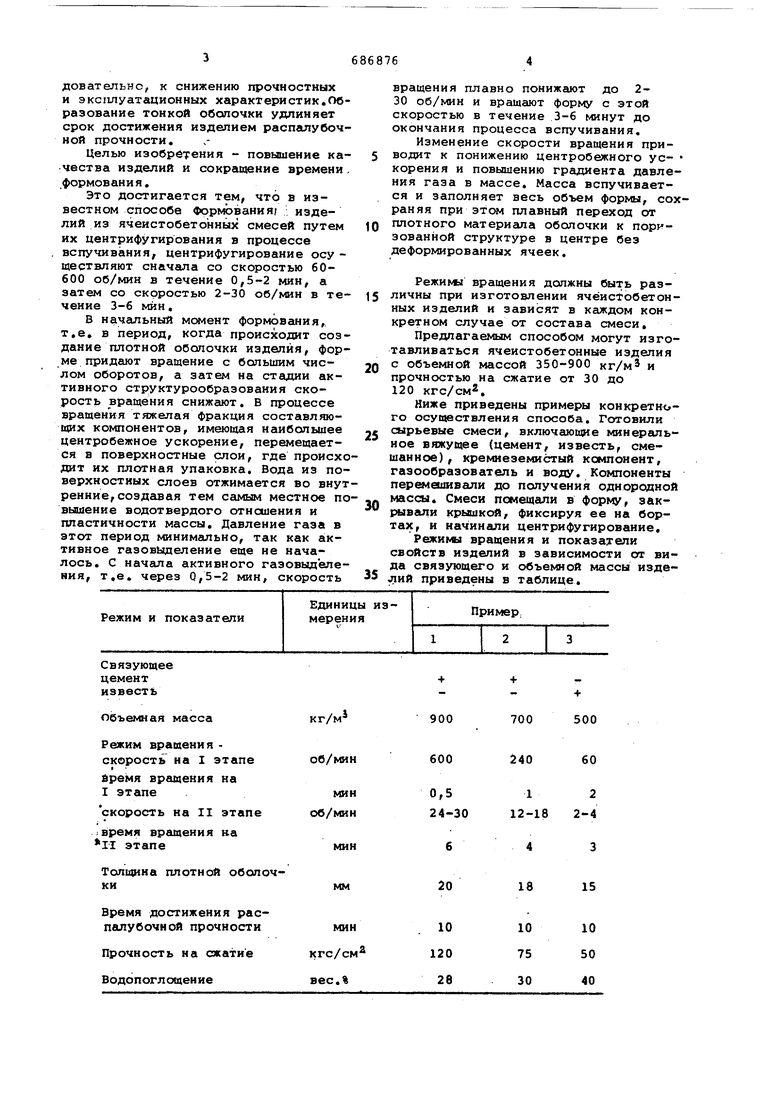
Ниже приведены примеры конкретн го осуществления способа. Готовили сырьевые смеси, включающие минеральное вяжущее (цемент, известь, смешанное) , кремнеземистый компонент, газообразователь и воду. Компоненты переманивали до получения однородной массы. Смеси помещали в форму, закрывали крышкой, фиксируя ее на бортах, и начинали центрифугирование,
Режимл вращения и показатели свойств изделий в зависимости аг вида связующего и объемной массы изде ЛИЙ приведены в таблице.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления ячеистобетонных изделий | 1973 |
|
SU455856A1 |
| Способ изготовления изделий из ячеистого бетона | 1987 |
|
SU1454699A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОГО БЕТОНА (ВИП'О'БЕТОН) | 2004 |
|
RU2251482C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЯЧЕИСТОГО БЕТОНА И СПОСОБ ПРИГОТОВЛЕНИЯ СЫРЬЕВОЙ СМЕСИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2253567C2 |
| Способ изготовления изделий из ячеистого бетона | 1973 |
|
SU485874A1 |
| Способ изготовления изделий изячЕиСТОбЕТОННыХ СМЕСЕй | 1978 |
|
SU802026A1 |
| Способ формования ячеистобетонных изделий в вертикальных формах | 1976 |
|
SU617261A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ АВТОКЛАВНОГО ГАЗОБЕТОНА | 2023 |
|
RU2822855C1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ПОЛУЧЕНИЯ ГАЗОБЕТОНА НЕАВТОКЛАВНОГО ТВЕРДЕНИЯ | 2007 |
|
RU2340582C1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ПОЛУЧЕНИЯ ГАЗОБЕТОНА НЕАВТОКЛАВНОГО ТВЕРДЕНИЯ | 2009 |
|
RU2410362C1 |
Объемная массакг/м
Режим вращения скорость на I этапеоб/мин
I
бремя вращения на
I этапемин
скорость на II этапеоб/мин
время вргицения на
Г1 этапемин
Толщина плотной оболочкимм
Время достижения распалубочной прочностимин
Прочность на сжатиекгс/см
Водопоглощениевес,%
500
700
240
60
2
1 12-18 0 2-4
3 15
18
10 50 40
10 75 30
Как видно из таблицы, использование предлагаемого способа позволяет псм1учать ячеистобетонные изделия с оптимальной толщиной оболочки и, как следствие, с наилучшими показателяки. Изготавливаемые изделия имеют прочность на 15-20% выше, чем прочность изделий из смеси, подвергнутой вращению с постоянной скоростью и на 30-40% выше, чем прочность изделий, изготавливаемых обычным способом (без центрифугирования). Вращение в процессе вспучивания позволяет значительно сократить время .формования,; поскольку получаемые изделия набирают структурную прочность (0,70болдополдопсывлолдодподлопп0,8 кгс/см) в 12 раз быстрее.
Формула изобретения Способ формования изделий из ячеистобетонных смесей путем их центрифугирования в процессе вспучивания, отличающийся тем, что, с целью повышения качества изделий и сокращения времени формо-. вания, центрифугирование осуществляют сначала со скоростью 6О-600 об/мин в течение 0,5-2 мин, а затем со ско0ростью 2-30 об/мин в течение 3-6 мин.
Источники информации, принятые во внимание при экспертизе
2,Авторское свидетельство СССР 455856, кл. В 28 В 1/50, 1975 (прототип) .
