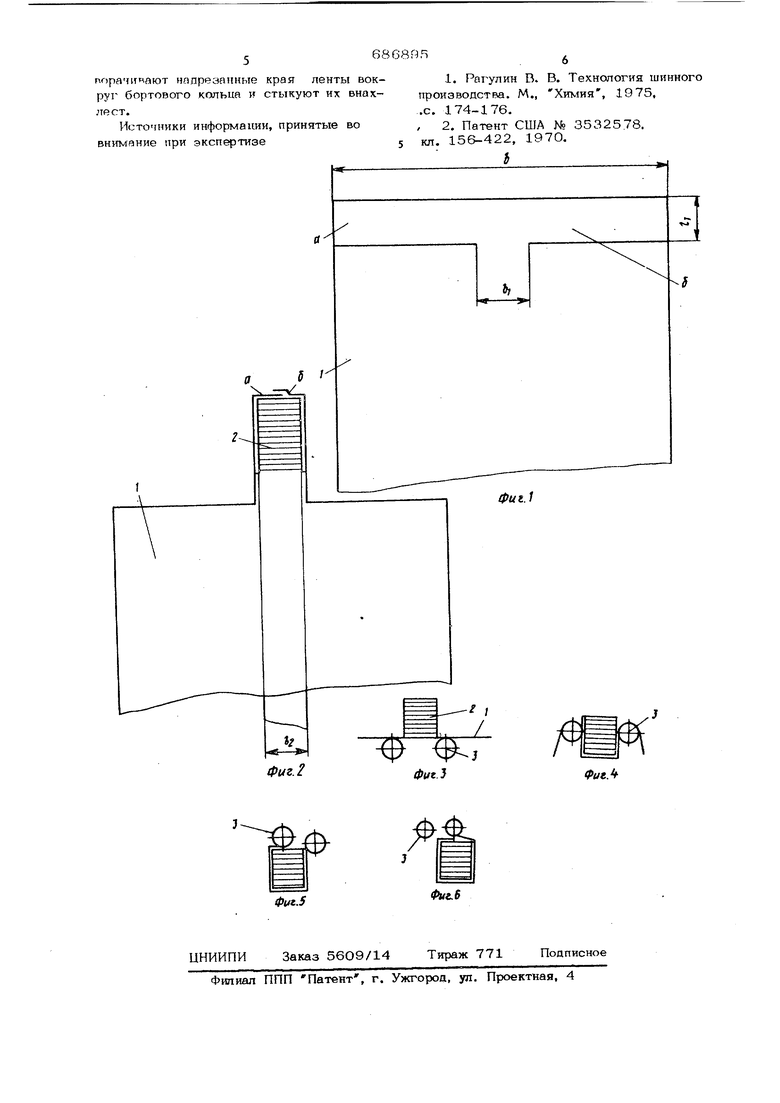
изобретение относится к оборудованию для шинной промышленности и предназначено для. обертки бортовых колеи покрышек, выполненных из стальной необрези- пенной ленты, пучка проволок, а также спирально-винтовых бортовых колец. Известен способ -обертки бортовых колец путем приклеивания начала оберточной ленты к бортовому кольцу и последующей обертки бортового :ольца лентой по спирали l. В этом способе благодаря спиральной обертке достигаются надле5кащие прочность и плотность бортовых колец покрышек, однако этот способ малопроизводителен. Этот недостаток устранен в другом известном способе обертки бортовых колец покрышек, заключающемся в соединении начала оберточной ленты с битовым кольцом на его внутреннем диаметре, про дольном заворачивании енты вокруг бортового кольца и дублировании 2. По этому способу соединение начала оберточной ленты с бортовым кольцом производится путем наложения ленты на его поверхность по внутреннему диаметру, причем удержание ленты на кольце осуществляется за счет адгезии. Однако данный способ не позволяет осуществить качественную обертку бортовых колец из стальной необрезиненной ленты или проволоки, так как материал оберточной ленты, имея малую адгезию с металлом, не приклеивается к бортовому кольцу или приклеивается очень слабо, в силу этого во время обертки лента сминается или смещается в сторону, что снижает качество бортовых колец. Целью изобретения является повышение качества бортовых колец из стальной необрезиненной ленты или проволоки, Это дост п ается тем, что перед соединением с бортовым кольцом начало оберточной ленты надрезают поперек, оставляя нераареаанной среднюю часть, равную ширине бортового кольца, а во время соедиР1е гия заворачивают иадрезаняые края лц ты вокруг бортового кольца и стыкуют ик внахлест. На фиг, 1 схематически изображено на чало оберточной ленты; на фиг. 2-6 схематически изображен запорот концов надрезанной ленты на бортовом кольце. Способ осуществляется следующим обр зом. Невулканизованную оберточную ленту 1 шириной Ь резины или резинотканевого материала подают из системы питания к нижней поверхности бсртового кольца 2 таким образом, что начало оберточной ленты зажимается сверху бортовым кольцом 2, а снизу - опорной поверх ностью - площадкой или роликом, ниже которых рйсположен механизм 3 для надрезания и обертки. Перед соединением оберточной ленты с бортовым кольцом 2 начало ее надрезают поперек на расстоянии EJ от передней кромки с обеих сторон по ширине, оставляя неразрезанной среднюю часть ленты шириной Ь,, равную ширине Ьл бортового кольца. Во время соединения с бортовым кольцом надрезанные края в. и б оберточной ленты механически заворачивают вокруг бортового кольца 2, прижимая их с задан ным усилием сначала к бокам битового кольца (см. фиг. 4), а затем поочередно к его наружной поверхности (см. фиг. 6) При этом сначала один край прижимают с усилием к наружной поверхности бортового кольца, а затем лфугой - к наружной поверхности кольца 2 и к первой кро ке (см. фиг, 2 и 6). Усилие прижатия оберточной ленты регулируют для достиж ния прочного адгезионного соединения краев а и б не наружной поверхности бортового кольца 2. Используют оберточную ленту не боле суточной вылежки и без промазки ее клеем, бензином или другими растворителями с тем, чтобы исключить вредное влияние растворителей на здоровье рабочих, взрыво- и пожароопасность на участ ке изготовления бортовых колец. Затем при повороте бортового кольца. 2 осущестЕшяют продольное занюрачивани ленты вокруг кольца и дублирование. П р и м е р . Из стальной латунированной ленты толщиной 1 мм и шириной 10 мм изготавливают бортовое кольцо 2 с внутренним диаметром 525 мм и наружным диаметром 539 мм. К внутренне му диаметру бортового кольца на оберто ном станке подают из питателя невулка- ннзованггую реоикопук л гтсту уг1 ;ч1К1Й Р.Млежкк пмфмной . мм, тоятппнс-й 2 мм и длиной 1G54 Mivf. При остагю лснном станке механически осушестгутяют палрезание резиновой ленты на расстоянии В --ЗОмм от начала. Величина надрезания по ширине составляет 22 мм с каждой стороны, ненадрезанная часть составляет 8 мм. Затем роликами механизма 3 дпя надрезания и обертки с двух сторон одновременно прикатывают надрезанные края резиновой ленты вокруг бортового кольца 2, как показано на фиг. 3, 4, 5 и 6. Усилие прижатия на ролик диаметром 2О мм составляет 32 кг. Этого усилия вполне достаточно для качественного адгезионного соединения краев резиновой ленты при стыковке внахлест на наружном диаметре бортового кольца (см. фиг. 6). Время всех операций по закреплению начала оберточной ленты указанным спо:;обом во всех случаях не превышает 2 сек. После этого механизмы отводятся в исходное положение, включается в работу станок, осуществляется продольное заворачивание резиновой ленты вокруг бортового кольца по всему периметру с помощью лемешковых устройств и дублирующих роликов. Предлагаемый способ обеспечивает надежное соединение начала оберточной ленты с необрезиненным бортовым кольцом из стальной ленты или пучка проволок без применения дополнительных материалов, таких как обрезиненный миткаль, специальная лента или корд, не требует применения бензина или клеев, что исключает пожарои взрывоопасность на участках изготовления бортовых колец, улучшает условия труда. Формула изобретения Способ обертки бортовых колец покрышек, заключающийся в соединении начала оберточной ленты с бОртовым кольцом на его внутреннем диаметре, продольном заворачивании ленты вокруг бортового кольца и дублировании, отличающийся тем, что, с целью повышения качества бортовых колец из стальной необрезиненной ленты или проволоки, перед соединением с бортовым кольцом начало оберточной ленты налрезают поперек, оставляя неразрезанной Среднюю часть, равную ширине бортювого кольца, а ЕЮ время соединения за-
порачинают налрезаиные края ленты вокруг бортового кольца и стыкуют их внахлест.
Источники информации, принятые во внимание при экспертизе
1. Рагулин В. В. Технология шинного производства. М., Химия, 1975, .0. 174-176.
2. Патент США № 3532578. кл. 156-422, 1970.
Ь
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 2004 |
|
RU2269419C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПЕРЕРАБОТКИ ИЗНОШЕННЫХ ПОКРЫШЕК МЕТОДОМ ДЕСТРУКЦИИ | 2012 |
|
RU2504469C1 |
| СПОСОБ ПОДГОТОВКИ КОЛЕСНОЙ ШИНЫ К УТИЛИЗАЦИИ | 2000 |
|
RU2176952C1 |
| Устройство для спиральной обертки бортовых колец покрышек пневматических шин | 1978 |
|
SU763149A1 |
| Покрышка пневматической шины | 2019 |
|
RU2715117C1 |
| Устройство для спиральной обертки бортовых колец покрышек пневматических шин | 1980 |
|
SU925669A1 |
| Устройство для спиральной обертки бортовых колец покрышек пневматических шин | 1980 |
|
SU921873A2 |
| БОЛЬШЕГРУЗНОЕ ТРАНСПОРТНОЕ СРЕДСТВО | 2019 |
|
RU2788045C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БОРТОВЫХ КОЛЕЦ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1992 |
|
RU2011536C1 |
| Покрышка грузовой пневматической шины | 2018 |
|
RU2699592C1 |
