1
Изобретение относится к. металлургической промышленности и может применяться для соединения встык профилей проката; например рельсов, для перемещения непрерывных плетей в роликовых устройствах.
В настоящее время, для соединения рельсов в непрерывную плеть перед их термической обработкой с использованием индукционного нагрева и предварительного изгиба применяют стыкующее устройство, закрепляемое через болтовые отверстия соединяемых рельсов.
Такое устройство не может быть использовано при закалке рельсов, не имеющих болтовых отверстий, т. е. для рельсов, идущих под сварку в плети 800 м длины с последующей укладкой их в безстыковой путь.
Известно приспособление для стыковки рельсов при поверхностной закалке, содержащее две сжимающие пластины с отверстиями и элементы крепежа, причем одна из сжимающих пластин выполнена с расположенными в ее центральной части приливом, имеющим конфигурацию стыкуемых рельсов 1.
Недостатком приспособления является необходимость его ручной разборки при расстыковке и сборки при последующей стыковке рельсов, что также затрудняет механизацию процесса.
известно устройство для стыковки профилей проката, содержащее прижимы, которые выполнены неразъемными и снабжены вставкой, повторяющей профиль проката 2
Общими в предлагаемой конструкции устройства для стыковки профилей проката и прототипа являются прижимы, закрепленные на вставке, повторяющей профиль проката.
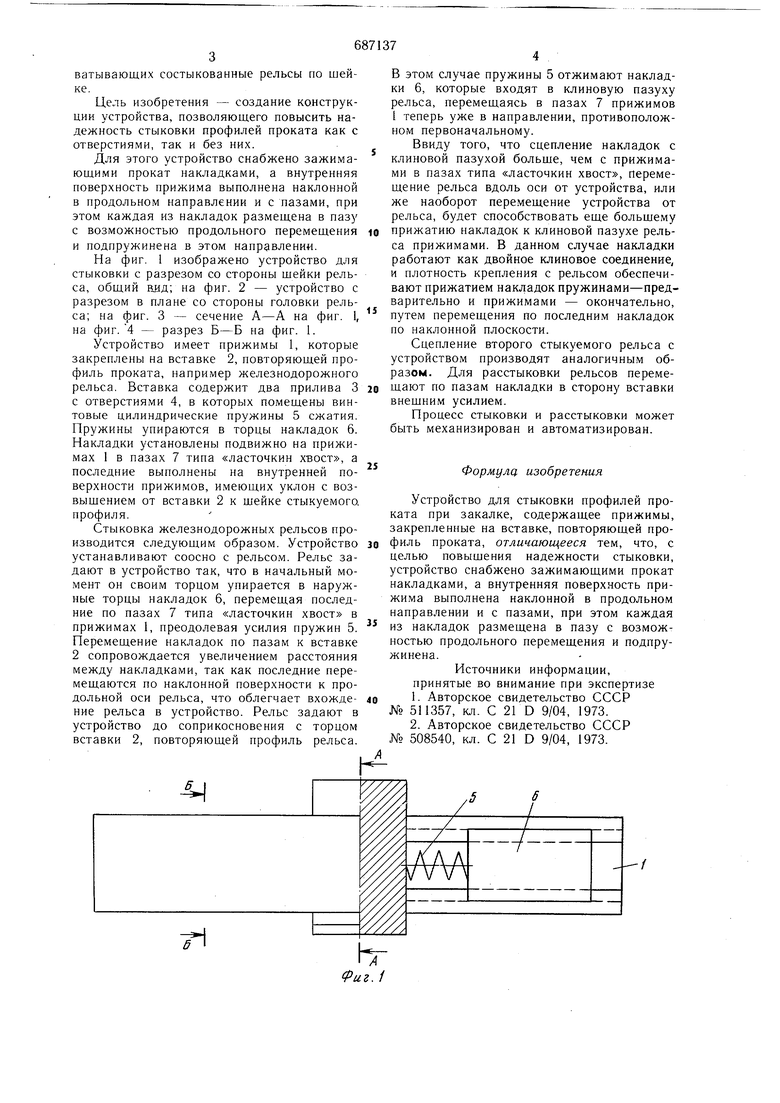
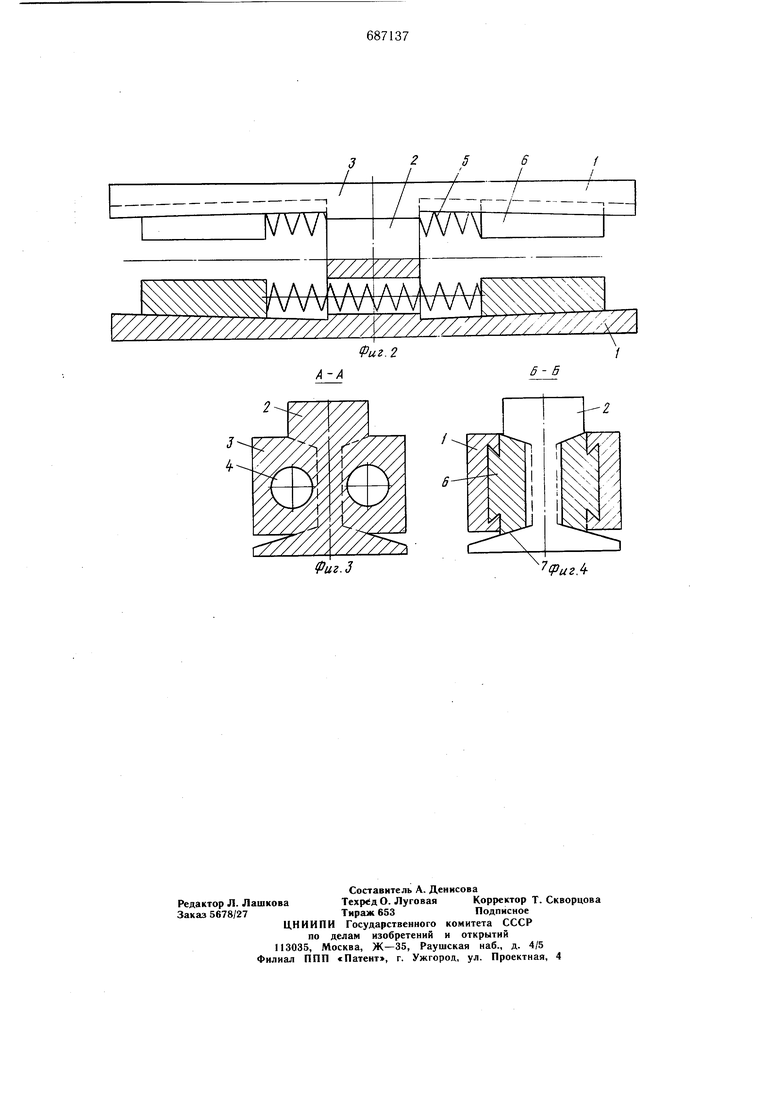
К недостаткам известной конструкции относится то, что устройство не может гарантировать надежную стыковку в течение всего цикла прохождения состыкованных рельсов через закалочный агрегат, так как в процессе закалки рельсы подвергаются деформации изгибом в плоскости наибольшей жесткости для прижимов и неравномерному по профилю рельса нагреву, что не может не повлиять на упругость прижимов, ох: ватывающих состыкованные рельсы по шейке. Цель изобретения - создание конструкции устройства, позволяющего повысить надежность стыковки профилей проката как с отверстиями, так и без них. Для этого устройство снабжено зажимающими прокат накладками, а внутренняя поверхность прижима выполнена наклонной в продольном направлении и с пазами, при этом каждая из накладок размещена в пазу с возможностью продольного перемещения и подпружинена в этом направлении. На фиг. 1 изображено устройство для стыковки с разрезом со стороны щейки рельса, общий на фиг. 2 - устройство с разрезом в плане со стороны головки рельса; на фиг. 3 - сечение А-А на фиг. 1, на фиг. Ч - разрез Б-Б на фиг. 1. Устройство имеет прижимы 1, которые закреплены на вставке 2, повторяющей профиль проката, например железнодорожного рельса. Вставка содержит два прилива 3 с отверстиями 4, в которых помещены винтовые цилиндрические пружины 5 сжатия. Пружины упираются в торцы накладок 6. Накладки установлены подвижно на прижимах 1 в пазах 7 типа «ласточкин хвост, а последние выполнены на внутренней поверхности прижимов, имеющих уклон с возвыщением от вставки 2 к шейке стыкуемого, профиля. Стыковка железнодорожных рельсов производится следующим образом. Устройство устанавливают соосно с рельсом. Рельс задают в устройство так, что в начальный момент он своим торцом упирается в наружные торцы накладок 6, перемещая последние по пазах 7 типа «ласточкин хвост в прижимах 1, преодолевая усилия пружин 5. Перемещение накладок по пазам к вставке 2 сопровождается увеличением расстояния между накладками, так как последние перемещаются по наклонной поверхности к продольной оси рельса, что облегчает вхождение рельса в устройство. Рельс задают в устройство до соприкосновения с торцом вставки 2, повторяющей профиль рельса.
,--/ В этом случае пружины 5 отжимают накладки 6, которые входят в клиновую пазуху рельса, перемещаясь в пазах 7 прижимов 1 теперь уже в направлении, противоположном первоначальному. Ввиду того, что сцепление накладок с клиновой пазухой больще, чем с прижимами в пазах типа «ласточкин хвост, перемещение рельса вдоль оси от устройства, или же наоборот перемещение устройства от рельса, будет способствовать еще большему прижатию накладок к клиновой пазухе рельса прижимами. В данном случае накладки работают как двойное клиновое соединение, и плотность крепления с рельсом обеспечивают прижатием накладок пружинами-предварительно и прижимами - окончательно, путем перемещения по последним накладок по наклонной плоскости. Сцепление второго стыкуемого рельса с устройством производят аналогичным образом. Для расстыковки рельсов перемещают по пазам накладки в сторону вставки внещним усилием. Процесс стыковки и расстыковки может быть механизирован и автоматизирован. Формуле} изобретения Устройство для стыковки профилей проката при закалке, содержащее прижимы, закрепленные на вставке, повторяющей профиль проката, отличающееся тем, что, с целью повыщения надежности стыковки, устройство снабжено зажимающими прокат накладками, а внутренняя поверхность прижима выполнена наклонной в продольном направлении и с пазами, при этом каждая из накладок размещена в пазу с возможностью продольного перемещения и подпружинена. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 511357, кл. С 21 D 9/04, 1973. 2.Авторское свидетельство СССР № 508540, кл. С 21 D 9/04, 1973.
Фиг.2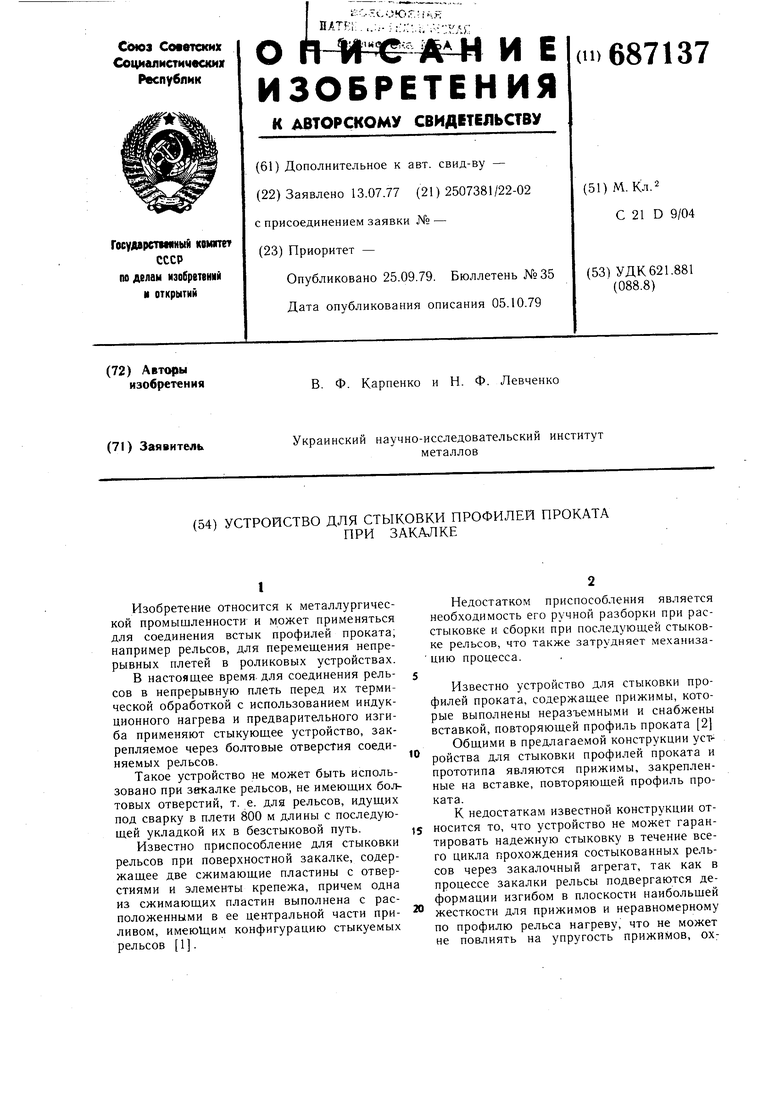
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для соединения рельсов встык | 1982 |
|
SU1079674A1 |
| Устройство для стыковки и охлаждения рельсов при непрерывной закалке | 1988 |
|
SU1527294A1 |
| Устройство для стыковки рельсов при термообработке | 1987 |
|
SU1406184A1 |
| УСТРОЙСТВО ДЛЯ РАССТЫКОВКИ РЕЛЬСОВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 1999 |
|
RU2180027C2 |
| Машина для снятия накладок в стыках рельсов | 1980 |
|
SU933856A1 |
| БЛОК РЕЛЬСОВОГО СТЫКА ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2002 |
|
RU2254408C2 |
| Способ устройства бесстыкового рельсового пути и устройство для его осуществления | 2020 |
|
RU2748622C1 |
| РЕЛЬСОВОЕ СТЫКОВОЕ СОЕДИНЕНИЕ | 1992 |
|
RU2049186C1 |
| БЕЗУДАРНЫЙ РЕЛЬСОВЫЙ СТЫК | 2012 |
|
RU2492285C1 |
| Электрически изолирующее неразъемное рельсовое стыковое соединение | 2017 |
|
RU2671893C1 |
Фиг.З
VutA
