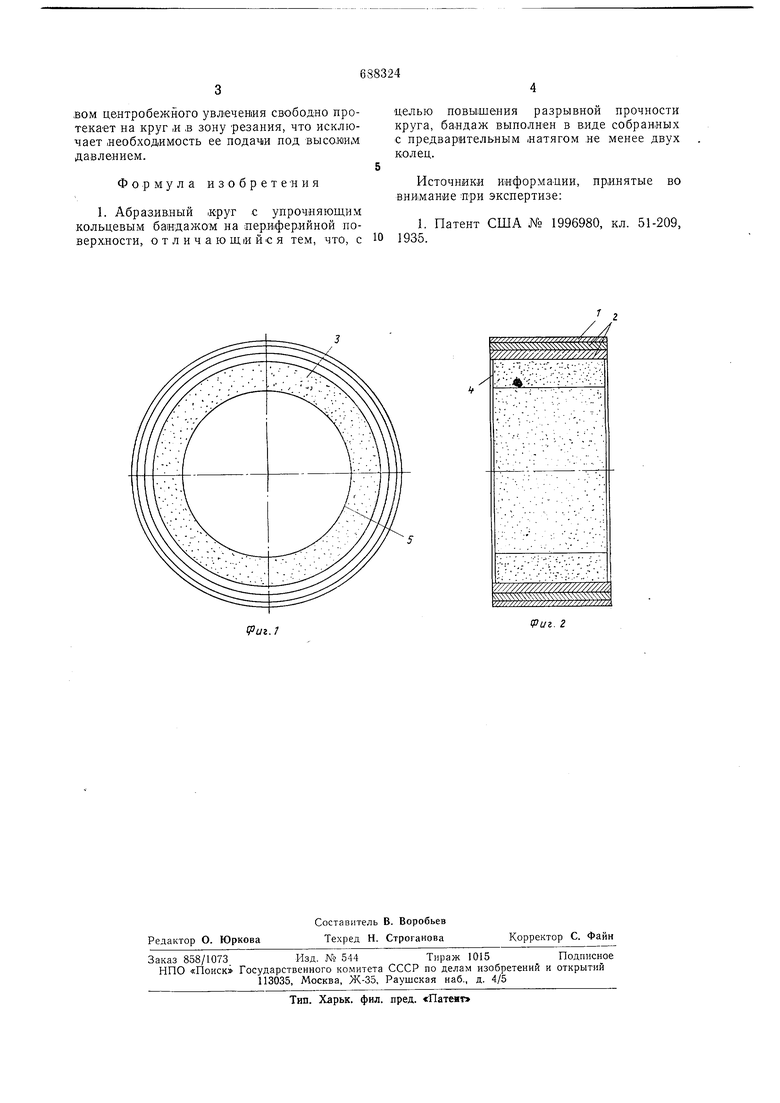
Изобретевие относится к области изготовления абразивного инструмента. Известен абразивный круг для скоростного шлифования, на периферийной новерхност.и которого предусмотрен бандаж в виде проволочных колец . Однако этот абразивный круг ограничивает возможность центробежного нагруже ия бандажа из-за «едостаточно жесткой компенсации напряжений, возникающих при высо,коскорост юм шлифовании. Цель изобретенля - повышение pa:-iрывной прочности круга. Для этого в предлагаемом абразивном круге бандаж выполнен в виде собранных с предварительным натягом двух или более стальных колец. На фиг. 1 и 2 представлен предлагаемый круг. Предварительный натяг бандажных колец обеспечивают насадкой нагретого наружного кольца /, выполненного с соответствующей точностью по 1внутренпему диаметру на охлажденное внутреннее (с соответствующей точностью по наружному диаметру) одно иди несколько -колец 2, сопряженных в такой же последовательности. Система напряженных колец бандажа уравновешивает высок;ие напряжения растяжения, возникающие в-динамике вращеНИН шлифовального круга, обеспечивая ему минимальные упругие деформации. В сравнении, например, с бандажом в виде одного кольца или намотанной по периферии проволоки напряженный кольцевой бандаж имеет увеличенную жесткость и разрывную прочность. Абразивный элемент 3 кольцевого шлифoБavlьнoгo круга может быть изготовлен любыми известными способами: .монолитными на эластичной связке или сборным из сегментов .на керамической или органической связке приклеенных эластичными прокладками к напряженному бандажу, состоящему из сопряженных стальных колец 1 и 2, который является корпусом шлифовального круга. Папример, при изготовлении данного инструмента предваритель ю изготовленный бандаж помещают в прессформу, а затем засыпают абразивную массу и прессуют круг по известному решению. Рабочими поверхностями бандажированного шл.ифовального круга являются торцы 4 и внутренняя (цилиндрическая, коническая, фасонная) поверхность 5 кольцевого круга. При приманении схемы высокоскоростного шлифования абразивным кругом с внутренней рабочей поверхностью смазывающе-охлаждающая жидкость иосредстBOM центробежного увлечения свободно протекзет на круг ,и в зону резания, что исключает леобходимость ее подаЧ|И под высоиид давлением.
Формула изобретения
1. Абраз.ив.ный «руг с упрочняющим кольцевым баидажом на периферийной поверхности, отличающийС я тем, что, с
целью повышения разрывной прочности круга, ба.ндаж выполнен в в,иде собранных с предварительным .натягом .не менее двух колец.
Источники информадии, принятые во внимание три экспертизе:
1. Патент США № 1996980, кл. 51-209, 1935.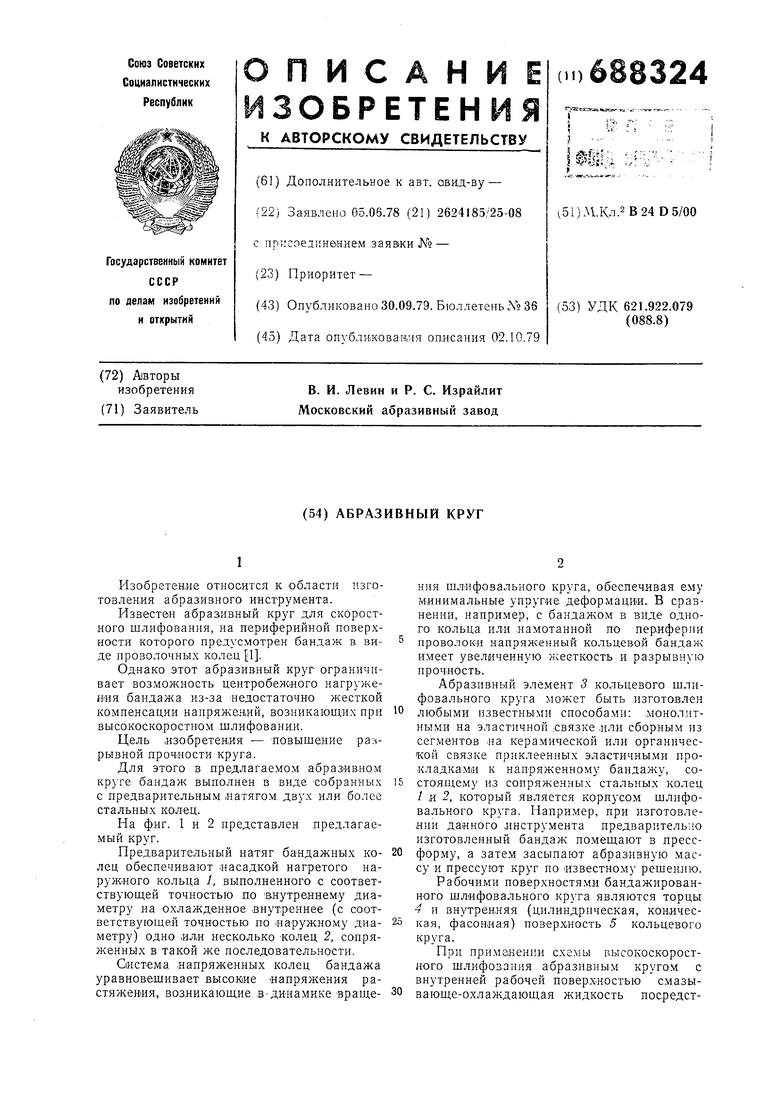
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ ПОВЫШЕННОЙ ПРОЧНОСТИ НА БАКЕЛИТОВОЙ СВЯЗКЕ | 2007 |
|
RU2349446C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2149096C1 |
| КОМБИНИРОВАННЫЙ ШЛИФОХОНИНГОВАЛЬНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2253561C1 |
| СПОСОБ ФОРМОВАНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2000 |
|
RU2174906C1 |
| КОМБИНИРОВАННЫЙ АЛМАЗНО-АБРАЗИВНО-ВЫГЛАЖИВАЮЩИЙ ИНСТРУМЕНТ | 2005 |
|
RU2303512C1 |
| Масса для изготовления абразивного инструмента | 1986 |
|
SU1380924A1 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2007 |
|
RU2345878C1 |
| ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ С ДИСКРЕТНОЙ РЕЖУЩЕЙ ПОВЕРХНОСТЬЮ | 2014 |
|
RU2582841C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2005 |
|
RU2303513C1 |
| Абразивная масса | 1984 |
|
SU1248780A1 |
У/////7///7//////////ГЛ
X
