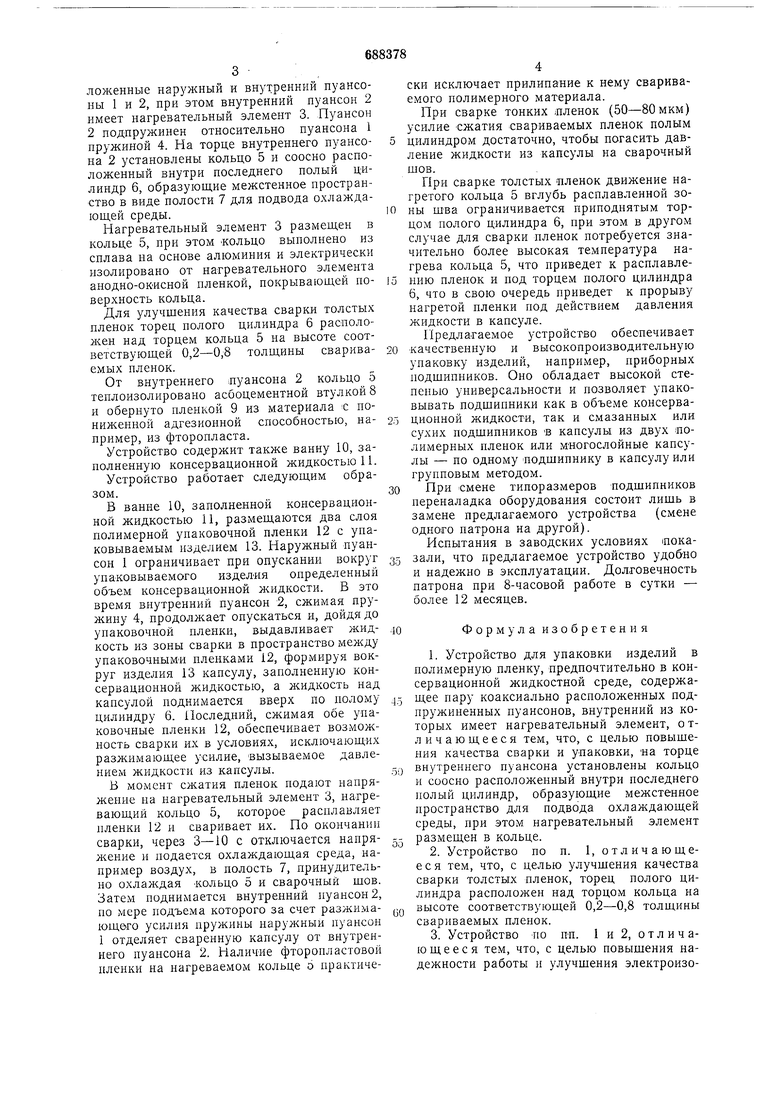
ложенные наружный и внутренний пуансоны 1 и 2, нри этом внутренний нуансон 2 нмеет нагревательный элемент 3. Пуансон 2 поднружинен относительно пуансона 1 пружиной 4. На торце внутреннего пуансона 2 установлены кольцо 5 и соосно расположенный внутри последнего полый цилиндр 6, образующие межстенное пространство в виде полости 7 для подвода охлаждающей среды.
Нагревательный элемент 3 размещен в кольце 5, при этом «ольцо выполнено из сплава на основе алюминия и электрически изолировано от нагревательного элемента анодно-окисной иленкой, покрывающей поверхность кольца.
Для улучщения качества сварки толстых пленок торец полого цилиндра 6 расположен над торцем кольца 5 на высоте соответствующей 0,2-0,8 толщины свариваемых пленок.
От внутреннего луансона 2 кольцо о теплоизолировано асбоцементной втулкой 8 и обернуто пленкой 9 из материала с пониженной адгезионной способностью, например, из фторопласта.
Устройство содержит также ванну 10, заполненную консервационной жидкостью И.
Устройство работает следующим образом.
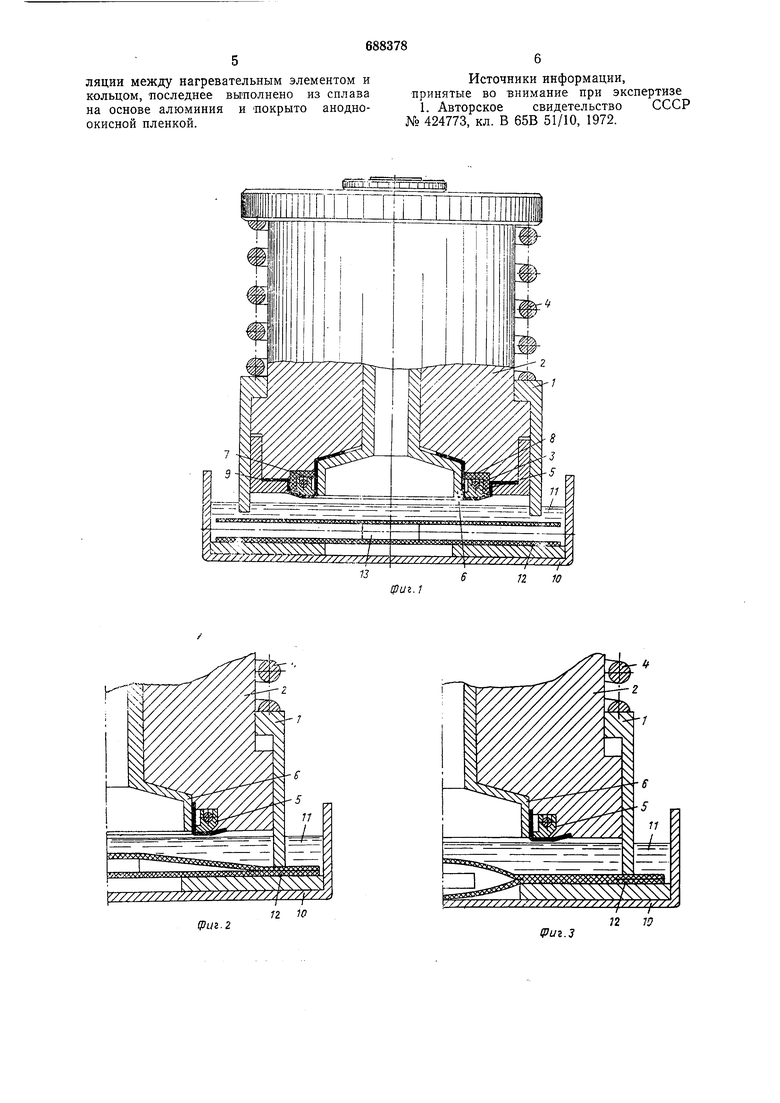
В ванне 10, заполненной консервационной жидкостью 11, размещаются два слоя полимерной упаковочной пленки 12 с унаковываемым изделием 13. Наружный пуансон 1 ограничивает при опускании вокруг упаковываемого изделия определенный объем консервационной жидкости. В это время внутренний пуансон 2, сжимая пружину 4, продолжает опускаться н, дойдя до упаковочной пленки, выдавливает жидкость из зоны сварки в пространство между упаковочными пленками 12, формируя вокруг изделия 13 капсулу, заполненную консервационной жидкостью, а жидкость над капсулой поднимается вверх по полому цилиндру 6. Последний, сжимая обе упаковочные пленки 12, обеспечивает воз.можность сварки их в условиях, исключающих разжимающее усилие, вызываемое давлением жидкости из капсулы.
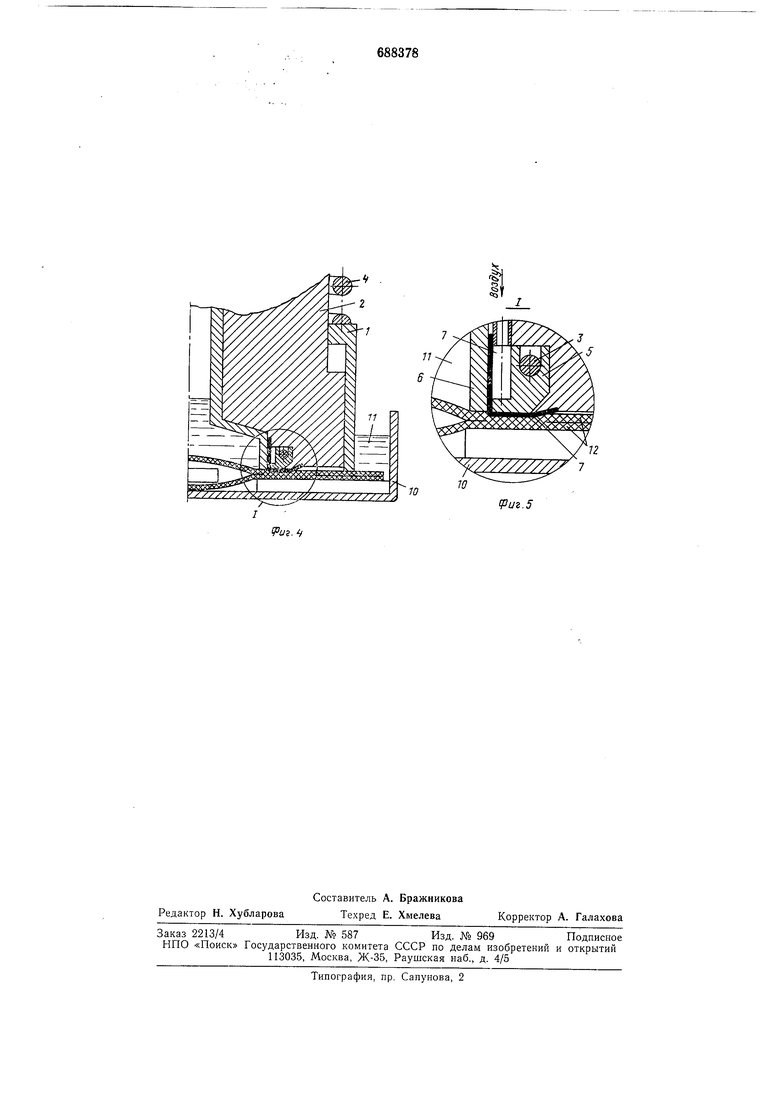
В момент сжатия пленок подают напряжение на нагревательный элемент 3, нагревающий кольцо 5, которое расплавляет пленки 12 и сваривает их. По окончании сварки, через 3-10 с отключается напряжение и подается охлаждающая среда, например воздух, в полость 7, принудительно охлаледая КОЛьцо о и сварочный щов. Затем поднимается внутренний пуансон 2, ио мере подъема которого за счет разжимающе1го усилия пружины наружный пуансоп 1 отделяет сваренную капсулу от внутреннего пуансона 2. Наличие фторонластовой пленки на нагреваемом кольце о практически исключает прилипание к нему свариваемого полимерного материала.
При сварке тонких лленок (50-80мкм) усилие Сжатия свариваемых пленок полым цилиндром достаточно, чтобы погасить давление жидкости из капсулы на сварочный шов.
При сварке толстых пленок движение нагретого кольца 5 вглубь расплавленной зоны шва ограничивается приподнятым торцом полого цилиндра 6, при этом в другом случае для сварки пленок потребуется значительно более высокая температура нагрева кольца 5, что приведет к расплавлению пленок и под торцем полого цилиндра 6, что в свою очередь приведет к прорыву нагретой пленкп под действием давления жидкости в капсуле.
Предлагаемое устройство обеспечивает
качественную и высокопроизводительную упаковку изделий, например, приборных подщипников. Оно обладает высокой степенью универсальности и позволяет упаковывать подшипники как в объеме консервационной жидкости, так и смазанных или сухих подшипников В капсулы из двух Полимерных пленок или многослойные капсулы - по одному Подшипнику в капсулу или групповым методом.
При смене типоразмеров подшипников переналадка оборудования состоит лишь в замене предлагаемого устройства (смене одного патрона на другой).
Пспытания в заводских условиях шоказали, что предлагаемое устройство удобно и надежно в эксплуатации. Долговечность патрона при 8-часовой работе в сутки - более 12 месяцев.
Формула изобретения
1.Устройство для упаковки изделий в полимерную пленку, предпочтительно в консервационной жидкостной среде, содержаЩее пару коаксиально расноложенных подпружиненных пуансонов, внутренний из которых имеет нагревательный элемент, отличающееся тем, что, с целью повышения качества сварки и упаковки, на торце
внутреннего пуансона установлены кольцо и соосно расположенный внутри последнего полый цилиндр, образующие межстенное пространство для подвода охлаждающей среды, при этом нагревательный элемент
размещен в кольце.
2.Устройство по п. 1, отличающееся тем, что, с целью улучшения качества сварки толстых пленок, торец полого цилиндра расположен над торцом кольца на
высоте соответствующей 0,2-0,8 толщины свариваемых пленок.
3.Устройство по ил. 1 и 2, отличающееся тем, что, с целью новышения надежности работы и улучшения электроизоляции между нагревательным элементом и кольцом, тюследнее выполнено из сплава на основе алюминия и покрыто анодноокисной пленкой.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 424773, кл. В 65В 51/10, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упаковки изделий в полимерную пленку | 1981 |
|
SU963907A2 |
| СПОСОБ УПАКОВКИ ИЗДЕЛИЙ | 1972 |
|
SU424773A1 |
| Устройство для термоимпульсной сварки полимерных пленок | 1981 |
|
SU979136A1 |
| УСТРОЙСТВО И СПОСОБ УПАКОВКИ ГАБАРИТНЫХ ИЗДЕЛИЙ В ПЛЕНКУ | 2020 |
|
RU2752990C1 |
| Устройство для упаковывания изделий в рукав из полимерного термопластичного материала | 1984 |
|
SU1306818A1 |
| Устройство для изготовления наполнения и запечатывания пакетов из ленточного термопластичного материала | 1982 |
|
SU1041423A1 |
| Устройство для упаковывания изделий в пленку | 1986 |
|
SU1395545A1 |
| СПОСОБ ПРОИЗВОДСТВА СТЕРИЛИЗОВАННОГО УПАКОВАННОГО ПРОДУКТА | 2006 |
|
RU2393960C2 |
| Устройство для сварки рукавного полимерного материала | 1980 |
|
SU906814A1 |
| УСТРОЙСТВО ДЛЯ УПАКОВКИ ПРЕДМЕТОВ ПРЯМОУГОЛЬНОЙ ФОРМЫ | 2004 |
|
RU2263051C1 |
/2 0
(Риг. 2
Ю
Риг.З
J
////////
W
Риг. 5
