(54)
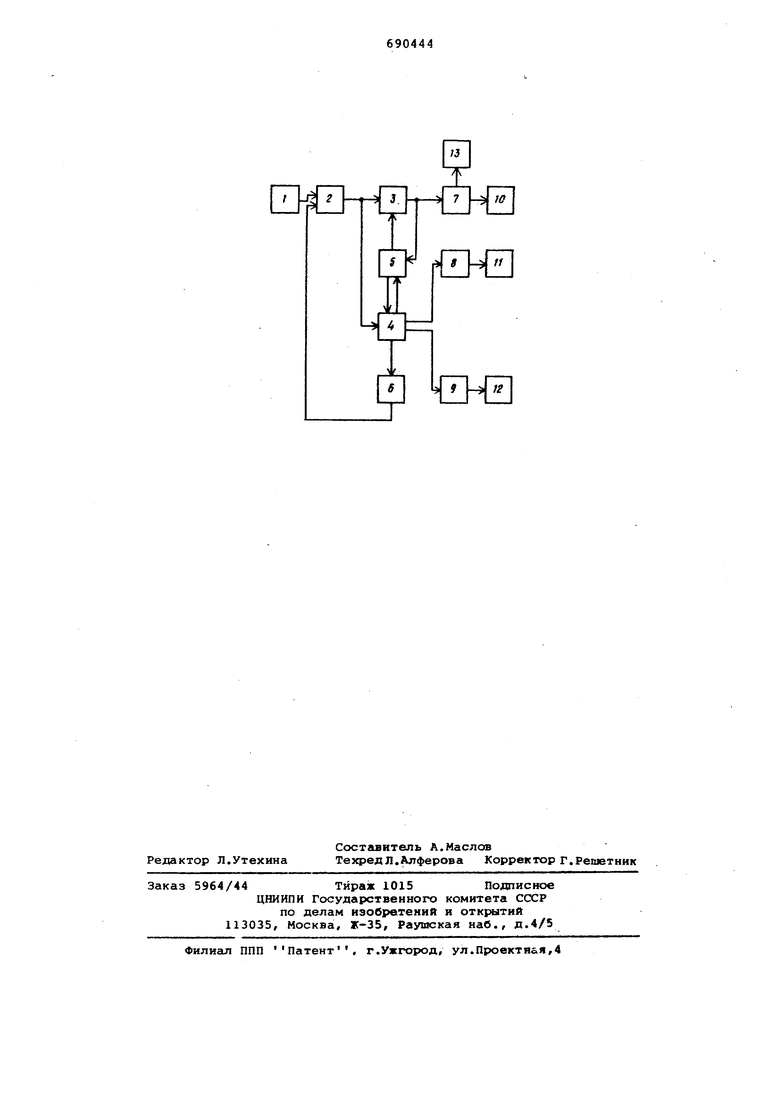
УСТРОЙСТВО для РЕЗАНИЯ ЗАГОТОВОК ЗАДАННОЙ ДЛИНЫ Устройство -содержит мерный ролик 1, входы которого соединены с элементом И 2, выходам которого соединены со счгетчиком 3 длины заготовки, арифметический блок 4, програ мньой блок 5, ячейку памяти б, выход которой соединен с элементом И 2, коммутатор 7 резки, коммутатор 8 пробив,ки, коммутатор 9 промазки, соответственно соединенные со входами механизма 10 резки, механизма И пробивки и механизма 12 промазки, и счетчик числа резов 13. В статическом состоянии мерный ролик 1 находится на автокамерном рукаве (на чертеже не показан) и неподвижен, импульсы с его выхода на вход элемента И 2, а, оледовательно на вход счетчика 3 длины заготовки и арифметического блока 4 не поступают. С помсяцью программного блока 5 счетчик 3 и. арифметический блок 4 приведены в нулевое состояние. Арифметический блок 4 держит в нулевом состоянии ячейку памяти 6, сигнал О с вьгхода которой подается на вход элемента И 2 и не оказывает На него никакого действия. Так как Счетчик 3 иарифметический блок 4 на ходятся в нулевом состоянии/ то коммутаторы 7, 8 и 9 не срабатывают, соответственно не срабатывают механизмы резки 10,пробивки 11,промазки 12 и счетчик числа резов 13. Перед началом резки рукава на автокамерные заготовки с помощью программного блока 5 устанавливается длина заготовки, расстояния от устройства резки до устройств пробивки и промазки. Арифметический блок 4 решает формулу 1г + . / где Ij (мм) - расстояние от конца заготовки до места пробивки или промазки; (мм) - остаток От деления расстояний от места резки до исполнительных меха низмов пробивки или про мазйи на длину заготовк Для этого арифметический блок 4 определяет составляющие для промазки и пробивки и находит Z для промазк и пробивки. Полученные величины Z1. для пробив и промазки записываются в арифметический блок 4, который воздействует на ячейку памяти б и переводит ее в единичное состояние. Сигнал ч поступает на вход элемента и2 и разрешает прохождение импульсов с мерного ролика 1, При движении автокамерного руКав с помощыр мерного ролика 1 происходит преобразование длины заготовки S количество импульсов, которые пос упают на вход счетчика 3 т на BXOJC блока 4, Когда число импульсов, поступающих, с ролика 1, достигнет величины длины заготовки, заданной блоком 5, на выходе счетчика 3 появляется сигнал, который воздействует на коммутатор резки 7, закикаквдий цепь питания механизма резки 10 и счетчик числа резов 13, и через блок 5 переводит счетчик 3 в нулевое состояние. Когда число импульсов, определяющих сдвиг момента промазки и пробивки относительно реза и поступивших с мерного лика 1 в сумме С числом, записанным в арифметическом блоке 4 соответственно для пробивки и про--мазки составят длину заготовки, на входе блока 4 появляются сигналы, воздействуницие через коммутаторы 8 и 9 на механизмы 11 и 12, а через блок 5 переводят блок 4 в нулевое состояние. Предлагаемое устройство позволяет значительно повысить производительность агрегата за счет отсутствия брака в период настройки устройства для каждого типоразмера, а также качество выпускаемой продукции на последующих операциях в связи со стабилизацией мест пробивки и промазки. Формула изобретения Устройство для резания заготовок заданной длины, содержавшее мерный рол1як, Счетчик длины заготовок, вход и один выход которого соединены с программным блоком, а другой выход - с коммутатором резки, выходы которого соединены с механизмом резки и счетчиком числа резов, коммутаторы пробивки и Промазки, соединенные со входами механизмов пробивки и: промазки и ячейку памяти, о т ли ч а ю щ ее с я тем, что, с целью упрощения эксплуатации устройства, оно содержит арифметический блок и элемент И, входы которого соединены с выходом мерного ропюса и выходом ячейки пгшяти, а выход-со входом счетчика длины заготовки и с одйим из выховов арифметического блока,второй вход которого соединен с выходом программного блока, первый выход арифметического блока соединен со входом программного блока, второй и третий ВБкЬда - соответственно со входами коммутаторов пробивки и промазки, а четвёртый выход - со входом ячейки памяти. Источники информации принятые во внимание при экспертизе 1,Патент Фрашгии 2115494, кя. G OS В 19/00, 1974., 2,Авторское свидетельство СССР по эаявке № 2374790/05, кл. В 29 Н 3/06, 30,12.76 (прото |Ш) 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резания заготовок заданной длины | 1976 |
|
SU582985A1 |
| Устройство для изготовления автокамерных заготовок | 1977 |
|
SU707820A1 |
| Устройство для управления процессом изготовления автокамерных заготовок | 1978 |
|
SU781082A1 |
| УПРАВЛЯЮЩЕЕ ВЫЧИСЛИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ БЕЗОСТАТОЧНОГО РАСКРОЯ ШТАНГ | 1972 |
|
SU354763A1 |
| Устройство автоматического управления порезом слитка на установке непрерывной разливки металла | 1980 |
|
SU942870A1 |
| Устройство для оптимального раскроя слитка в машине непрерывной разливки металла | 1984 |
|
SU1212691A1 |
| Устройство для резки заготовок заданной длины | 1987 |
|
SU1497018A2 |
| Устройство управления газорезкой машины непрерывного литья заготовок | 1986 |
|
SU1475765A1 |
| Устройство для управления механизмом реза | 1990 |
|
SU1727955A1 |
| Устройство для автоматической разбраковки проката в линии поперечной резки | 1982 |
|
SU1091969A1 |