. (54) ПРОФИЛЕГИБрЧНЫЙ СТДН
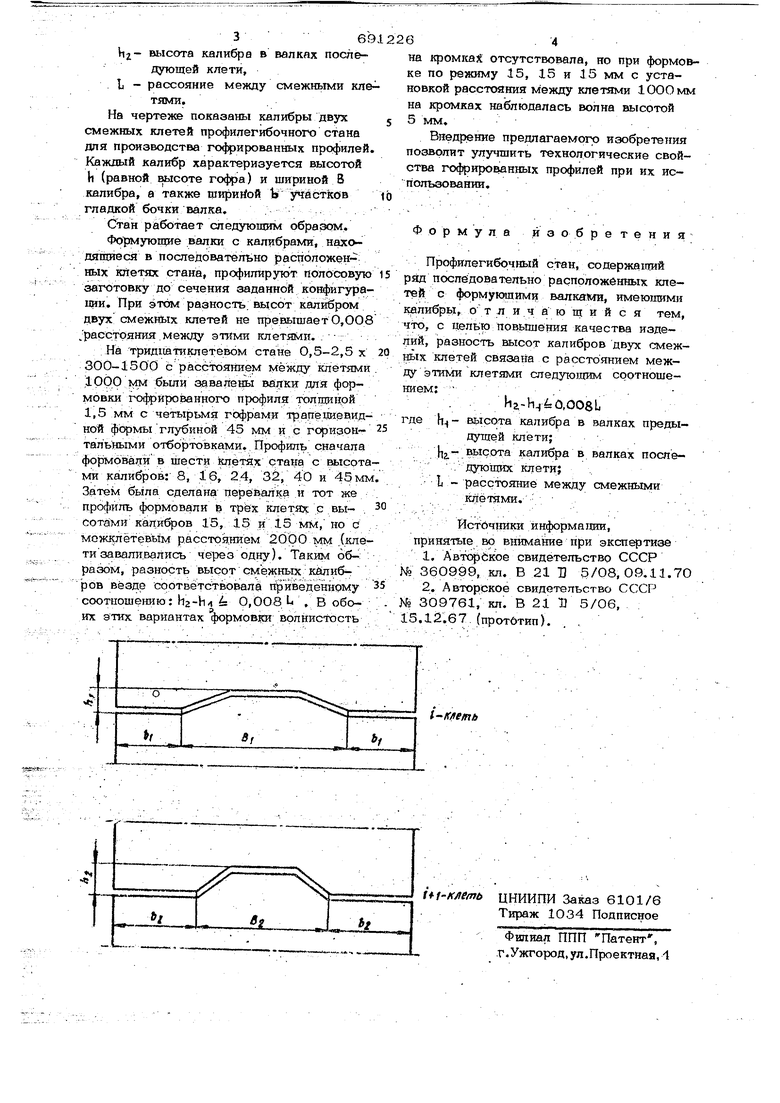
bj- вьюота калибра в валках последующей клети,
L - рассеяние между смежными кле тями.
На чертеже показаны калибры двух смежных клетей профилегибочного стана для производства гофрированных профилей. Каждый калибр характеризуется высотой Ц (равной высоте гофра) и шириной В калибра, а также шириной Ъ учйстков гладкой бочки валка.
Стан работает следующим образом.
Формующие валки с калибрами, находящиеся в последовательно растголоженных клетях стана, профитгаруют полосовую заготовку до сечения заданной конфигурации. При этом разность, высот калибром двух смежнь1х клетей не превь1шаетО,О08 /расетряния.между этими клетями.:
; На трид1штиклетев6м стане 0,5-2,5 х 300-1500 fc расстоянием между клетями loop мм были З8вале1зоь1 вилки длй формовки го( ванного профиля толщиной 1,5 мм с четырьмя гофрами тра.пецие видной формыглубиной 45 мм и с горизонтапьными отбортовками. Профиль сначала формовали в шести клетях стана с высотами калибров: 8, 16, 2.4, 32, 40 и 45мм Затем была сделана перевалка и тот же црофклъ формовали в трёх клетях е вы- . сотами калибров 15, 15 и 15 мм, но с можклётевым расстоянием 2000 т ,(.клетизавали.вались через одну). Таким образом, разность высот смежных кйлиб ров везде соответствовала приведенному соотношению: Нг-Ь 0,ОО8 U , В обоих этих вариантах формовюя Волнистость
на KpoMicajc отсутствовала, но при формовке по режиму 15, 15 и 15 мм с установкой расстояния между клетями ЮООмм на кромках наблюдалась волна высотой 5 мм. - .
Внедрение предлагаемого изобретения позволит улучшить технологические свойства гофрированных профилей при их использовании..
Формула и 3 о б р е т е н и 51
Профилегибрчный с.тан, содержаютй ряд последовательно расположенных клетей с формуюшими валками, имеющими 1 либры, от л и.ч а ю щ ни с я тем, что, с целью повышения качества изделий, разность высот калибров двух смежНЬ1Х клетей связана с расстоянием между этими клетямтт следуюитим соотношением:
ha-h O-OOsL
где h - вьгсота калибра в валках предыдущей клети;. вьюота калибра в валках после .дующих клети:;
L - расстояние между смежными вдётами. ..
Йст6ч1шки информации, принятые, во внимание при экспертизе
1.Авторское свидетельство СССР
NO 360999, кл. В 21 Б 5/08,09.11.7
2.Авторское свидетельство CCCF № 309761, кл. В 21 и 5/06, 15.12.67. (прототип). . .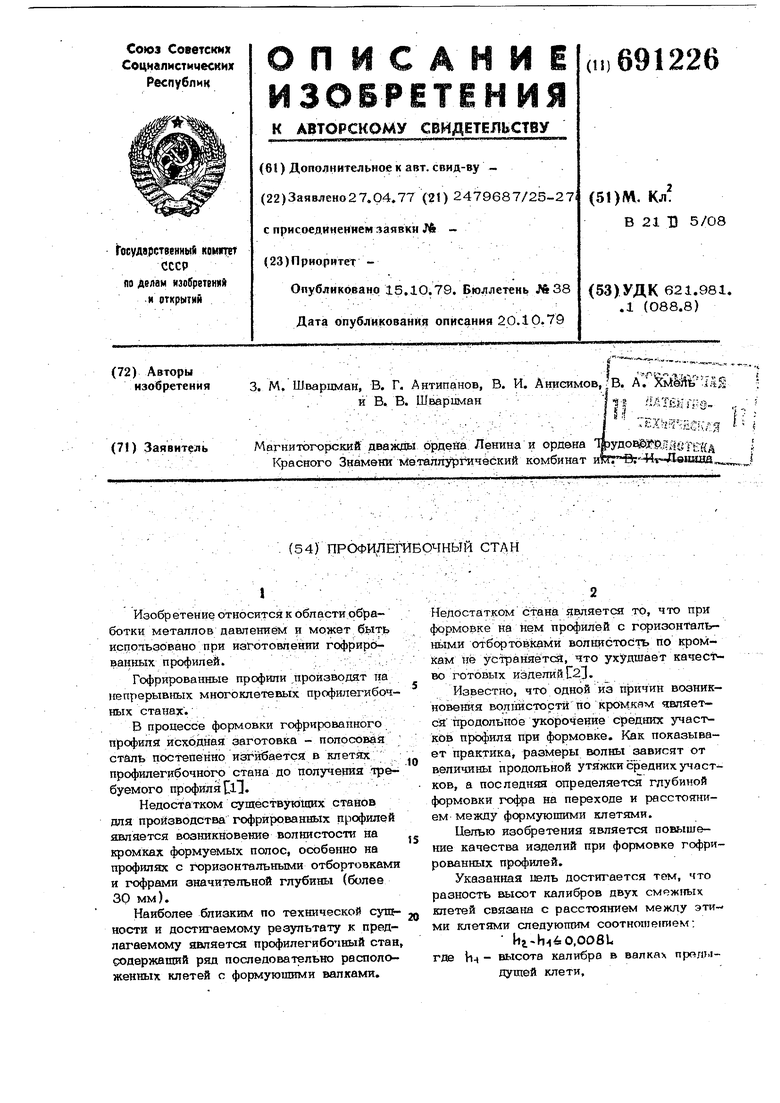
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОШТУЧНОГО ПРОФИЛИРОВАНИЯ ПОЛУКРУГЛЫХ ГОФР НА ЛИСТЕ | 1991 |
|
RU2008115C1 |
| Способ изготовления гофрированных гнутых профилей | 1981 |
|
SU963602A1 |
| Рабочая клеть профилегибочного стана | 1981 |
|
SU994079A1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ГОФРИРОВАННЫХ ЛИСТОВ | 2006 |
|
RU2330742C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030943C1 |
| Профилегибочный стан | 1979 |
|
SU893311A2 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2006 |
|
RU2335365C2 |
| Способ изготовления гнутых профилей | 1988 |
|
SU1588460A1 |
| Профилегибочный стан | 1986 |
|
SU1450894A1 |
| Способ изготовления гофрированных профилей | 1984 |
|
SU1196071A1 |
V
еl-if/iemb
