4
ел
О 00
со
4:
Изобретение предназначено для производства гофрированных листов из хо- .лоднокатаных полос.
Целью изобретения является повы- шение качества профилей за счет уменьшения поверхностных дефектов.
На чертеже схематично показан профштегибочный стан дня производства гофрированных листов толщиной 0,8... 1,5 мм,.
Стан состоит из черновой 1, промежуточной II и -чистовой III групп клетей. Часть клетей черновой группы, расположенные после задающей клети 1, имеет приводными только нижние валки 2 (приводные валки на схеме заштрихованы), верхние валки 3 - неприводные. Все валки II группы клетей - приводные, В чистовой группе клетей оба валка последней клети также приводные, -а в двух пред нсто- вых клетях приводными являются только нижние валки 2 Все валки стана установлены с определенным межволновым зазором..
Рабочие, поверхности валков всех клетей выполнены с насечкой. Высота мнкронеровностей RO насечки валков промежуточных клетей составляет 4.0. 6 мкм, а высота микронеровностей насечки валков черновых и чистовых клетей в пределах 7,,,8 мкм.
При формовке профилей в относительно большом количестве клетей появле- ние царапин наиболее вероятно в первых (черновых) и последних (чистовых) калибрах: в черновых калибрах обычно делают максимальные углы подгибки, что увеличивает сопротивление поло- сы заходу в калибры, и следовательно, ее проскальзывание, в чистовых же калибрах - наибольшая глубина врезов ручьев в валки, что увеличивает перепад окружных скоростей по высоте гофров. Следовательно, в черновых клетях желателен наибольший коэффициент трения между полосой и валками (т,а, нужна более грубая насечка),
а в чистовых клетях, являющихся от-
делочными, необходимо загладить
риски и царапины, что также достигается более грубой насечкой поверхности валков.
Поэтому мелкая насечка (т.е, уменьшение Кд) увеличивает количество дефектов. В то же время, создание одинаковой грубой насечки на всех валках стана (т.е. увеличение Кд) резко усиливает сцепление валков с формуемой полосой (из-за большого количества промежуточных клетей), что приводит к возрастанию нагрузки на чистовые клети (формовка ведется с натяжением } и проскальзыванию полосы в валках этих клетей. Это вызывае необходимость уменьшения величины R в промежуточных клетях.
Преимущество данного стана по сравнению с известным заключается в том, что на готовых профилях отсутствуют поверхностные дефекты типа рисок и царапин, ухудшающие качество гофрированных полос и тем самым их потребительские свойства.
Формула изобретения
1.Профилегибочный стан для производства гофрированных листов из холоднокатаной полосовой стали толщиной О,В.,о 1,5 мм, содержащий ряд последовательно установленных задающей, черновых, промежуточных и чистовых клетей с размещенными один над другим валками, отличающий- с я тем, что, с целью повьЕпения качества профилей за счет уменьшения поверхностных дефектов, рабочие .поверхности всех валков выполнены с насечкой, при этом высоту микронеровностей насечки валков промежуточных клетей принимают в пределах 4...
6 мкм, а черновых и чистовых клетей - в пределах 7...8 мкм.
2,Стан по п.1, о т л и ч а ю - щ и и с я тем, что в к аждой из двух-трех клетей после задающей и в одной-двух предпоследних клетях приводным выполнен только один валок.
Ж
ооШ h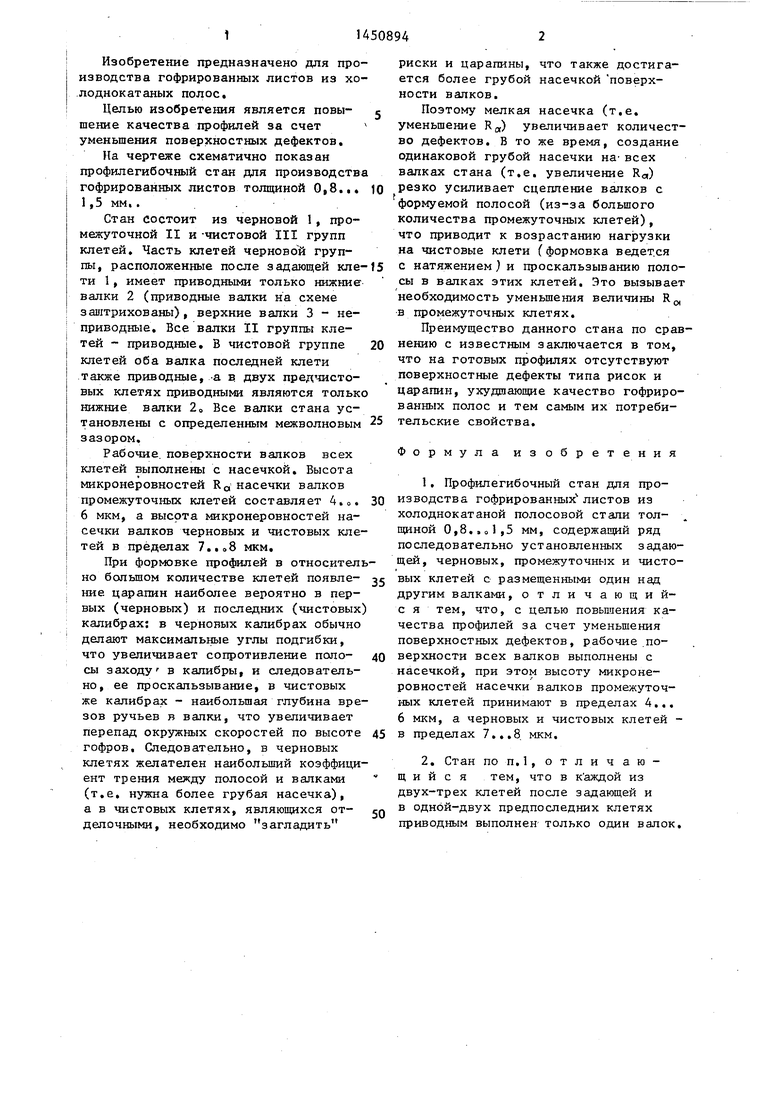
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО ПРОФИЛЯ | 1995 |
|
RU2085315C1 |
| ПРИВОД ПРОФИЛЕГИБОЧНОГО СТАНА | 2003 |
|
RU2244604C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 2002 |
|
RU2220017C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2113928C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ГОФРИРОВАННЫХ ЛИСТОВ | 2006 |
|
RU2330742C2 |
| Непрерывный профилегибочный стан | 1986 |
|
SU1362538A1 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 2004 |
|
RU2261152C1 |
| ПРОФИЛЕГИБОЧНЫЙ АГРЕГАТ | 1995 |
|
RU2078632C1 |
| ГНУТЫЙ ПРОФИЛЬ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 1997 |
|
RU2124410C1 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 1996 |
|
RU2096099C1 |
Изобретение относится к обработке металлов давлением, в частности к агрегатам для профилирования гофрированных листов. Цель изобретения - повышение качества профилей за счет уменьшения поверхностных дефектов. Профилегибочный стан содержит ряд последовательно установленных клетей с размещенными один над другим с межвалковым зазором валками, связанными с приводом. Рабочие поверхности валков выполнены с насечкой. Высота микронеровностей насечки валков промежуточных клетей составляет 4..о6 мкм. Высота микронеровностей насечки валков черновых и чистовых клетей составляет 7... 8 мкм. В каждой из двух-трех клетей после задающей и в одной-двух предпоследних клетях приводным выполнен только один валок. При прокатке полосы в стане увеличено сцепление ее с валками в черновых и чистовых клетях, что позволяет уменьшить проскальзывание валков относительно полосы и тем самым повысить качество поверхности профилей. 1 з.п. ф-лы, i ил. с (С (Л
| Тришевский И.С | |||
| и др | |||
| Холодно- гнутые гофрированные профили проката | |||
| Киев: Техника, 1973, с | |||
| Способ сопряжения брусьев в срубах | 1921 |
|
SU33A1 |
