1
V Изобретение относится к обработке металлов давлением, в частности к станам для производства гнутых профилей проката.
По Основному авт.св. № 680781 известен профилегибочный стан с поштучным процессом формовки, содержащий ряд последовательно расположённых на основании клетей-с постепенньм уменьшением расстояния от оси прокатки каждой клети до основания в направлении прокатки, т. е. имеющей переменный уровень формовки. Этот стан отличается тем, что каждая яредыдущая по ходу прокатки его клеть наклонена к оси проката в направлении последующей клети на угол f , величина которого прямо пропорциональна разнице Д в уровнях формовки двух смежных (предыдущей и последующей) клетей 1.
Недостатком указанного профилегибочного стана является то обстоятельство , что величина Л , определяняцая угол Р наклона клетей, неопределена и ее -для каждого конкретного случая профилирования подбирают опытным путем. В результате этого возможны ошибки в определении вели- , чины ii, что приводит к возникновет
нию дефектов типа волнистости и трещин,вследеТВне наличия напряжений по кромкам формуемой полосы, в особенности жестких режимах формовки с уменьшенным количеством формующих клетей.
Цель изобретения - повышение качества профилей.
Указанная цель достигается тем,
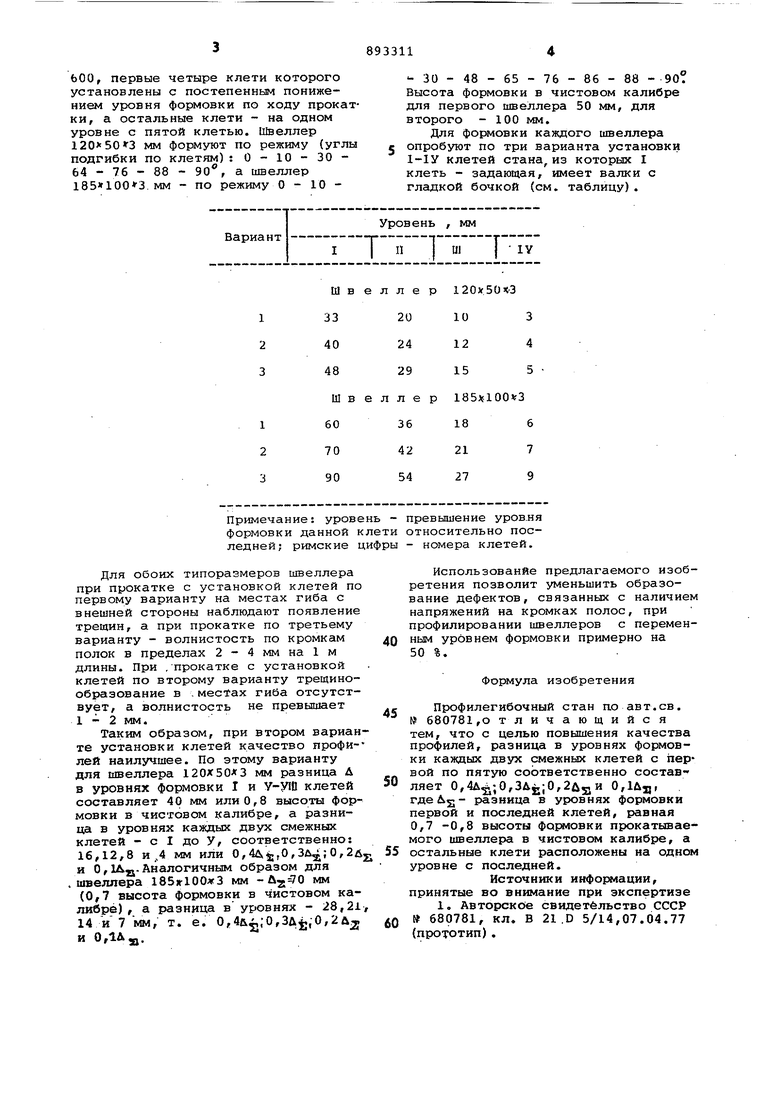
10 что в профилегибочном стане разница в уровнях формовки каждых двух смежных клетей с первой по пятую соответственно составляет 0, , 0,.и 0,1Д55 гдеДза- разни15ца в уровня$ формовки первой и последней клетей стана, равная 0,70,8 высоты формовки прокатываемого швеллера в чистовом калибре, а остальные клети расположены на одном
20 уровне с по(;1ледней (см.фиг. 1 и 2).
Такое расположение клетей профилегибочного стада, как показывают исследования, сводит до минимума дефекты, связанные с наличием на25пряжений по кромкам формуемой полосы, при профилировании швеллеров с жесткими режимаи«1И формовки.
Опытную прокатку швеллеров 120 t50f3 мм и185 с100 -3 мм из Ст.З производят на стане 2-8л10030
bOO, первые четыре клети которого установлены с постепенным понижением уровня формовки по ходу прокатки, а остальные клети - на одном уровне с пятой клетью. Швеллер 120 50«3 мм формуют по режиму (углы подгибки по клетям): О - 10 - 30 64 - 76 - 88 - 90, а швеллер . мм - по режиму О - 10 30 - 48 - 65 - 76 - 86 - 88 - 90° Высота формовки в чистовом калибре для первого швеллера 50 мм, для второго - 100 мм.
Для формовки каждого швеллера опробуют по три варианта установки 1-1У клетей стана, из которых I клеть - задающая, имеет валки с гладкой бочкой (см. таблицу).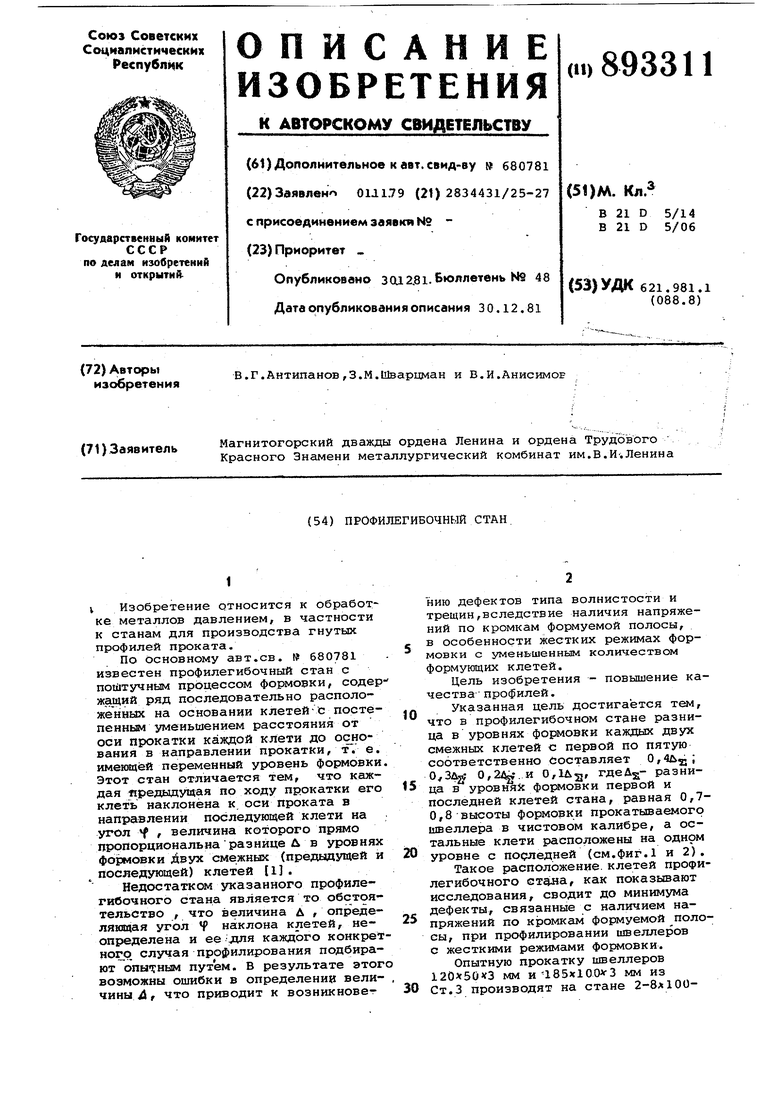
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2009 |
|
RU2391171C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2113307C1 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 2004 |
|
RU2261152C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2157286C1 |
| Способ профилирования преимущественно швеллеров | 1990 |
|
SU1754267A1 |
| Стан для профилирования неравнополочных швеллеров | 1992 |
|
SU1817718A3 |
| Клеть профилегибочного стана | 1982 |
|
SU1015961A1 |
| СИСТЕМА КАЛИБРОВ ДЛЯ ИЗГОТОВЛЕНИЯ ГНУТЫХ КОРЫТНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2103089C1 |
| Способ формовки профилей швеллерного типа | 1982 |
|
SU1069901A1 |
| Способ восстановления геометрии верхнего валка чистовой клети | 1979 |
|
SU995971A1 |
Швеллер120v50t-3
33 20103
40 24124
48 29155
Швеллер185A lOOv3
60 36186
70 42217
90 54279
Примечание: уровень - превышение уров.ня формовки данной клети относительно последней; римские цифры - номера клетей.
Для обоих типоразмеров швеллера при прокатке с установкой клетей по первому варианту на местах гиба с внешней стороны наблюдают появление трещин, а при прокатке по третьему варианту - волнистость по кромкам полок в пределах 2 - 4 мм на 1 м длины. При .прокатке с установкой клетей по второму варианту трещинообраэование в .местах гиба отсутствует, а волнистость не превышает 1-2 мм.
Таким образом, при втором варианте установки клетей качество профи- лей наилучшее. По этому варианту для швеллера 120x50 3 мм разница Д в уровнях формовки I и y-yiD клетей составляет 40 мм или 0,8 высоты формовки в чистовом калибре, а разница в уровнях каждых двух смежных клетей - с I до У, соответственно: 16,12,8 и ,4 мм или 0,4Л.,0,,2д2 и 0,1Лд.Аналогичным образом для швеллера 185 г100«3 мм .О мм (0,7 высота формовки в чистовом калибре) , а разница в уровнях - 28,21, 14 и 7 мм, т. е. 0,4&4,;0,ЗЛ,,0,2й;2у и ОДДд.
Использование предлагаемого изобретения Позволит уменьшить образование дефектов, связанных с наличием напряжений на кромках полос, при профилировании швеллеров с переменным уровнем формовки примерно на 50 %.
Формула изобретения
Профилегибочный стан по авт.св. № 680781,о тличающийс я тем, что с целью повышения качества профилей, разница в уровнях формовки каждых двух смежных клетей с первой по пятую соответственно составляет 0,,ЗАJ,;0,, и Oflujj где&5;- разница в уровнях формовки первой и последней клетей, равная 0,7 -0,8 высоты формовки прокатываемого швеллер в чистовом калибре, а остальные клети расположены на одном уровне с последней.
Источники информации, принятые во внимание при экспертизе
