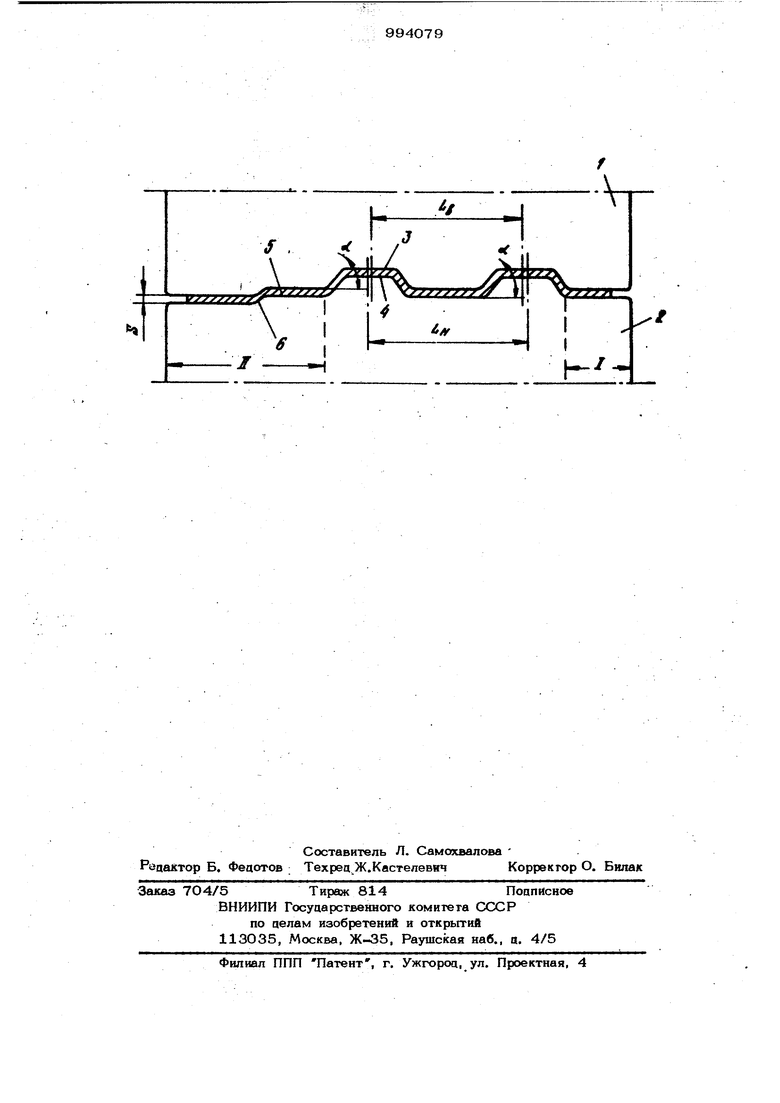
1 Изобретение отнсюится к обработке металлов давлением, в частности, к оборудованию для производства профилей в валковых станах. Известна рабочая клеть для прокатки гофрированных листов, содержащая верхний валок с фo йviyющими выступами и нижний валок с формующими впадинами Недостатком известной клети является поперечная утяжка формуемьвс полос. Целью изобретения является повьпие- ние качества профилей путем устранения поперечной утяжки фо(шуемой полосы. С этсй целью врабочей клети профил гибочного стана для изготовления профилей с периодическими гофрами, преимуще ственно трапециевидными, содержащей верхний и нижний валки, один из которьр выполнен с выступами, а- другой - с со- ответствующими им впадинами, расстояние межцу центрами крайни выступов на нижней валке в его поперечном сечеНИИ больше расстояния между центрами соответствующих им впадин на верхнем валке на величинул П (0.2-0.3)5 где п - количество прямолинейных в поперечном сечении валка пе- , риферийных участков; S - зазор между валками, cL - угол наклона боковых граней выступов и впадин валков. На чертеже показан калибр для формовки профилей высокой жесткости с двумя продольными гофрами трапециевидной .формы. Калибр состоит из верхнего 1 и нижнего 2 формующих валков, установленных с рабочим зазором 5 . На верхнем валке имеются впадины 3, а на нижнем соответствующие им выступы 4, выдавливающие на полосе 5 периодически повторяющиеся гофры. Калибр имеет прямолинейный 399 в поперечном сечении участок I и участок П с перегибом 6, необхоцимость в котором обусловлена наличием такого же перегиба (отбортовки) на готовом профиле. Таким образом, количество прямолинейных в поперечном сечении калибра периферийных участков валков в данном случае равно единице. Выступы 4 и впадины 3 калибра, формующие трапециевидные гофры, вьшолнены с наклоном боковьос граней под утлом ot к горизонтали. Расстояние 1, ц между выетупами на нижнем валке больше, чем расстояние Up между впадинами на верхием валке. Например, при П. 2, мм (величина рабочего зазора при формовке профилей высокой жесткости с периодическими гофрами выбирается равной номинальной толщине полосовой заготовки) и od 45°, величина Л , равная разности Цц- Lg. будет составлять 3,7-5,5 мм. При заходе полосы в зазор между валками на ней вьздавливаются. с помощью выступов и впадин периодические продольные гофры. В результате того, что расстояние между крайними выступами и впапинами на валках не равны между собой, происходит защемление формуемой полосы на внещних наклонных участках гофров {т.е. на участках, расположенных ближе к кромке) с одновременным освобождением полосы на внутренних наклонных участках, причем при наличии в калибре перегиба на одном из периферийных участ ков величина Д буцет в 2 раза меньше, так как на этом перегибе происходит дополнительное защемление заготовки. . Такое выполнение калибра практически полностью устраняет возможность появле- ния поперечной утяжки полосы в очаге аеформации. Правомерность предлагаемой формулы для опеределения величины 4 проверялась на формовочном стане 1-5x300-1650 при изготовлении профиля высокой жесткости для общивки полувагона 1300х х2х17ОЗх39,6хЗ,6 мм (толшина профиля 3,6 мм, количество трапециевидных гофров - 2, угол наклона гофров на профиле - один перегиб) по ТУ 14-2-28О-77 Профили стальные с периодически повторяющимися гофрами С этой целью испробованы щёсть вариантов калибра с различной величиной 4; 0,4; 0,8; 1,6; 2,4; 3,2, и 4,0 мм. При относительно небольщой степени зажатия полосы в калибре ( А 0,4 и 0,8 мм) плоских периферийных и межгоф94ровых участках профиля наблюдалась неплоскостность в виде мелкой продольной волны высотой 7-12 мм. При Л 1,6 и 2,4 мм (для изменения величины Д увеличивали расстояние межцу впацинами на нижнем валке с помощью прокладок различной толщины, размещаемых межцу отдельными элементами валка) величина неплоскостности снизилась цо 2-3 мм, однако при дальнейщем увеличении Л цо значений 3,2 vi 4,О мм неплос- костность готовых профилей осталась без изменения, но на углах гофров, примыкающих к их внещним наклонным участкем, появились трещины, особенно интен- сивные при 4 4,0 мм. Таким образом, внедрение описанного устройства при формовке листовых профи Я ью.окой жесткости с периодически повгоряющимися гофрами значигельно уменьшает их неплоскостность, что улучшает использование этих профилей у потребителей и снижает расход металла., Экономическая эффективность от внедриия изобретения заключается в увелинекий реализации при производстве профилей высокой жесткости с улучшенной плоскостью. Ф о р м ула изобретения Рабочая клеть профилегибочного стана для изготовления профилей с периодическими гофрами, преимущественно трапецие-видными, содержащая верхний и нижний балки, один из которых выполне:д с выступами, а другой - с соответствующими им пазами, о тличающаяся тем, что, с целью повьпиенйя качества профилей путем устранения поперечной утяжки формуемой полосы, расстояние межцу центрами крайних выступов на нижнем валке в его поперечном сечении больше расстояния между центрами соответствующих им впадин на верхнем валке на величину h(0,2-0,3)S Sin d где n - количество прямолинейных в поперечном сечении валка пери ферийных участков,S - зазор межцу валками; ш, угол наклона боковых граней выступов и впадин валков. Источники информации, принятые во внимание при экспертизе 1. Чекмарев А. П., Калужский В. Б. Гнутые профили проката, М., Металлургия, 1974, с, 12О (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМОВКИ ПРОФИЛЕЙ ВЫСОКОЙ ЖЕСТКОСТИ | 2006 |
|
RU2334579C2 |
| ПРОФИЛИРОВАННЫЙ ЛИСТ, СПОСОБ ЕГО ПРОИЗВОДСТВА И ПРОФИЛЕГИБОЧНЫЙ СТАН | 2001 |
|
RU2220803C2 |
| РАБОЧАЯ КЛЕТЬ СТАНА ДЛЯ ФОРМОВКИ ПРОФИЛЕЙ ВЫСОКОЙ ЖЕСТКОСТИ | 2005 |
|
RU2288799C1 |
| Инструмент профилегибочного стана | 1992 |
|
SU1829975A3 |
| СПОСОБ ФОРМОВКИ ГНУТОГО ЛИСТОВОГО ПРОФИЛЯ | 2006 |
|
RU2335366C2 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ГОФРИРОВАННЫХ ЛИСТОВ | 2006 |
|
RU2330742C2 |
| ИНСТРУМЕНТ ДЛЯ ФОРМОВКИ ПРОФИЛЕЙ ВЫСОКОЙ ЖЕСТКОСТИ | 2005 |
|
RU2301717C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1998 |
|
RU2147955C1 |
| Способ гибки гофрированных деталей и профилегибочный стан для его осуществления | 1984 |
|
SU1237274A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВ С ТРАПЕЦИЕВИДНЫМИ ГОФРАМИ | 1993 |
|
RU2050999C1 |