На заводах, изготовляющих судовые гребные винты, операция расточки ступицы гребного винта производится по предварительной разметке отливки или поковки, причем нередки случаи, когда, вследствие допущенных ошибок при обработке лопасти, получается брак.
Предлагаемое приспособление к металлорежущему станку позволяет быстро без разметки установить на станке заготовку гребного винта для расточки его ступицы.
Отличительной особенностью предлагаемого приспособления является то, что на шпиндель станка надева ется диск с соответствующим количеству лопастей выступами, наружные поверхности которых выполнены винтовыми, с целью установки на них лопастей при их закреплении на станке.
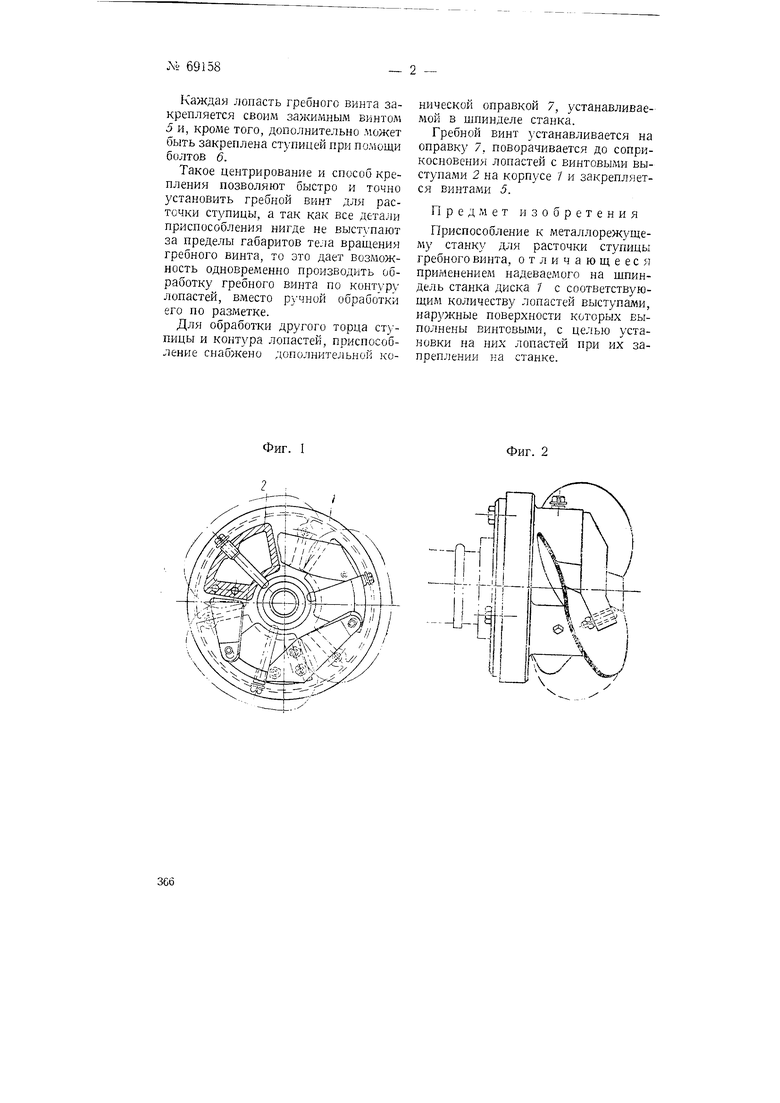
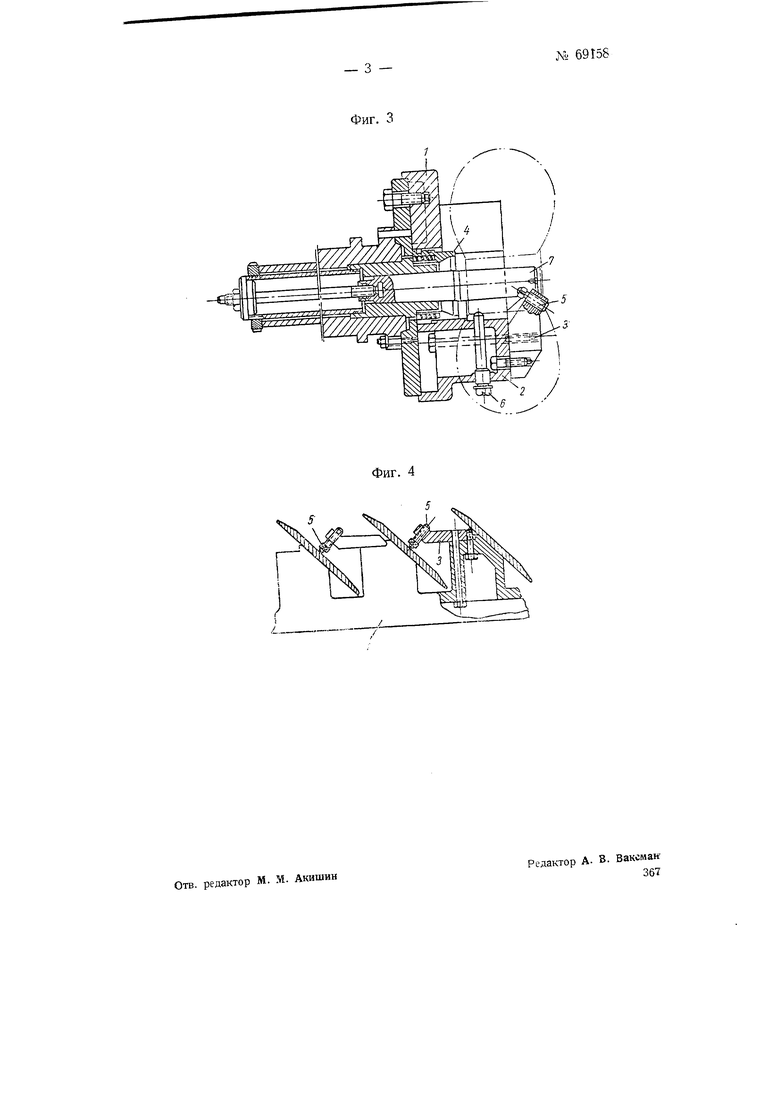
На фиг. 1 изображен вид приспособления спереди, на фиг. 2 - вид приспособления сбоку с укрепленным на нем гребным винтом, на фиг. 3 - продольный разрез приспособления и на фиг. 4 - схематическая развертка по упорам с указанием положения лопастей и их крепления.
Литой корпус 7 приспособления представляет собою диск с тремя выступами 2, имеющими винтовую поверхность, соответствующую щагу обрабатываемого гребного винта.
Выступы 2 правильно расположены и обработаны относительно оси приспособления.
Сбоку этих выступов расположены планки прижимов 3, доходящие до середин соседних винтовых выступов.
Винтовые выступы 2 и планки прижимов 3 располагаются примерно посредине лопастей гребного винта.
В центре приспособления устанавливается на пружинах втулка 4 с приемным конусом для центрирования ступицы.
Заготовка гребного винта при установке на станок входит ступицей в приемный конус втулки 4 и ложится серединой каждой лопасти на винтовые выступы 2. Тем самым она автоматически устанавливается в наиболее правильное положение.
365
Каждая лопасть гребного винта закрепляется своим зажимным винтом 5 и, кроме того, дополнительно может быть закреплена ступицей при помощи болтов 6.
Такое центрирование и способ крепления позволяют быстро и точно установить гребной винт для расточки ступицы, а так как все детали приспособления нигде не выступают за пределы габаритов тела вращения гребного винта, то это дает возможность одноврелтенно производить обработку гребного винта по контуру лопастей, вместо ручной обработки его по разметке.
Для обработки другого торца ступицы и контура лопастей, приспособление снабжено дополнительной конической оправкой 7, устанавливаемой в шпинделе станка.
Гребной винт устанавливается на оправку 7, поворачивается до соприкосновения лопастей с винтовыми выступами 2 на корпусе 7 и закрепляется винтами 5.
Предмет изобретения
Приспособление к металлорежущему станку для расточки ступицы гребного винта, отличающееся применением надеваемого на щпиндель станка диска / с соответствующим количеству лопастей выступами, наружные поверхности которых выполнены винтовыми, с целью установки на них лопастей при их запреплении ка станке.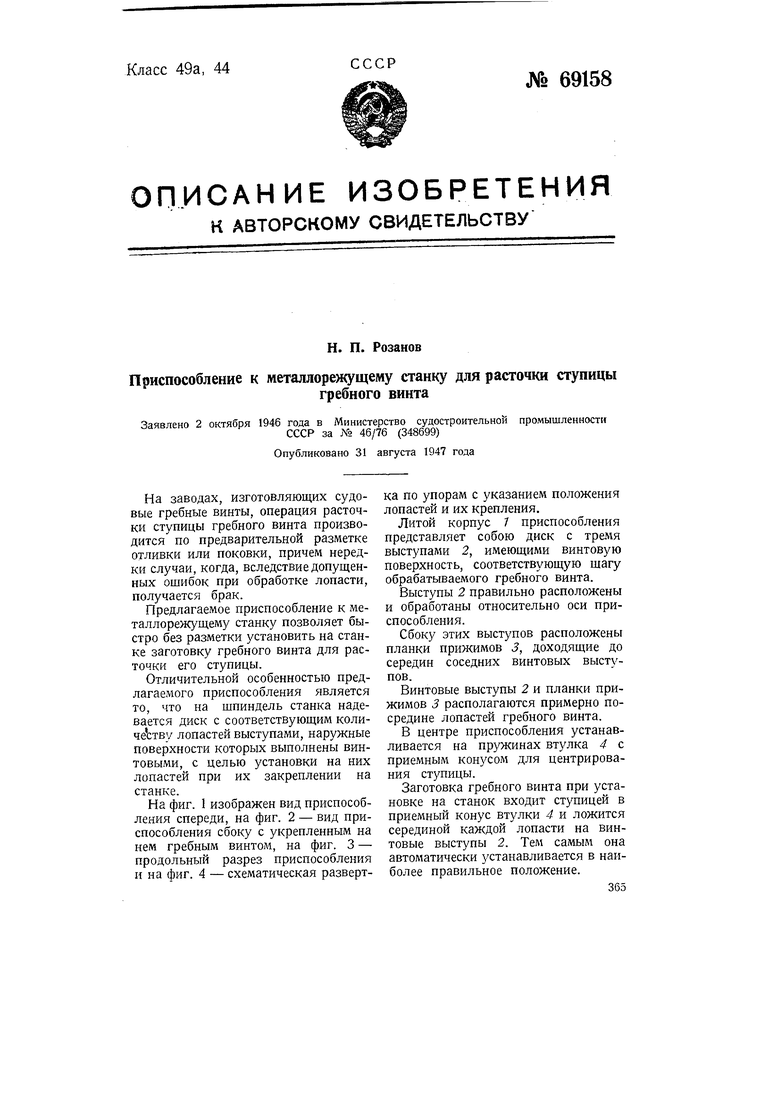
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки гребных винтов | 1940 |
|
SU70077A1 |
| СТЕНД ДЛЯ ВЕРТИКАЛЬНОЙ УСТАНОВКИ ГРЕБНЫХ ВИНТОВ ПРИ ИХ ОБРАБОТКЕ | 1950 |
|
SU92225A1 |
| Металлорежущий станок | 1977 |
|
SU657967A1 |
| КОПИРОВАЛЬНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ОБРАБОТКИ ГРЕБНЫХ ВИНТОВ | 1935 |
|
SU46775A1 |
| Способ статической балансировки гребных винтов | 1981 |
|
SU996882A1 |
| Металлорежущий станок для обработки отверстия ступицы колеса | 2021 |
|
RU2768617C1 |
| Способ изготовления электродов и устройство для его осуществления | 1991 |
|
SU1801076A3 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ СООСНЫХ ОТВЕРСТИЙ | 1999 |
|
RU2173242C2 |
| Устройство для автоматической смены инструментов на металлорежущем станке | 1976 |
|
SU928998A3 |
| СПОСОБ УСТАНОВКИ ЗАГОТОВОК ДЕТАЛЕЙ ТИПА ДИСКОВ | 2010 |
|
RU2443513C1 |
Фиг. 2
Фиг. 3
