Изобретение относится к металлообработке и предназначено для зенкерования и развертывания имеющихся двух соосных глухих отверстий, расположенных в двух стенках П-образного отсека фюзеляжа, при ремонте самолета.
Известно устройство для расточки отверстий с параллельными осями, расположенными в двух стенках ремонтируемой детали, содержащее корпус, устанавливаемый в полости детали, с размещаемыми в нем съемными расточными оправками, соединяемыми с приводом, расположенным вне детали, а также две съемные базирующие оправки, каждая содержащая центрирующий элемент с конической поверхностью и размещенные на ее концах цанги, предназначенные для закрепления оправки в отверстиях детали, причем базирующие оправки выполнены разъемными и установлены параллельно одна другой, а центрирующие элементы размещены в выполненных в корпусе двух противоположно направленных конических отверстиях (см. а.с. СССР N 1458104, кл. В 23 В 41/00, 1986).
В двух стенках П-образного отсека имеются два соосно расположенные глухие отверстия, пригодные для базирования по ним режущей головки, диаметры которых необходимо увеличить. Однако через глухие отверстия, расположенные в двух стенках П-образного отсека невозможно:
1. ввести базирующие оправки 3 известного устройства в конусные отверстия 2 корпуса 1, который следует установить в П-образном отсеке;
2. конусами 7, 8 разжать цанги 5,6 базирующих оправок 3 в глухих отверстиях П-образного отсека;
3. ввести расточную оправку 14 в цилиндрическую направляющую 15 корпуса 1;
4. соединить расточную оправку 14 с приводом, расположенным за ремонтируемым П-образным отсеком.
Известно устройство для обработки отверстий, радиально расположенных в цилиндрическом барабане парового котла. Устройство с приводами располагают в полости барабана. Оно по конструктивному выполнению является наиболее близким заявленному.
Известное устройство для обработки отверстий, устанавливаемое внутри обрабатываемого изделия, содержащее каретку, выполненную в виде четырех разнесенных стоек, опирающихся попарно колесами на внутреннюю поверхность обрабатываемого изделия, жестко соединяемых с двумя втулками, охватывающими колонну с возможностью поворота колонны во втулках, и распорное приспособление, серединой закрепленное на колонне, на концах которого расположены штоки и приводы их перемещении, взаимодействующие с обрабатываемым изделием, при этом на поворотной консоли, расположенной на распорном приспособлении, установлена режущая головка с приводами вращения и подачи так, что ось ее шпинделя параллельна оси распорного приспособления (см. а.с. СССР N 921704, кл. В 23 В 45/00, 1980).
Однако известным устройством, установленным внутри обрабатываемого изделия, также невозможно выполнить обработку имеющихся двух соосных глухих отверстий, расположенных в двух стенках П-образного отсела фюзеляжа, при ремонте самолета из-за следующих конструктивных отличий известного устройства:
1. В известном устройстве ось штока распорного приспособления не совпадает с продленной осью шпинделя режущей головки. Из-за их несоосности невозможно использовать шпиндель режущей головки и шток распорного приспособления для базирования режущей головки по двум соосным глухим базирующим отверстиям, расположенным в двух стенках П-образного отсека фюзеляжа. Поэтому невозможно и обработать известным устройством эти два отверстия.
Кроме этого, в известном устройстве шпиндель режущей головки не снабжен сменными базируемыми втулками, закрепленными на нем. Не снабжен и шток распорного приспособления сменными базируемыми пальцами для контактирования с глухими базирующими отверстиями, расположенными в двух стенках П-образного отсека фюзеляжа. Это также препятствует использовать шпиндель режущей головки и шток распорного приспособления для базирования режущей головки по двум соосным глухим базирующим отверстиям, расположенным в двух стенках П-образного отсека фюзеляжа.
2. В известном устройстве отсутствует осевой шарнир для поворота режущей головки с распорным приспособлением в плоскости колонны 2. Это препятствует при базировании совмещать режущую головку и распорное приспособление в вертикальной плоскости с имеющимися двумя соосными глухими базирующими отверстиями, расположенными в двух стенках П-образного отсека фюзеляжа.
3. В известном устройстве отсутствует опорная поверхность, принадлежащая устройству. Опорная поверхность отсутствует и в П-образном отсеке фюзеляжа. Это препятствует базированию режущей головки известного устройства и обработке имеющихся отверстий в П-образном отсеке фюзеляжа из-за того, что нечем удерживать массу устройства при базировании режущей головки, нечем компенсировать крутящий момент и усилие подачи при обработке отверстия;
4. В известном устройстве отсутствует механизм для фиксированного перемещения каретки. Это затрудняет при базировании режущей головки совмещать в горизонтальной плоскости режущую головку и распорное приспособление с двумя соосными глухими базирующими отверстиями, расположенными в двух стенках П-образного отсека фюзеляжа.
Технической задачей заявленного решения является создание устройства, устанавливаемого внутри ремонтируемого изделия, обеспечивающего зенкерование и развертывание имеющихся двух соосных глухих отверстий, расположенных в двух стенках П-образного отсека фюзеляжа, при ремонте самолета.
Указанная техническая задача решается за счет того, что в устройстве для обработки отверстий, устанавливаемом внутри ремонтируемого изделия, содержащем контактирующую с опорной поверхностью каретку, несущую подвижную колонну, на которой расположено распорное приспособление, контактирующее с ремонтируемым изделием, и соединенная с приспособлением режущая головка, один конец распорного приспособления заменен режущей головкой с совмещением ее оси с осью распорного приспособления, шток последнего снабжен сменными базируемыми пальцами, а шпиндель режущей головки снабжен сменными базируемыми втулками, при этом режущая головка с распорным приспособлением смещена в горизонтальной плоскости относительно колонны и между ними, перпендикулярно колонне и режущей головке, введен осевой шарнир, включающий ось, торцом жестко соединенную с корпусом режущей головки, и корпус шарнира, охватывающий ось, снабженный стойкой, торцом жестко соединенную с корпусом шарнира, расположенной в колонне с возможностью поворота стойки, а вышеуказанная опорная поверхность выполнена в виде введенного основания, снабженного винтовыми механизмами, взаимодействующими с кареткой, и кронштейнами, в том числе съемными, для крепления основания внутри ремонтируемого изделия.
Каждый введенный отличительный признак в формулу изобретения заявленного устройства во взаимодействии с ограничительными признаками влияет на обработку имеющихся двух соосных глухих отверстий, расположенных в двух стенках П-образного отсека фюзеляжа, при ремонте самолета следующим образом:
1. В заявленном устройстве один конец распорного приспособления заменен режущей головкой с совмещением ее оси с осью распорного приспособления. Шток распорного приспособления снабжен сменными базируемыми пальцами, а шпиндель режущей головки снабжен сменными базируемыми втулками. Эти введенные признаки позволили использовать режущую головку и ее распорное приспособление для базирования непосредственно режущей головки по двум имеющимся соосным глухим базирующим отверстиям, расположенным в двух стенках П-образного отсека фюзеляжа. А при обработке одного из этих соосных глухих отверстий указанные отличительные признаки позволили использовать распорное приспособление и второе соосное глухое базирующее отверстие для удержания режущей головки в положении, заданном при базировании по двум соосным глухим базирующим отверстиям.
2. Введенный в заявленное устройство осевой шарнир, расположенный между колонной и режущей головкой, обеспечил поворот режущей головки с распорным приспособлением в вертикальной плоскости. Обеспеченный поворот в сочетании с перемещением режущей головки с распорным приспособлением в вертикальной плоскости позволил совмещать в вертикальной плоскости диаметры базируемой втулки и базируемого пальца с диаметрами двух соосных глухих базирующих отверстий, расположенных в двух стенках П-образного отсека. Введенный осевой шарнир способствует базированию режущей головки по двум соосным глухим базирующим отверстиям.
Кроме этого, при совмещении в вертикальной и горизонтальной плоскостях диаметров базируемой втулки и базируемого пальца с диаметрами двух соосных глухих базирующих отверстий, с помощью оси введенного осевого шарнира, жестко соединенной с корпусом режущей головки, базируют и отверстие корпуса осевого шарнира, охватывающее ось шарнира, относительно двух соосных глухих базирующих отверстий, расположенных в двух стенках П-образного отсека фюзеляжа. Этим подготавливают устройство для частичной смены баз его режущей головки при замене базируемой втулки на шпинделе на режущий инструмент для обработки имеющихся двух соосных глухих отверстий, расположенных в двух стенках П-образного отсека.
3. В заявленное устройство введено основание, снабженное кронштейнами, в том числе съемными, обеспечившими крепление основания внутри П-образного отсека фюзеляжа. Введенное основание удерживает массу устройства при базировании режущей головки. Компенсирует крутящий момент и усилие подачи при обработке отверстия.
4. Введенное основание снабжено винтовыми механизмами, взаимодействующими с кареткой, приводимыми в действие вручную. Они обеспечили фиксированное перемещение режущей головки с распорным приспособлением в горизонтальной плоскости. В сочетании с ее поворотом в горизонтальной плоскости относительно колонны позволили при базировании режущей головки совмещать в горизонтальной плоскости диаметры базируемой втулки и базируемого пальца с диаметрами двух соосных глухих базирующих отверстий, расположенных в двух стенках П-образного отсека фюзеляжа.
Заявитель не обнаружил устройства, которому были бы присущи признаки, идентичные всем признакам, содержащимся в предложенной заявителем формуле изобретения. Заявитель считает, что заявленное устройство соответствует критерию новизны.
Заявителем обнаружено устройство для крепления переносного станка, например сверлильного, на обрабатываемом изделии, содержащее установочную плиту 1 (см. а.с. СССР N 745601, кл. В 23 В 45/00, 1977). Введенное в заявленное устройство основание отличается от установочной плиты 1 известного устройства признаками, указанными в отличительной части формулы изобретения заявленного устройства.
Заявителем обнаружен отделочно-расточный станок, у которого шпиндельный узел 6 расположен между двух обрабатываемых деталей 5 и снабжен двумя режущими головками 12 (см. а.с. СССР N 570459, кл. В 23 В 41/00, 1975).
В известном станке обрабатываемые детали 5 вместе с устройствами их крепления 4 базируются по режущим головкам 12. Затем устройства 4 крепят к столу 2 или станине 1 и растачивают отверстия в деталях 5. Однако известным станком невозможно обрабатывать два соосных глухих базирующих отверстия, расположенных в двух стенках П-образного отсека фюзеляжа, потому что в известном станке отсутствует механизм, позволяющий выставлять известный станок вместе с его станиной 1 так, чтобы ось его перемещающегося шпиндельного узла 6 не смещалась с общей оси двух соосных глухих базирующих отверстий в П-образном отсеке фюзеляжа.
Заявителем произведен поиск решений, имеющих признаки, совпадающие с отличительными признаками заявленного. Таких признаков не обнаружено. Заявитель считает, что заявленное техническое решение соответствует критерию изобретательского уровня.
Заявленное устройство внедрено на предприятии. Заявитель считает, что оно соответствует критерию промышленной применимости.
На фиг. 1 показано устройство для обработки соосных отверстий, вид спереди;
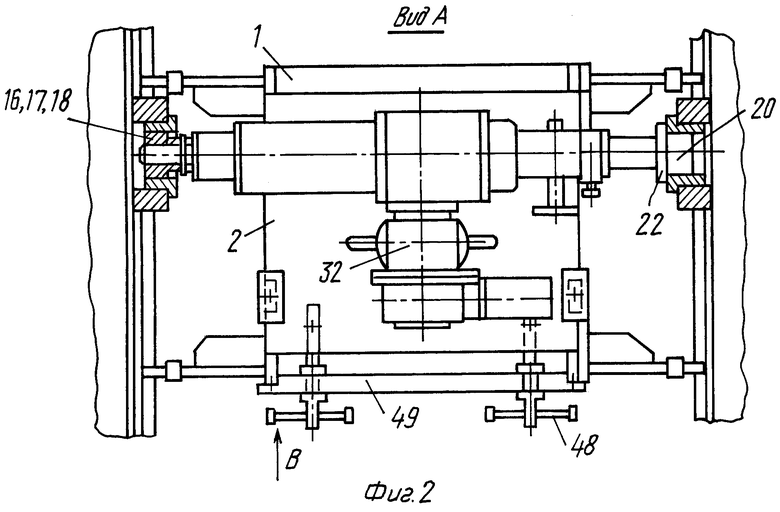
на фиг. 2 - вид А на фиг. 1;
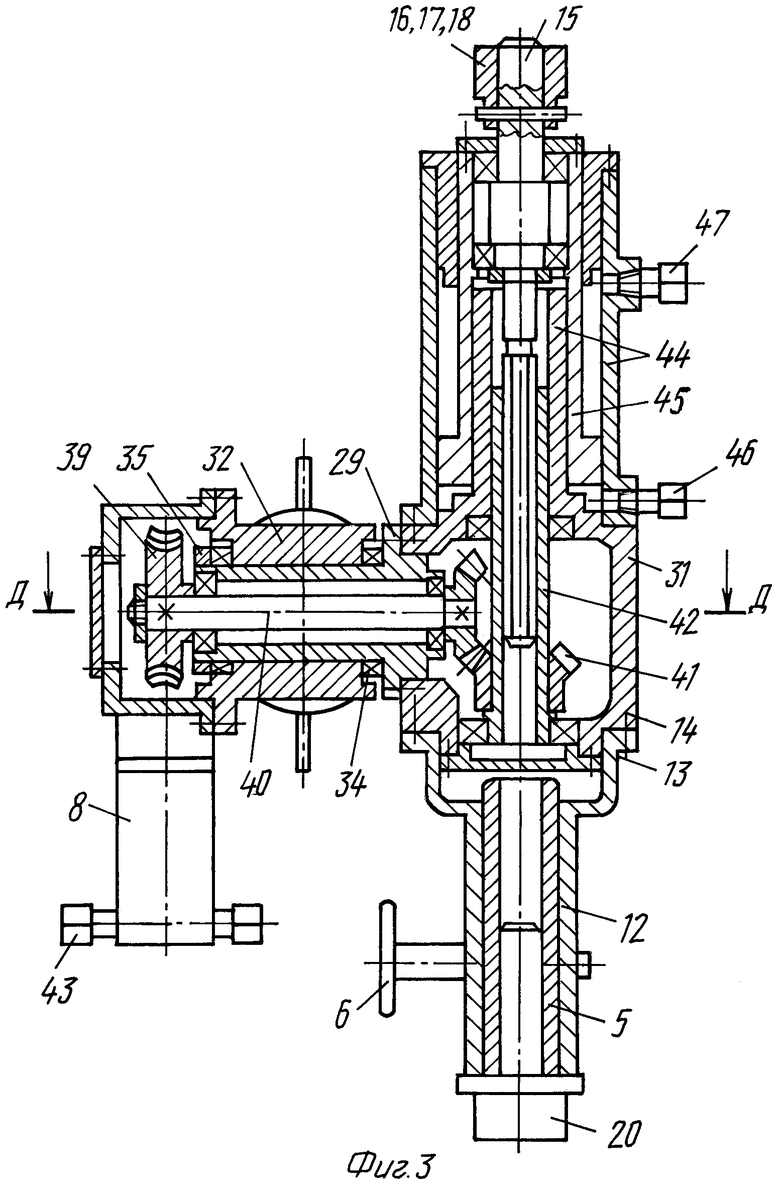
на фиг. 3 - режущая головка с распорным приспособлением, в разрезе;
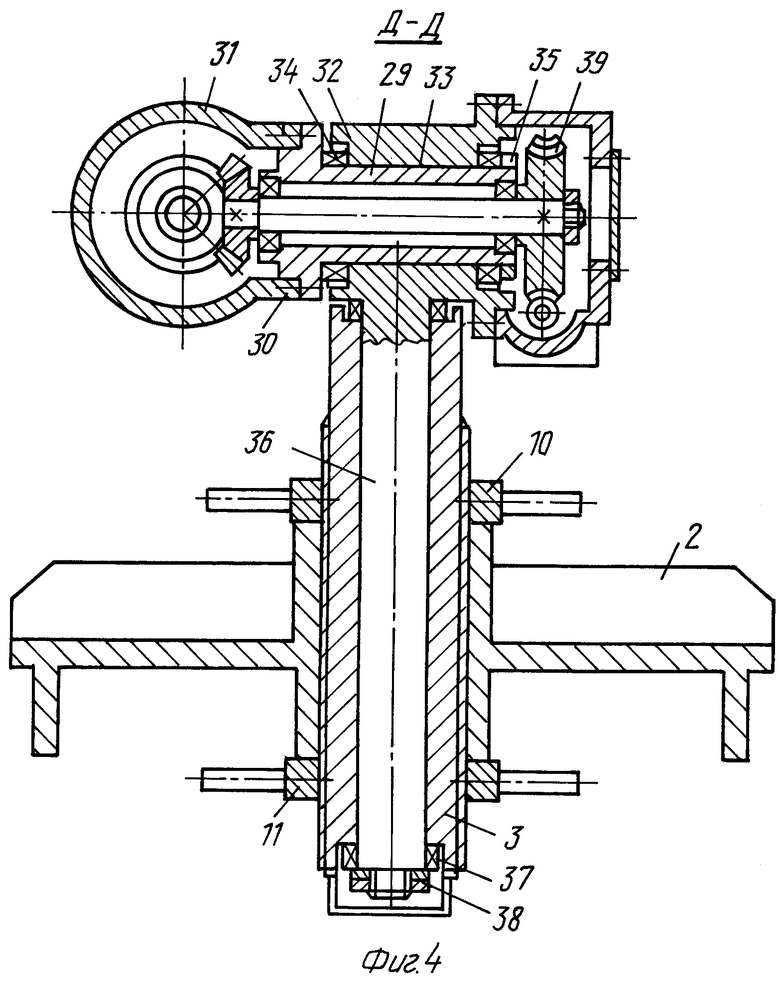
на фиг. 4 - разрез Д-Д на фиг. 3 с добавленной кареткой в разрезе;
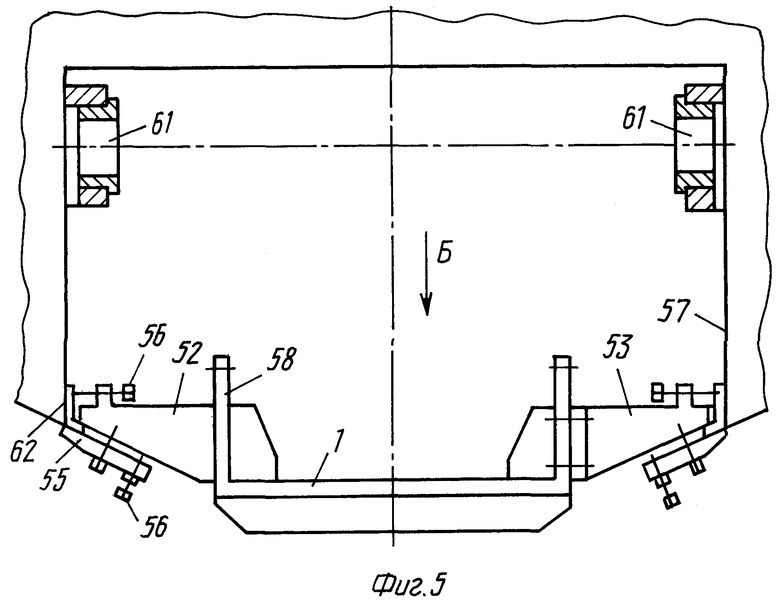
на фиг. 5 - основание устройства;
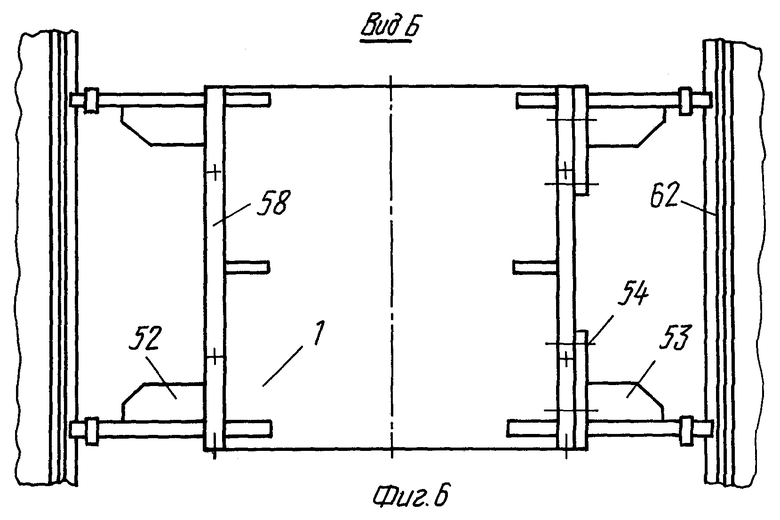
на фиг. 6 - вид Б на фиг. 5;
на фиг. 7 - вид В на фиг. 2;
на фиг. 8 - разрез Е-Е на фиг. 7;
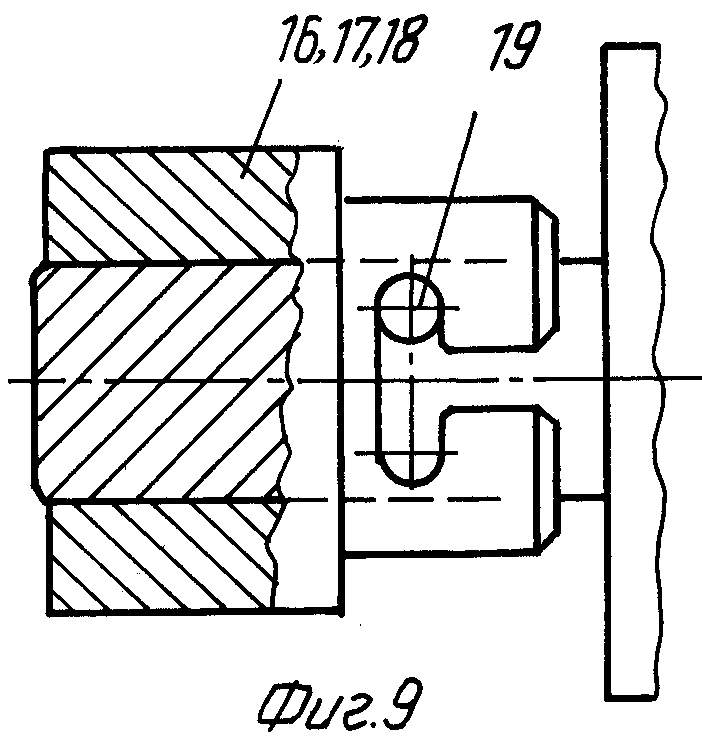
на фиг. 9 - узел крепления базируемой втулки и режущего инструмента на шпинделе;
на фиг. 10 - узел крепления базируемого пальца в штоке распорного приспособления;
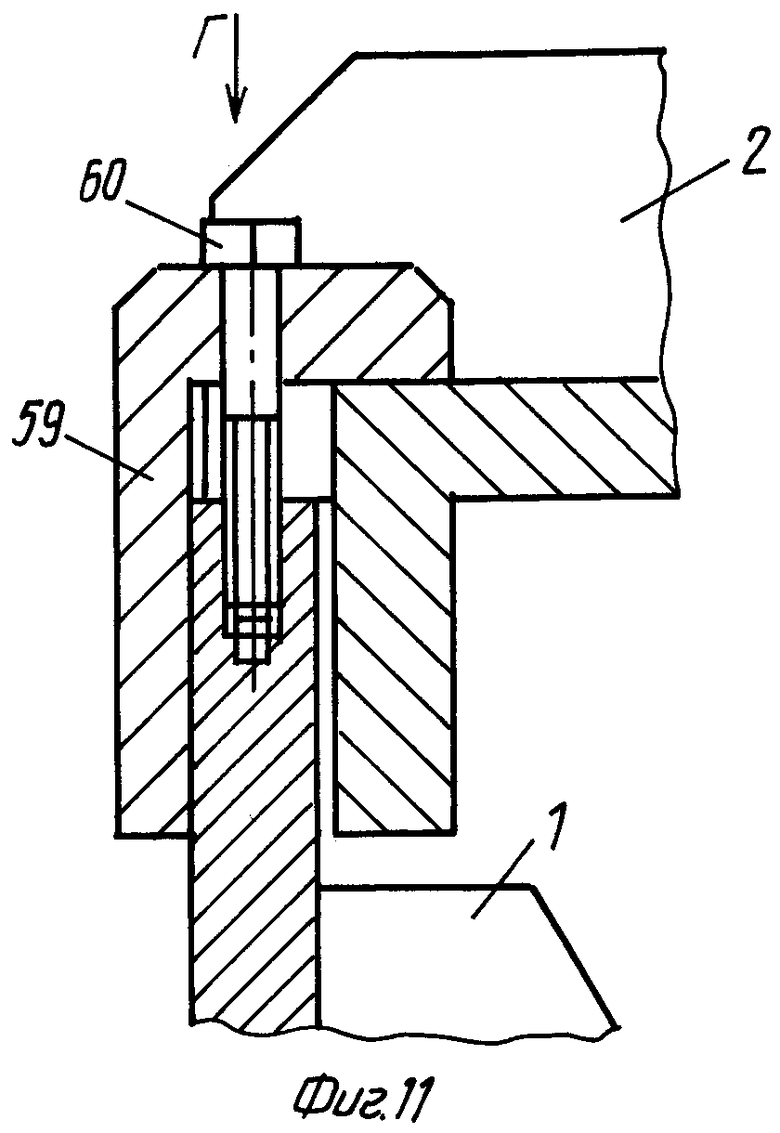
на фиг. 11 - узел крепления каретки к основанию;
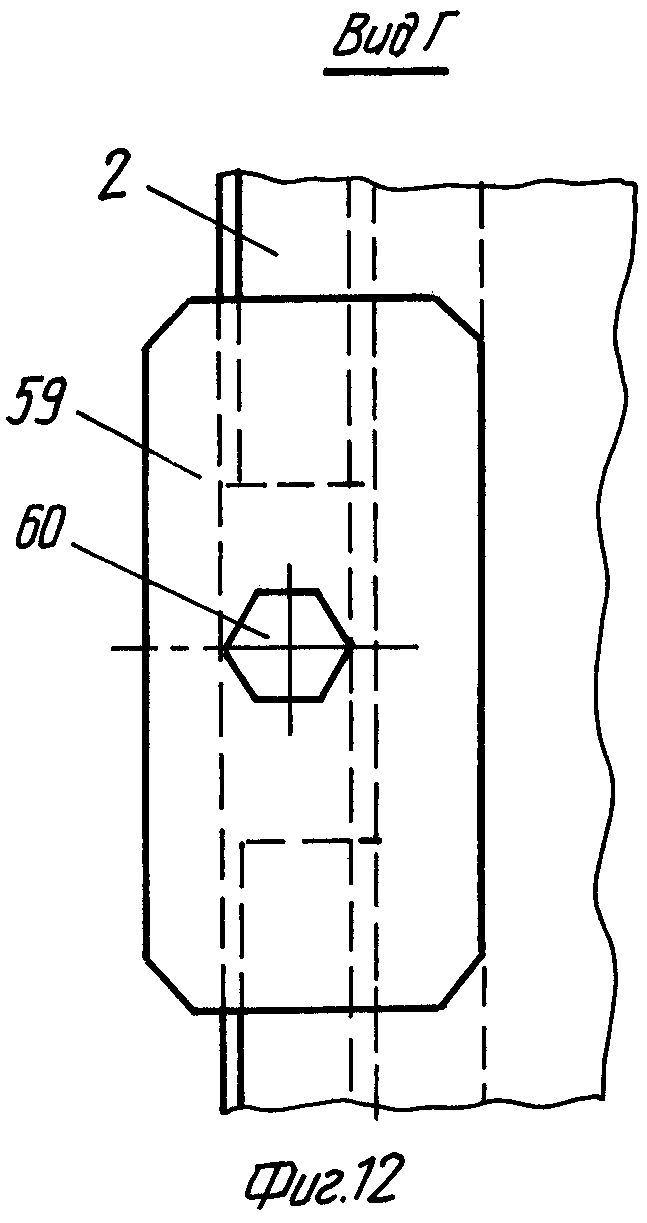
на фиг. 12 - вид Г на фиг. 11;
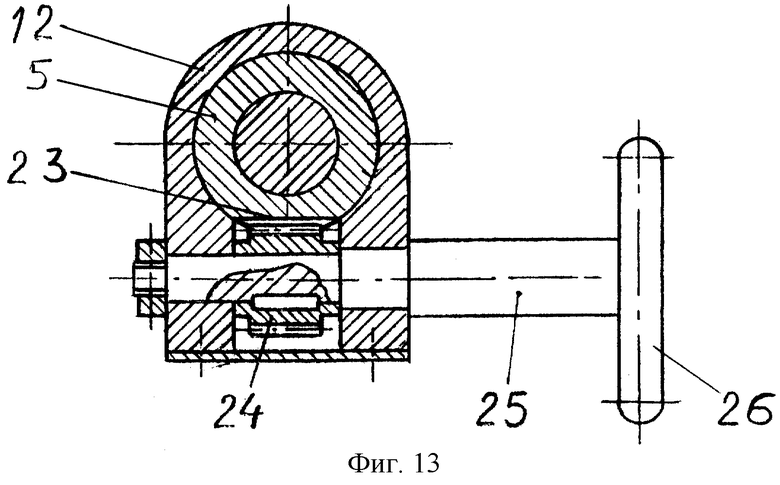
на фиг. 13 - привод перемещения штока распорного приспособления;
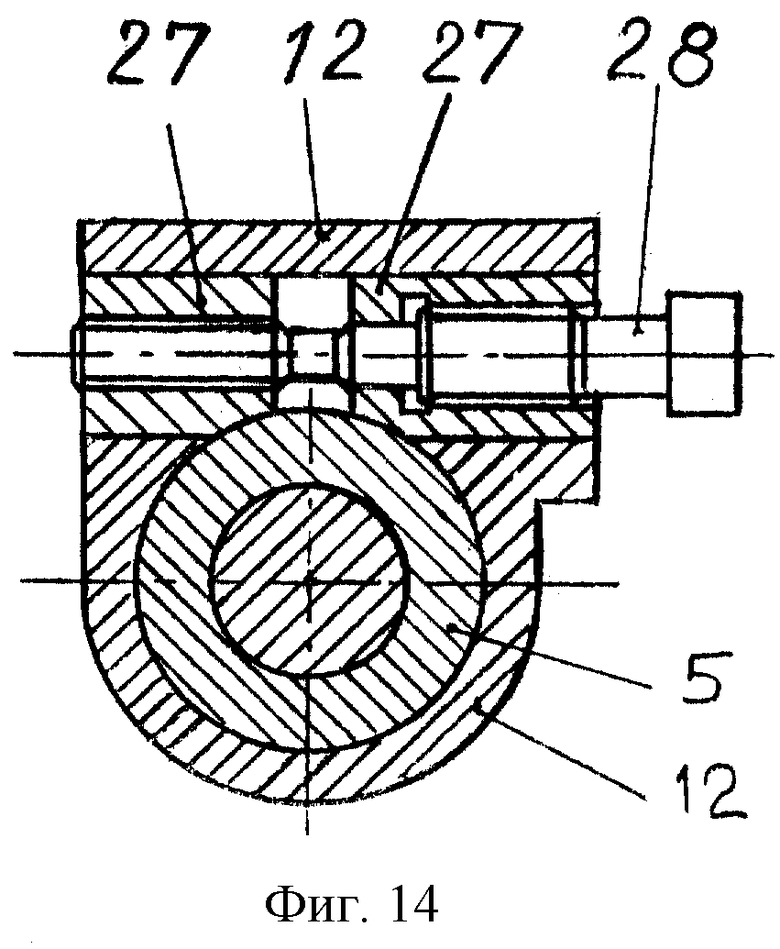
На фиг. 14 - тангенциальный зажим штока распорного приспособления.
Устройство содержит контактируемую с опорной поверхностью 1 каретку 2, несущую подвижную перпендикулярно каретке колонну 3, на которой расположено распорное приспособление 4, снабженное штоком 5 и приводом его подачи 6, а также соединенную с приспособлением режущую головку 7, снабженную приводом вращения 8 и подачи 9.
Колонна 3 установлена во втулке каретки 2 с возможностью перемещения с помощью верхней гайки - маховика 10 и фиксируется во втулке нижней гайкой - маховиком 11.
Левый конец распорного приспособления 4 заменен режущей головкой 7 с совмещением ее оси с осью распорного приспособления. Для этого корпус 12 распорного приспособления с помощью винтов 13 закреплен на торце 14 режущей головки. Шпиндель 15 снабжен сменными базируемыми втулками 16 и аналогичными по форме зенкерами 17, а также развертками 18, с помощью штифта 19 закрепляемыми на шпинделе 15. Как у зенкеров, так и разверток количество режущих зубьев четное. При этом каждая пара диаметрально противоположных зубьев лежит на одном диаметре.
Шток 5 распорного приспособления снабжен сменными базируемыми пальцами 20, с помощью винта 21 закрепляемыми в нем. Пальцы 20 снабжены буртиком 22, контактирующим с торцом штока 5.
Привод подачи 6 штока 5 состоит из зубчатой рейки 23, выполненной на штоке 5, шестерни 24, вала 25 и штурвала 26.
Тангенциальный зажим штока 5 в корпусе 12 распорного приспособления состоит из двух прижимов 27 и винта 28, взаимодействующего с резьбами прижимов 27.
Режущая головка 7 с распорным приспособлением 4 смещена в горизонтальной плоскости относительно колонны 3 и между ними, перпендикулярно колонне и режущей головке введен осевой шарнир, включающий ось 29, с помощью винтов 30 торцом жестко соединенную с корпусом 31 режущей головки, и корпуса 32 шарнира, стенкой отверстия 33 охватывающий ось 29. Корпус 32 удерживается на оси 29 двумя упорными шариковыми подшипниками 34 и замком 35. Корпус 32 снабжен стойкой 36, торцом жестко соединенной с ним и расположенной в отверстии колонны 3 с возможностью поворота стойки. Удерживается в колонне с помощью двух упорных шариковых подшипников 37 и замка 38.
Привод вращения шпинделя 15 режущей головки 7 включает гидромотор 8, червячную пару 39, вал 40, коническую зубчатую передачу 41, втулку 42, внутренние шлицы которой взаимодействуют с наружными шлицами хвостовика шпинделя 15. Гидромотор 8 снабжен двумя штуцерами 43 для подачи и отвода рабочей жидкости от гидростанции (не показана) к гидромотору.
Привод подачи 9 шпинделя 15 включает гидроцилиндр 44, поршень-пиноль 45, штуцер 46 подачи и штуцер 47 возврата поршня-пиноли, в которой на радиально-упорных подшипниках смонтирован шпиндель 15. Штуцера 46, 47 соединены с гидростанцией (не показана). Не показаны и уплотнительные резиновые кольца в приводе подачи.
Опорная поверхность 1 выполнена в виде введенного основания 1, снабженного двумя винтовыми механизмами 48, расположенными на перемычке 49, которая винтами 50 крепится на основании 1. Винтовой механизм с помощью гайки 51, закрепленной на каретке 2, взаимодействует с кареткой.
Введенное основание 1 снабжено двумя кронштейнами 52, жестко соединенными с основанием, и двумя съемными кронштейнами 53, с помощью винтов 54 закрепляемыми на нем. Основание снабжено прижимными планками 55 и винтами 56 для крепления его в ремонтируемом П-образном отсеке 57 фюзеляжа самолета. Основание снабжено направляющими 58, с которыми взаимодействует каретка 2.
Устройство снабжено планками 59 и винтами 60 для крепления каретки 2 к основанию 1.
В двух стенках П-образного отсека 57 фюзеляжа имеются два соосных глухих отверстия 61, подлежащих зенкерованию и развертыванию при ремонте самолета.
Позицией 62 обозначены профили, принадлежащие П-образному отсеку 57.
Устройство для обработки соосных отверстий работает следующим образом.
Без съемных кронштейнов 53 основание 1 вводят в П-образный отсек 57 фюзеляжа. К основанию винтами 54 крепят съемные кронштейны 53 и основание опускают до упора кронштейнами в полки профилей 62 отсека. Прижимными планками 55 и винтами 56 основание 1 кронштейнами крепят в отсеке 57. Каретку 2 с колонной 3, режущей головкой 7 и распорным приспособлением 4 устанавливают на направляющие 58 основания 1. На основании 1 с помощью винтов 50 крепят перемычку 49, в которой расположены два винтовых механизма 48, и соединяют их винты с гайками 51, закрепленными на каретке 2.
С помощью винтовых механизмов 48 и верхней гайки-маховика 10, расположенной на колонне 3, фиксировано перемещают режущую головку 7 с распорным приспособлением 4 в горизонтальной и вертикальной плоскостях. Поворачивают режущую головку с распорным приспособлением относительно корпуса 32 введенного осевого шарнира в вертикальной плоскости и относительно колонны 3 - в горизонтальной плоскости. Совмещают в вертикальной и горизонтальной плоскостях диаметры базируемой втулки 16 и базируемого пальца 20 с диаметрами двух соосных глухих базирующих отверстий 61, расположенных в двух стенках П-образного отсека 57. С помощью привода подачи 9 шпинделя 15 и привода подачи 6 штока вводят базируемую втулку и базируемый палец в соосные глухие базирующие отверстия 61. Этим ось шпинделя 15 режущей головки и ось штока 5 распорного приспособления совместили с общей осью двух соосных глухих базирующих отверстий 61, расположенных в двух стенках П-образного отсека 57 фюзеляжа. При этом с помощью оси 29 введенного шарнира, соединенной с корпусом 31 режущей головки, базируют отверстие 33 корпуса 32 введенного шарнира относительно двух соосных глухих базирующих отверстий 61. Этим подготовили устройство для частичной смены баз его режущей головки при замене базируемой втулки на шпинделе на режущий инструмент для обработки имеющихся двух соосных глухих отверстий 61, расположенных в двух стенках П-образного отсека 57 фюзеляжа.
С помощью планок 59 и винтов 60 крепят каретку 2 к основанию 1. Поджимают нижнюю гайку-маховик 11 на колонне 3. Выводят втулку 16 и палец 20 из двух соосных глухих базирующих отверстий 61. Поворачивают в горизонтальной плоскости режущую головку 7 с распорным приспособлением 4 относительно колонны 3. Втулку 16 на шпинделе 15 меняют сначала на зенкер 17. Поворачивают режущую головку с распорным приспособлением в обратном направлении. Вводят базируемый палец 20 обратно в соосное глухое базирующее отверстие 61 до упора буртика 22 пальца в торец отверстия. Тангенциальным зажимом крепят шток 5 в корпусе 12 распорного приспособления. При этом зенкер 17 расположен у торца другого соосного глухого базирующего отверстия 61, а ось шпинделя 15 режущей головки совпадает с общей осью двух соосных глухих базирующих отверстий 61, расположенных в двух стенках П-образного отсека 57 фюзеляжа. Режущая головка удерживается в первоначально заданном положении базирующим отверстием 33 корпуса 32 введенного осевого шарнира, в котором расположена базируемая ось 29, несущая режущую головку 7, и соосным обрабатываемому отверстию 61 вторым базирующим отверстием 61 в стенке П-образного отсека, в котором расположен палец 20 распорного приспособления.
Включают гидромотор 8 вращения шпинделя 15 режущей головки 7 и подают рабочую жидкость в штуцер 46 подачи шпинделя. Выполняют первую операцию обработки отверстия 61. Меняют режущий инструмент на шпинделе 15 и операции повторяют до окончательной обработки отверстия 61.
Снимают с основания 1 перемычку 49 с двумя винтовыми механизмами 48, планки 59 с каретки 2, каретку 2 с колонной 3, режущей головкой 7 и распорным приспособлением 4. Вне ремонтируемого П-образного отсека 57 поворачивают режущую головку с распорным приспособлением в вертикальной плоскости на 180o относительно корпуса 32 шарнира. Устанавливают каретку 2 с колонной 3, режущей головкой 7 и распорным приспособлением 4 на направляющие 58 основания 1. На основание крепят перемычку 49, в которой расположено два винтовых механизма 48, и соединяют их винты с гайками 51, закрепленными на каретке 2. Производят базирование режущей головки по двум соосным глухим базирующим отверстиям 61, расположенным в двух стенках П-образного отсека 57.
Производят обработку второго отверстия 61.
Описанное устройство для обработки соосных отверстий, устанавливаемое внутри ремонтируемого изделия, обеспечивает зенкерование и развертывание имеющихся двух соосных глухих отверстий, расположенных в двух стенках П-образного отсека фюзеляжа, при ремонте самолета. Качество обработанных устройством отверстий удовлетворяет существующим на предприятии требованиям.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОДЪЕМА САМОЛЕТА С ГИДРОПОДЪЕМНИКОВ ЗА ТРИ НОГИ ШАССИ | 2000 |
|
RU2199473C2 |
| СТЕНД ДЛЯ ИЗМЕРЕНИЯ УГЛОВ УСТАНОВКИ КОЛЕС ПЕРЕДНЕЙ ПОДВЕСКИ | 2000 |
|
RU2177147C1 |
| СТАНОК ДЛЯ ВЫРЕЗКИ КЕССОНОВ С ДЕФЕКТНЫМИ ОБЛУЧЕННЫМИ ТЕПЛОВЫДЕЛЯЮЩИМИ СБОРКАМИ | 2012 |
|
RU2504851C1 |
| УСТРОЙСТВО ДЛЯ РЕМОНТА ОПОРНОЙ ШЕЙКИ РОТОРА ТУРБОАГРЕГАТА | 2000 |
|
RU2187187C2 |
| Способ установки детали и устройство для его осуществления (варианты) | 2015 |
|
RU2639589C2 |
| УНИВЕРСАЛЬНЫЙ АВТОМАТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ БАЗИРОВАНИЯ КРУПНОГАБАРИТНЫХ ОБВОДООБРАЗУЮЩИХ ДЕТАЛЕЙ, ИХ МЕХАНИЧЕСКОЙ ОБРАБОТКИ И СБОРКИ И СПОСОБ БАЗИРОВАНИЯ КРУПНОГАБАРИТНЫХ ОБВОДООБРАЗУЮЩИХ ДЕТАЛЕЙ, ИХ МЕХАНИЧЕСКОЙ ОБРАБОТКИ И СБОРКИ | 1999 |
|
RU2165836C2 |
| ПЕРЕНОСНОЙ ПНЕВМОГИДРОУСИЛИТЕЛЬ ДЛЯ РУЧНЫХ КЛЕПАЛЬНЫХ ПРЕССОВ | 1997 |
|
RU2128099C1 |
| СПОСОБ УСТАНОВКИ ДЕТАЛЕЙ ТИПА ВТУЛКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288077C1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ КАНАТНОГО ЗАМКА | 1997 |
|
RU2132008C1 |
| УНИВЕРСАЛЬНАЯ АВТОМАТИЗИРОВАННАЯ УСТАНОВКА ДЛЯ ФОРМООБРАЗОВАНИЯ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ДЕТАЛЕЙ (УАУ) И СПОСОБ НАСТРОЙКИ ЕЕ ПОВЕРХНОСТИ | 1997 |
|
RU2133163C1 |



Изобретение предназначено для обработки двух соосных глухих отверстий, расположенных в стенках П-образного отсека фюзеляжа самолета. Устройство крепится посредством кронштейнов внутри ремонтируемого изделия. Оно состоит из распорного приспособления, установленного на колонне. На одном из его концов установлена режущая головка, на другом - шток со сменной базируемой втулкой. Изобретение позволяет зенкеровать и развертывать два соосных глухих отверстия в П-образном фюзеляже самолета. 1 з.п. ф-лы, 14 ил.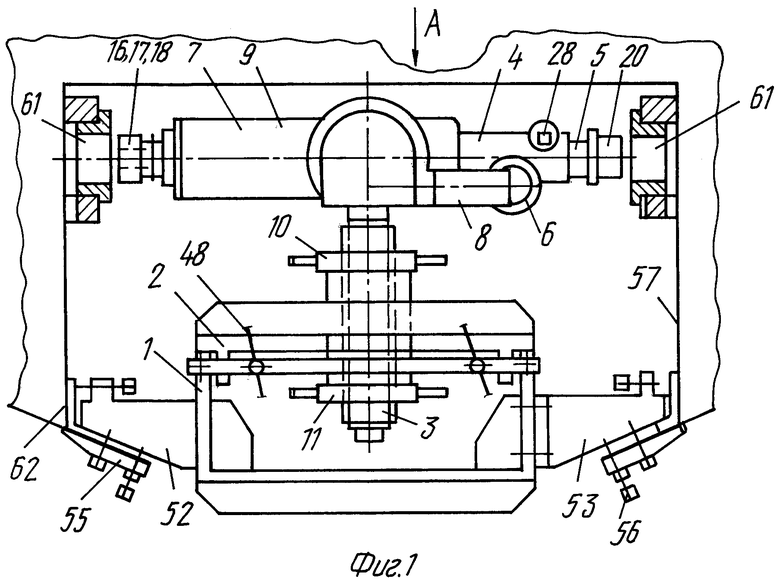
| Устройство для обработки отверстий | 1980 |
|
SU921704A1 |
| ПРОТИВОШУМНЫЕ НАУШНИКИ | 0 |
|
SU342623A1 |
| US 4917549, 17.04.1990. | |||

