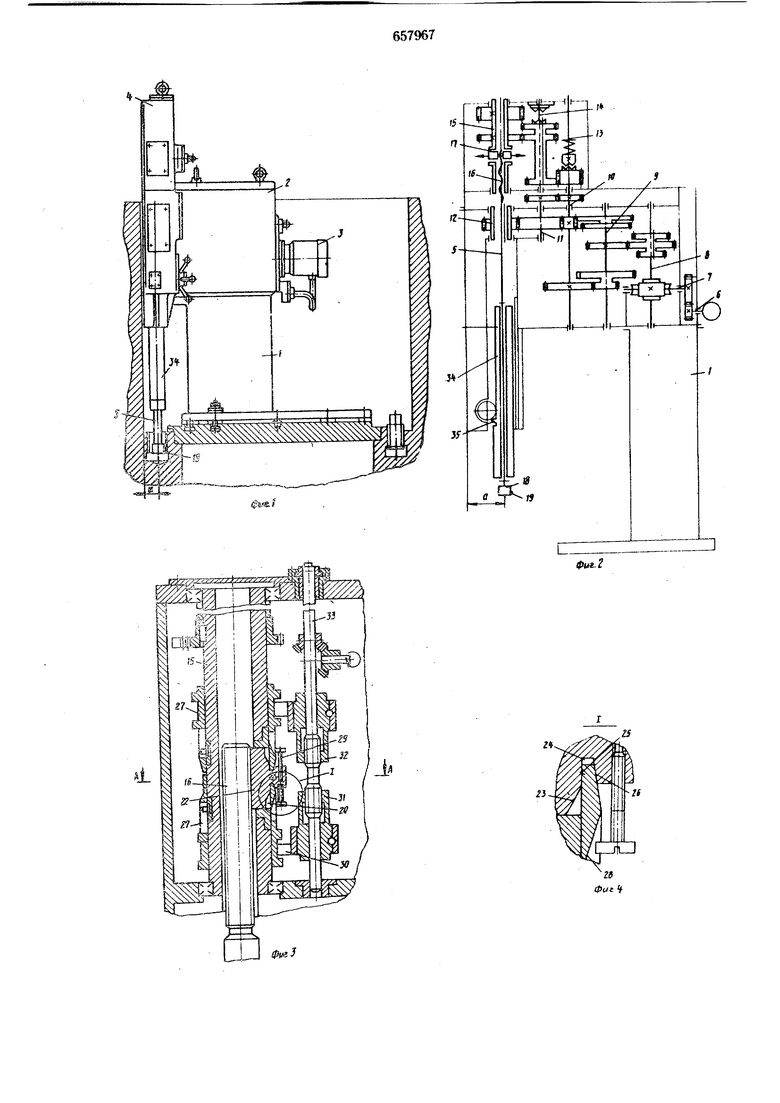
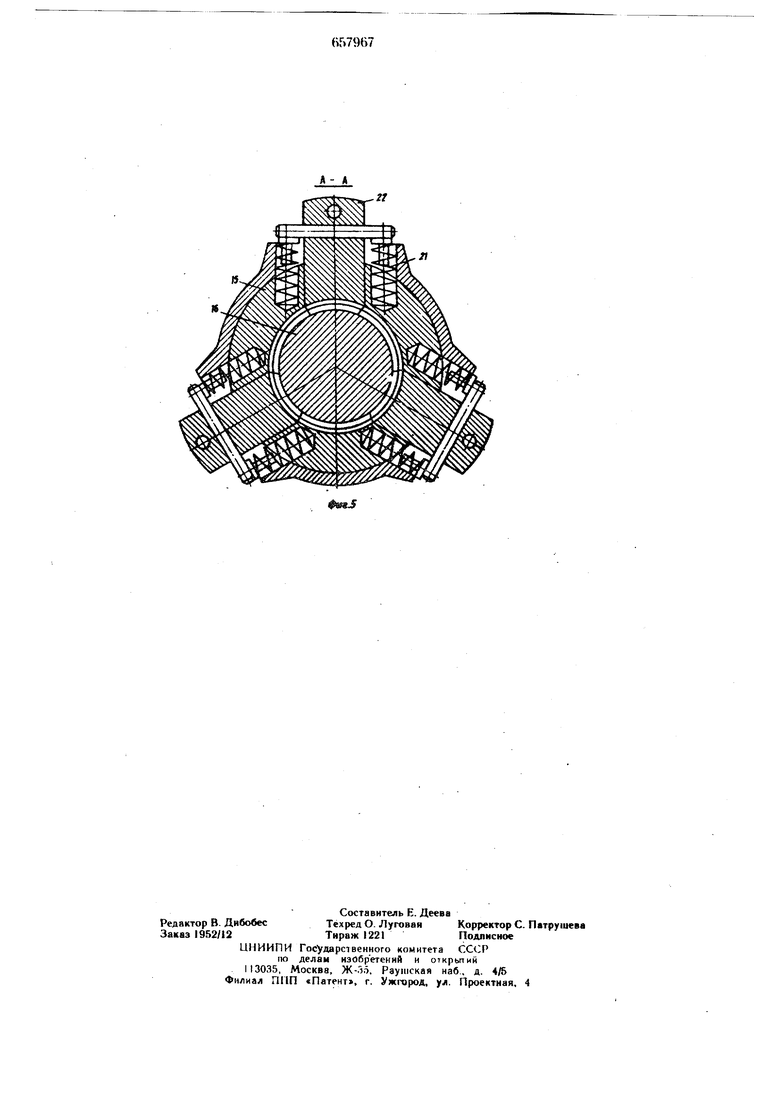
Изобретение относится к станкостроению и в частности к металлорежущим станкам для сверлении, растачивания нарезания и исправления дефектов резьбы в отверстиях, большого диаметра. Известны металлорежущие станки, содержащне щпиндельную головку с приводом главного движения и цепью подач с винтовым механизмом Поступательного перемещения шпинделя, выходной вал которой охватывает щпиндель (1|. Ка этих станках нельзя нарезать резьбу резцом при исправлении ее дефектов. Цель изобретения - расширение технологических возможностей станка. Для этого в предлагаемом станке механизм поступательного перемещения щпинделя снабжен втулками, установленными с возможностью осевого перемещения на выходном валу цепи подач, а гайка винтового механизма выполнена в.виде размещенных в радиальных пазах вых дного вала подпружиненных резьбовых элементов, на торцах которых выполнены расточки. Втулки контактируют с расточками, а шпиндель жестко связан с винтом механизма поступательного перемещения шпинделя. На фиг. I дана схема установки станка на обрабатываемом изделии; на фиг. 2 - кннематическая схейа станка; на фиг. 3 - винтовой механизм; на фиг.. 4 - торцовая расточка резьбового сектора, место I на фиг. 3; на фиг. 5 - сечение А-А на фиг. 3. На станине I установлена шпиндельная головка 2. в которой размещена цепь главного движения с приводом от двигателя 3. На шпиндельной головке 2 смонтирована коробка 4 подач, в которой находится цепь подач с винтовым механизмом поступательного перемещения шпинделя 5. Цепь главного движения состоит из зубчатых передач установленных на валах 6-12. В цепь подач вх)дят зубчатые передачи, установленные на валах И, 13, 14, 15. Выходной вал 15 пепн подач выполнен охватывающим щпиндель 5. На конце шпинделя 5 нарезан винт 16, взаимодействующий с гайкой 17 винтового механизма, а на другом закреплена оправка 18 с выдвижным резцом 19. В радиальных пазах 20 выходного вала 15 установлены с возможностью радиального перемещения подпружиненные пружинами 21 резь бовые секторы 22 гайки 17. На торцах секторов 22 выполнены конические поверхности 23 и расточки 24 с цилиндрической 25 и конической 2 поверхностями. На выходном валу 15 цепи Подач справа и слева от резьбовых секторов 22 установлены с возможностью осевого встречного перемещений втулки 27 с наклонными поверхностями 28, бзаимодействующими с упорами 29, установленными на секторах 22. Кроме того, втул-, ки 27 связаны поводками 30 с гайками 31 и 32, имеющими левую и правую нарезку. Гайки 31 и 32 установлены на валу 33 с правой и левой нарезками. На пинолй 34 нарезана.рейка 35.
Станок работает следующим образом. Предварительно рассверлив сорванную шпильку и расточив отверстие в корпусе до внутреннего диаметра вновь нарезаемой или ремонтируемой резьбы, устанавливают в шпиндель 5 оправку 18 с выдвижным рез цом 19, настроив радиальным перемещением резец 19 на обрабатываемый размер. Подводят за рейку 35 шпиндель 5 к обрабатыБаемому отверстию. Вращая вал 33, сообщают гайкам 31 и 32 поступательное встречное перемещение. Гайки 31 и 32 через поводки 30 перемещают втулки 27. При этом втулки 27, наезжая на поверхности 23, сообщают резьбовым секторам 22 радиальное перемещение до взаимодействия их с резьбой винта 16. При дальнейшем перемещен.ии втулки 27 входят в расточки 24 с поверхностями 25 и 26 и этим фиксируют секторы 22.
Перемещением подвижных блоков-шестерен устанавливают необходимые скорости вращения шпинделя 5 и его подачи. Включают двигатель 3. Передавая враа1ение че рез зубчатые передачи, установленные на валах 6-12, шпинделю 5, а через зубчатые передачи, установленные на валах 11, 13, 14 - на выходной вал 15 с гайкой 17 и
через ВИНТ.16, сообщая шпинделю 5 с пинолью 34 поступательное перемещение, нарезают резьбу.
По окончании обработки реверсом шпинделя выводят оправку из обрабатываемого отверстия. Реверсом вала 33 выводят втулКИ 27 из расточек 24, при этом пружины 2 сообщают секторам 22. радиаль ое перемещение в направлении от винта 16, размыкая тем самым гайку 17 с винтом 16. При этом наклонные поверхности 28, взаимодействуя с упорами 29, помогают пружинам 21 выводить из зацепления секторы 22, т.е. размыкать гайку 17. Через рейку 35 отводят пиноль 34 с шпинделем 5 от обрабатываемого отверстия
Формула изобретения Металлорежущий станок, содержащий шпиндельную головку с приводом плавного движения и цепью подач с йинтовым механизмом поступательного перемещения шпинделя, выходной вал которого выполнен охватывающим, отличающийся тем, что, с целью расширения -технологических возможностей станка, механизм поступательного перемещения шпинделя снабжен втулками, установленными с возможностью осевого перемещения на выходном валу цепи подач, а гайка винтового механизма выполнена в виде размещенных в радиальных пазах выходного вала подпружиненных резьбовых элементов, на торцах которых выполнены расточки, последние контактируют с втулками, а щпиндель жестко связан с винтом механизма поступательного перемещения шпинделя.
Источники информации, принятые во внк мание при экспертизе
1. Заявка Великобритании № 1429213, кл. В 3 С, 1976.
A- A
ft
| название | год | авторы | номер документа |
|---|---|---|---|
| Шпиндельное устройство | 1982 |
|
SU1084117A1 |
| Шпиндельный узел расточного станка | 1984 |
|
SU1234062A1 |
| СТАНОК ДЛЯ ФРЕЗЕРОВАНИЯ ВНУТРЕННЕЙ РЕЗЬБЫ | 1973 |
|
SU376190A1 |
| Сверлильный станок | 1980 |
|
SU889294A1 |
| Шпиндельный узел резьбонарезного станка | 1986 |
|
SU1308437A1 |
| Металлорежущий станок | 1989 |
|
SU1664465A1 |
| Устройство для обработки резьбовых отверстий | 1982 |
|
SU1100054A1 |
| Сверлильная машина | 1981 |
|
SU975237A1 |
| Устройство для измерения траектории перемещения оси вращения шпинделя | 1985 |
|
SU1301646A1 |
| Шпиндельный узел станка | 1979 |
|
SU870053A1 |