Предметом изобретения является способ сварки плавлением с введением в место сварки присадочного материала, а также сварочный аппарат для осуществления этого способа.
Обычно при дуговой электросварке имеет место невыгодное использование тепловой энергии электрической дуги, большая часть которой расходуется не на расплавление металла электрода, а па оплавление поверхности изделия. Особенно сильно это сказывается при применении сварочных токов большой величины, когда 60-70Vo тепла дуги расходуется на расплавление основного металла и только 30- 40% тепла-на расплавление металла электрода.
Такое невыгодное использование тепла в сочетании с капельным характером переноса металла ведет к высокому удельному расходу энергии и не обеспечивает достаточной производительности сварочного процесса.
Описываемый способ сварки обеспечивает значительное повышение ггроизводительности сварочного процесса п уменьшение расхода электроэнергии благодаря более выгодному распределению и использованию тепловой эпергии дуги.
Это достигается за счет использования двух раздельных источников тепла: одного для нагрева основного металла и другого-для расплавления присадочного материала, вводимого в виде непрерывной или прерывистой регулируемой струи независимо от первого источника тепла.
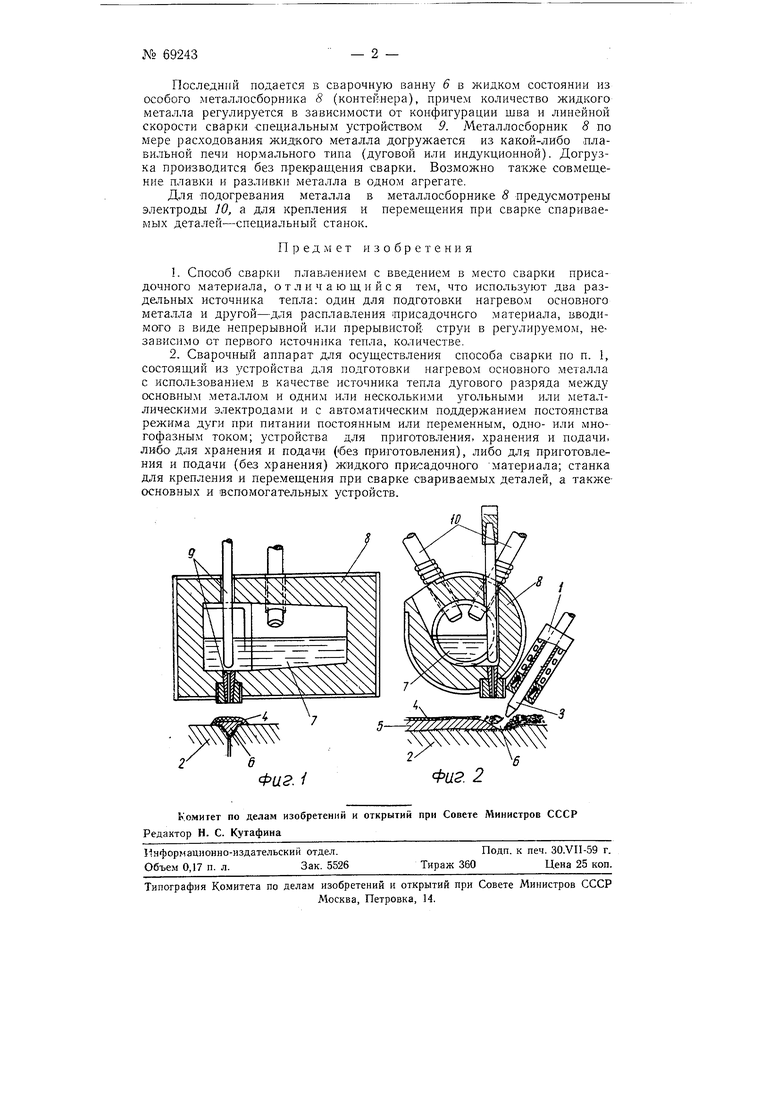
На фиг. 1 - и 2 показан сварочный аппарат в двух проекциях, предназначенный для осуществления описываемого способа сварки.
Сварочный аппарат снабжен устройством / для нагрева основного металла, которое ..создает дуговой разряд между основным металлом 2 и одним или несколькими угольными или металлическими электр.эдамк 3. Это устройство обеспечивает автоматическое поддержание постоянства режима дуги при питании постоянным или переменным, одно- илг: многофазным током.
Дута горит под слоем шлака 4, оплавляет кромки шва 5 свариваемого изделия и создает жидкую ванну 6 в основании сварного шва. В аппарате имеется также устройство 7 для приготовления- хранения и подачи жидкого присадочного материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления обмазки металлических электродов для дуговой сварки | 1935 |
|
SU47017A1 |
| Способ нагрева изделий независимой электрической дугой | 1956 |
|
SU111250A1 |
| Способ сварки плавлением стыковых соединений | 1980 |
|
SU925576A1 |
| Способ сварки угольным электродом | 1936 |
|
SU48930A1 |
| Способ дуговой сварки неплавящимся электродом | 1977 |
|
SU707717A1 |
| СПОСОБ ЛАЗЕРНО-ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 2010 |
|
RU2447980C2 |
| Способ сварки сформованной трубной заготовки с индукционным подогревом | 2017 |
|
RU2660540C1 |
| СПОСОБ СВАРКИ ЭЛЕМЕНТОВ С БОЛЬШОЙ РАЗНИЦЕЙ ТОЛЩИН | 2011 |
|
RU2469828C1 |
| Способ дуговой сварки | 1980 |
|
SU882712A1 |
| Способ гибридной лазерно-дуговой сварки | 2017 |
|
RU2640105C1 |
