Предлагаемый, согласно изобретению, способ сварки угольным электродом с присадкой металла заключается в том, что, в отличие от известных способов, присадочный металл подается к дуге сжатым воздухом в виде струи из металлического порошка.
Использованием такого способа сварки имеется в виду сконструировать сварочный аппарат, позволяющий производить сварку в любом месте (как-то, на стеллажах и на подмостьях в условиях монтажа и в условиях завода) швов как горизонтальных, так и вертикальных.
В предлагаемом для осуществления этого способа полуавтомате, схематически изображенном на чертеже, используются сами по себе уже известные приемы, как-то: подаца электрода от ролика-, катящегося по свариваемой детали при перемещении по ней полуавтомата, направляемого роликом, катящимся по шву, а также магнитное дутье.
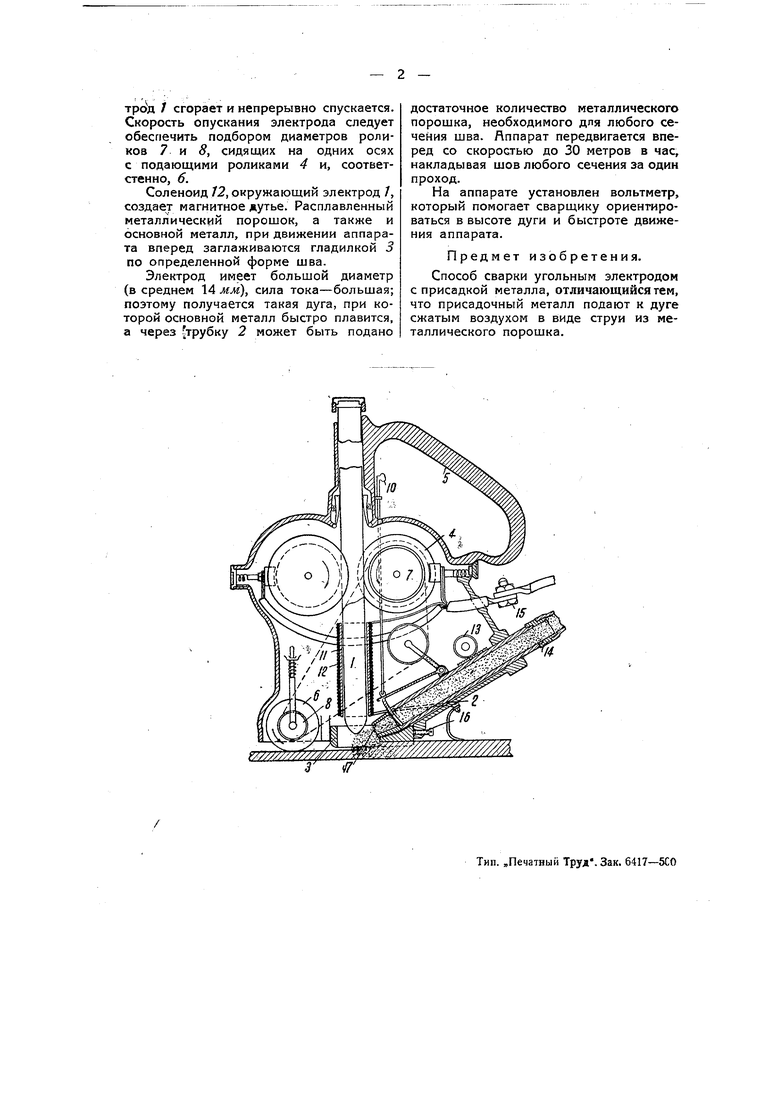
Как видно из чертежа, угольный электрод /, имеющий перемещение в вертикальном направлении, снабжен на своем нижнем конце железной трубкой /7 и соленоидом 12, образующим соленоид, включаемый последовательно в сварочную цепь.
Для подачи к дуге присадочного металла в виде металлического порошка
служит трубка 2 из изолирующего материала, имеющая четырехугольное поперечн е сечение и снабженная клапаном 10. Наконечник 77 этой трубки-круглый и выполнен из огнеупорного материала; по мере изнашивания, а также в зависимости от толщины шва он заменяется другим.
Трубка 2 устроена перемещающейся вдоль своей оси от ролика 13. В месте 14 она присоединяется к шлангу, подающему сжатый воздух. Зажимы дпя электрического кабеля обозначены цифрой 15.
Цифрой 3 обозначена гладилка из высоко огнеупорного материала (для каждого сечения шва имеется отдельная гладилка), вставляемая в аппарат и зажимаемая винтом 16.
При сварке ролик 6 перемещается по месту щва и аппарат передвигается вперед, причем сварщик держит его в правой руке за ручку 5. Ролик 5, вращаясь, приводит во вращение связанный с ним передачей ролик 4, который подает электрод 7 вниз. На определенном расстоянии от свариваемых листов электрод зажигает дугу и в это время сварщик отводит аппарат назад и этим поднимает электрод (но так, чтобы дуга не потухла). После этого поднимается клапан 10 и металлический порошок под давлением подается под дугу. При дальнейшем перемещении аппарата электрс д 7 сгорает и непрерывно спускается. Скорость опускания электрода следует обеспечить подбором диаметров роликов 7 и 8, сидящих на одних осях с подающими роликами 4 и, соответстенно, 6.
Соленоид/2, окружающий электрод /, создает магнитное дутье. Расплавленный металлический порошок, а также и основной металл, при движении аппарата вперед заглаживаются гладилкой 3 по определенной форме шва.
Электрод имеет большой диаметр (в среднем 14 мм), сила тока-большая; поэтому получается такая дуга, при которой основной металл быстро плавится, а через трубку 2 может быть подано
достаточное количество металлического порошка, необходимого для любого сечения шва. Аппарат передвигается вперед со скоростью до 30 метров в час, накладывая шов любого сечения за один проход.
На аппарате установлен вольтметр, который помогает сварщику ориентироваться в высоте дуги и быстроте движения аппарата.
Предмет изобретения.
Способ сварки угольным электродом с присадкой металла, отличающийся тем, что присадочный металл подают к дуге сжатым воздухом в виде струи из металлического порошка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для аргонодуговой сварки | 1948 |
|
SU78165A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ сварки плавлением | 1942 |
|
SU69243A1 |
| Способ автоматической дуговой сварки | 1946 |
|
SU79775A1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ МНОГОЭЛЕКТРОДНОЙ СВАРКИ | 2000 |
|
RU2172661C1 |
| Способ дуговой сварки и устройство для его осуществления | 1988 |
|
SU1574391A1 |
| Способ дуговой сварки неплавящимся электродом в среде защитных газов проникающей дугой | 2023 |
|
RU2803615C1 |
| Аппарат для электрической дуговой сварки | 1925 |
|
SU3476A1 |
| Способ сварки под флюсом | 1974 |
|
SU496128A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1993 |
|
RU2071400C1 |
Г /7

