Предметом изобретения является способ нагрева и резки плавящихся материалов дугой, замкнутой между двумя электродами, с использованием лучистой энергии столба.
С целью повышения интенсивности излучения предлагается увеличивать плотность тока в сечении столба дуги, допуская плотность в одном или обоих электродах не менее 20 000 ajcM-. В качестве одногоили обоих электродов применяют металлическую проволоку диаметром 1 -1,5 мм.
Для сужения столба дуги последнюю предлагается обдувать струей газа или паров.
Использование для нагрева деталей, с целью резки, сварки, наплавки, поверхностной закалкн и другой термообработки, лучистой энергии, выделяемой столбом вольтовой дуги, горящей между металлическими или металлическим и угольным электродами, обеспечивает полное устранение загрязнения сварного шва обрабатываемого изделия посторонними примесями от электродов и более равномерное распределение теплового потока на обрабатываемой поверхности.
С целью интенсификации производительности и уменьшения потерь электроэнергии дуга с помощью специальных технических средств наделяется особыми свойствами. Так длина дуги выбирается в широких пределах в зависимости от размеров обрабатываемой поверхности и может достигать 10-20 см. Столб дуги обогащается парами таких металлов, которые обладают низкими потенциалами возбуждения и ионизации, например железа. С помощью наложения постороннего магнигного поля столбу может быть придана прямолинейная, криволинейная или U-образная форма, с целью лучшего облучения обрабатываемой поверхности. Столб дуги должен иметь возможно меньшее сечение, что обеспечивается применением в качестве одного или обоих электродов стальной проволоки небольшого диаметра 1 -1,5 мм. Регулирование удельной мощности излучения столба достигается изменением
ДЬ 111250
плотности тока и градиента потенциала столба. Плотность тока регулирзется в основном величиной тока дуги, градиент потенциала - интенсивностью охлаждения столба. С целью значительного повышения градиента потенциала может быть, например, устроено обдзвание столба газовым потоком.
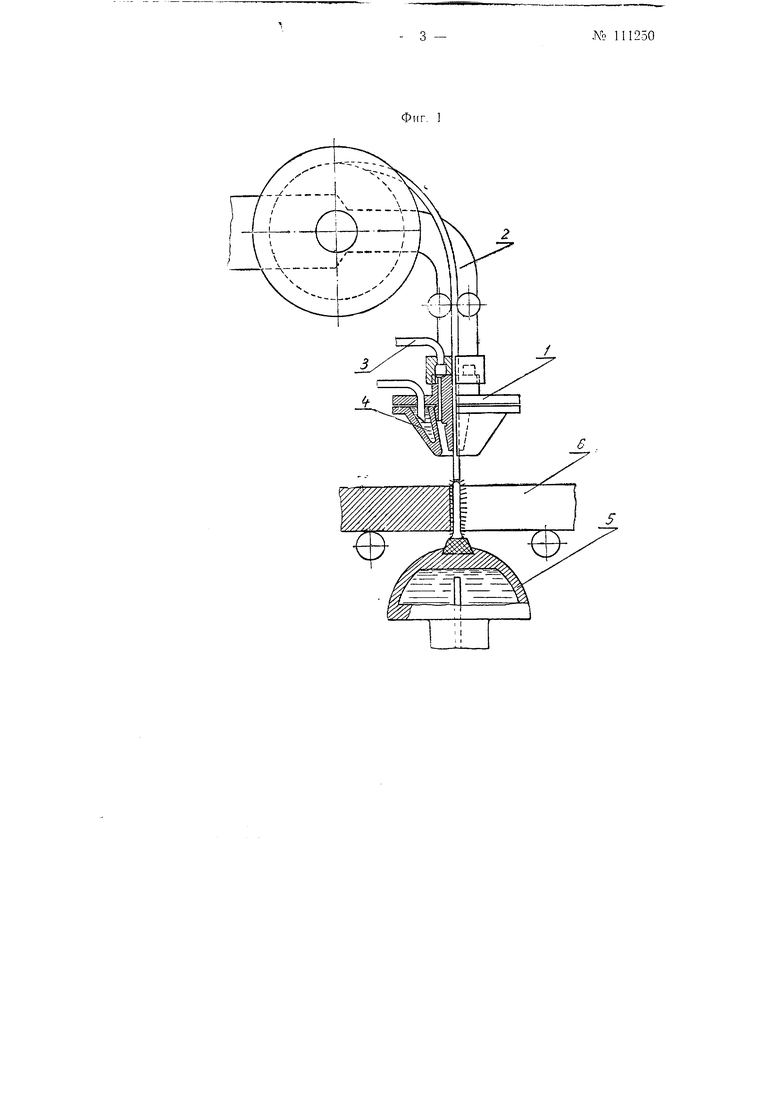
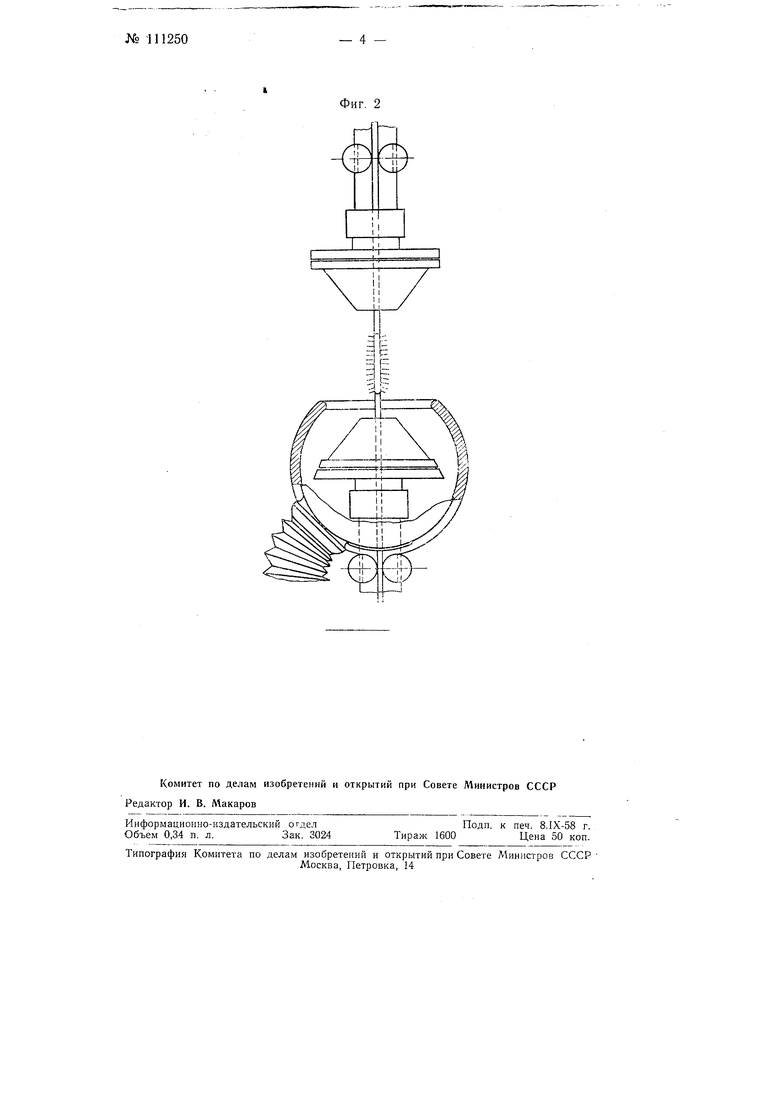
На фиг. 1 и 2 представлены устройства, поясняющие описываемый способ.
Верхний электрододержатель / (фиг. 1), служащий для подвода тока к электродной проволоке 2, снабжен соплом 3 для подачи газа и водяной рубашкой 4 для охлаждения электрододержателя. Нижний электрододержатель 5 представляет собой металлическое тело, также ох ааждаемое проточной водой. В верхней его части имеются направляющие 6, служащие для перемещения графитового (или вольфрамового) электрода по мере сгорания. Прямолинейность столба и устойчивое положение его относительно электродов обеспечиваются газовым потоком, обдувающим столб в продольнодМ направлении.
На фиг. 2 представлено устройство, оба электрододержателя которого предназначены для тонкой электродной проволоки. С по.мощью наложенного магнитного ноля специального электромагнита столбу дуги может быть придана наиболее выгодная форма, в соответствии с формой обрабатываемого изделия. В качестве источника тока может быть использован трансформатор с регзлированием напряжения вторичной обмотки от 100 до 250 в или больще, если по роду работы столб может быть растянут до 0 см длины или больше.
Предмет изобретения
1. Способ нагрева изделий независимой электрической дугой для резки, сварки, наплавки, поверхностной закалки и другой термообработки, с использованием лучистой энергии столба дуги, отличающийся тем, что, с целью повышения интенсивности излучения, увеличивают плотность тока в сечении столба дуги, допуская плотность тока в одном или обоих электродах не менее 20 000 а/см.
2. Прием выполнения способа по п. 1, отличающийся тем, что в качестве одного или обоих электродов применяют металлическую проволоку диаметром 1 -1,5 мм.
3. Прием выполнения способа по пп. 1 и 2, отличающийся тем, что для сужения столба дуги последнюю обдувают струей газа или паров.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления обмазки металлических электродов для дуговой сварки | 1935 |
|
SU47017A1 |
| Способ сварки плавлением | 1942 |
|
SU69243A1 |
| Способ плазменно-дуговой наплавки | 1988 |
|
SU1569133A1 |
| СПОСОБ РЕКУПЕРАТИВНОГО ОХЛАЖДЕНИЯ ЭЛЕКТРОДА ПЛАЗМОТРОНА, ПЛАЗМОТРОН ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА И ЭЛЕКТРОДНЫЙ УЗЕЛ ЭТОГО ПЛАЗМОТРОНА | 2011 |
|
RU2469517C1 |
| УСТРОЙСТВО ДЛЯ СВЕТОЛУЧЕВОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2000 |
|
RU2185943C1 |
| Установка для плазменной сварки | 1988 |
|
SU1623846A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ СВЕТОВЫМ ЛУЧОМ | 1999 |
|
RU2176947C2 |
| УСТРОЙСТВО ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ОБРАБОТКИ УГЛЕРОДИСТЫХ МАТЕРИАЛОВ (ЭЛЕКТРОКАЛЬЦИНАТОР) | 2008 |
|
RU2396498C1 |
| Способ дуговой механизированной двухэлектродной сварки | 2016 |
|
RU2639586C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ СВЕТОВЫМ ЛУЧОМ | 1999 |
|
RU2176582C2 |